Industriële vervaardigers sukkel om standaard silikoonvelle in presiese komponente te omskep. Tradisionele snymetodes lei dikwels tot gekartelde rande, dimensionele onakkuraathede en materiaalvermorsing, wat produksievertragings en kwaliteitsprobleme veroorsaak.
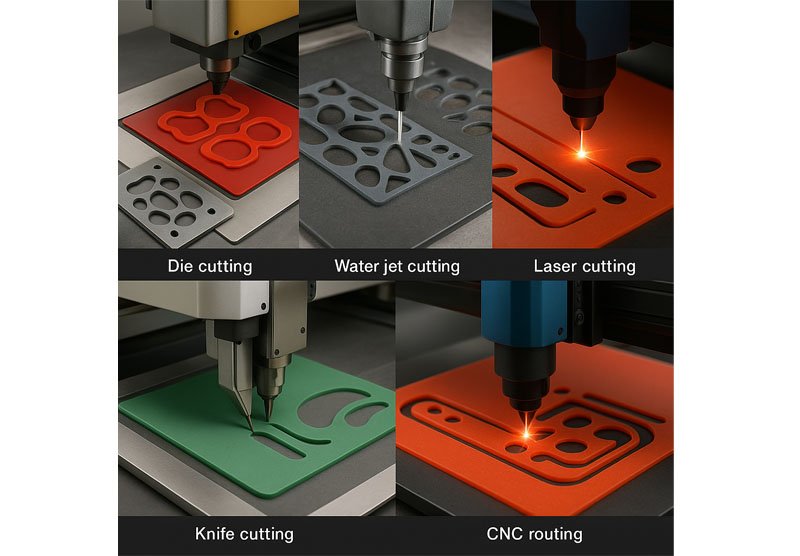
Silikoonvelle kan op maat gesny word deur middel van stanswerk, waterstraalsny, lasersny, messny en CNC-freeswerk. Elke metode bied verskillende voordele in terme van presisie, randkwaliteit, gereedskapskoste en produksievolume-vermoëns, met stanswerk wat die mees ekonomiese is vir groot lopies en waterstraal ideaal is vir komplekse ontwerpe.
Na jare se hulp aan kliënte om standaard silikoonvelle in presies ontwerpte komponente te omskep, het ek waardevolle insigte opgedoen in die sterk punte en beperkings van elke snymetode. Laat ek jou deur die opsies lei om jou te help om die perfekte benadering vir jou spesifieke toepassingsbehoeftes te kies.
Hoe transformeer stanswerk silikoonvelle in presiese komponente?
Vervaardigingsingenieurs sukkel dikwels met die konsekwente produksie van identiese silikoononderdele. Handsny skep variasies tussen stukke, terwyl basiese snygereedskap nie komplekse vorms kan verkry wat vir gespesialiseerde toepassings benodig word nie.
Stanssnywerk gebruik pasgemaakte metaalstanssnysels om deur silikoonvelle te stempel of te pers, wat identiese onderdele met skoon rande skep. Hierdie proses kan toleransies so nou as ±0.1 mm bereik en duisende identiese stukke per uur produseer, wat dit ideaal maak vir hoë-volume produksielopies.

Die Goudstandaard vir Hoëvolumeproduksie
Stanswerk is al vir meer as 'n dekade die ruggraat van ons produksie van pasgemaakte silikoonkomponente. Ek onthou toe 'n kliënt ons genader het oor die vervaardiging van 50 000 silikoonpakkings per maand vir hul nuwe bababottellyn. Stanswerk was die voor die hand liggende keuse, wat ons in staat gestel het om konsekwente gehalte te lewer terwyl die eenheidskoste merkwaardig laag gehou word.
Hierdie proses gebruik spesiaal ontwerpte metaalstansvorms (in wese gesofistikeerde koekiedrukker) om identiese vorms uit silikoonvelle te pons. Die stansvorms kan in feitlik enige vorm geskep word, van eenvoudige sirkels en reghoeke tot komplekse geometrieë met interne uitsparings en presiese randbesonderhede.
Tipes stanswerk vir silikoon
Daar is verskeie variasies van stanstegnologie, elk met spesifieke voordele:
- Platbed-stanswerk Hierdie tradisionele benadering gebruik hidrouliese perse om staalmatryse deur die silikoonmateriaal te forseer. Dit is uitstekend vir medium tot dik silikoonvelle (2 mm-10 mm) en bied 'n goeie balans tussen presisie en produksiespoed.
- Roterende stanssnywerk Vir uiters hoë-volume produksie gebruik roterende stanssnywerk silindriese matryse wat op roterende dromme gemonteer is. Terwyl die aanvanklike gereedskapskoste hoër is, kan produksiespoed duisende stukke per uur bereik, wat eenheidskoste vir groot lopies dramaties verminder.
- Clicker Die Sny Hierdie variasie gebruik 'n swaaibalkpers en is veral effektief vir dikker silikoonvelle (5mm-20mm) waar meer snykrag benodig word. Dit bied uitstekende presisie, maar werk teen stadiger snelhede as roterende stelsels.
| Stanssnymetode | Optimale plaatdikte | Produksiespoed | Gereedskapskoste | Presisie |
|---|---|---|---|---|
| Platbed | 2mm-10mm | Medium | Matig | ±0.2mm |
| Roterend | 0.5mm-5mm | Baie hoog | Hoog | ±0.1mm |
| Kliker | 5mm-20mm | Laag-Medium | Matig | ±0.25mm |
Voordele en beperkings
Stanssnywerk presteer uitstekend in scenario's wat die volgende vereis:
- Hoëvolumeproduksie (tipies 1 000+ identiese onderdele)
- Konsekwente herhaalbaarheid van onderdeel tot onderdeel
- Skoon, professionele randkwaliteit
- Koste-effektiewe eenheidsprysbepaling
Dit het egter beperkings:
- Hoë aanvanklike gereedskapskoste (tipies $500-$2 500 per matrys)
- Beperkte buigsaamheid vir ontwerpveranderinge (vereis nuwe matryse)
- Nie ekonomies vir klein produksielopies nie
- Potensiële materiaalvermorsing tussen gesnyde dele
Vir baie van ons industriële kliënte betaal die aanvanklike matrysbelegging homself vinnig terug deur verminderde arbeidskoste en verbeterde gehalte. Een motorkliënt het bereken dat hul matryssnygereedskap homself na slegs 5 000 onderdele terugbetaal het, met elke daaropvolgende onderdeel wat suiwer besparings verteenwoordig in vergelyking met hul vorige handmatige snyproses.
Waarom is waterstraalsny ideaal vir komplekse silikoonplaatontwerpe?
Ingenieurs benodig dikwels ingewikkelde silikoonkomponente met komplekse interne kenmerke. Tradisionele snymetodes kan nie hierdie ontwerpe bereik nie, wat kompromieë in produkfunksionaliteit afdwing of vereis dat verskeie onderdele saamgestel word.
Waterstraalsny gebruik 'n hoëdrukstroom water gemeng met skuurdeeltjies om silikoonvelle presies te sny sonder hittevervorming. Hierdie metode bereik toleransies van ±0.1 mm, kan komplekse geometrieë met interne kenmerke sny en vereis geen gereedskapskoste nie, wat dit perfek maak vir prototipering en lae tot medium produksielopies.

Presisie sonder kompromie
Waterstraalsny het ons benadering tot komplekse silikoonkomponente gerevolusioneer. Verlede jaar het ek saam met 'n mediese toestelvervaardiger gewerk wat ingewikkelde silikoonpakkings met verskeie interne kenmerke en verskillende diktes benodig het. Tradisionele stanswerk sou onbetaalbaar duur gereedskap vereis het, maar waterstraalsny het ons toegelaat om hierdie komplekse onderdele met perfekte presisie te produseer.
Hierdie snytegnologie gebruik 'n haardun stroom water onder druk van 60 000 PSI, dikwels gemeng met skuurgranaatdeeltjies, om deur silikoonmateriaal te sny soos 'n mikroskopiese mes. Die proses is volledig rekenaarbeheerd en vertaal digitale ontwerpe direk in voltooide onderdele sonder die behoefte aan fisiese gereedskap.
Tegniese vermoëns van waterstraalsny
Waterstraaltegnologie bied merkwaardige presisie en veelsydigheid:
- Snypresisie: Tipies ±0.1mm, met hoë-end stelsels wat ±0.05mm bereik
- Minimum kenmerkgrootte: So klein as 0.5 mm vir dun velle
- Materiaal Dikte Bereik: Sny effektief silikoon van 0.5 mm tot 50 mm dik
- Kerfwydte: Tipies 0.5mm-1.0mm (die breedte van materiaal wat tydens sny verwyder word)
- Snyspoed: 50-500 mm/minuut, afhangende van dikte en presisievereistes
Een van die belangrikste voordele van waterstraalsny is die vermoë om komplekse interne kenmerke te skep sonder om die omliggende materiaal te vervorm. Aangesien daar geen hitte betrokke is nie (anders as lasersny), is daar geen risiko van termiese vervorming of veranderinge in materiaaleienskappe naby die snyrand nie.
Perfekte toepassings vir waterstraalsny
Waterstraaltegnologie is veral waardevol vir:
- Prototipering en Produkontwikkeling Sonder gereedskapskoste kan ontwerpe vinnig aangepas en hersny word, wat vinnige iterasie tydens ontwikkelingsfases moontlik maak.
- Lae tot Medium Produksie Lopies Ekonomies lewensvatbaar vir lopies van 1-1 000 onderdele waar die koste van stansgereedskap onbetaalbaar sou wees.
- Komplekse Geometrieë Uitmuntend in die sny van ingewikkelde vorms, nou radiusse en interne kenmerke wat moeilik of onmoontlik met ander metodes sou wees.
- Gemengde Materiaal Sny Kan versterkte silikoonvelle wat veselglas of stoflae bevat, sny wat probleme met ander snytegnologieë kan veroorsaak.
Die hoofbeperking van waterstraalsny is produksiespoed. Alhoewel dit perfek is vir presisie en buigsaamheid, kan dit nie die rou uitsetspoed van stanswerk vir hoëvolumeproduksie ewenaar nie. Vir baie van ons kliënte gebruik ons waterstraalsny vir aanvanklike produksie en prototipering, en dan gaan ons oor na stanswerk sodra ontwerpe gefinaliseer is en volumes toeneem.
Hoe balanseer lasersny presisie en produksiespoed vir silikoonvelle?
Produkontwerpers staar uitdagings in die gesig wanneer hulle beide ingewikkelde ontwerpe en matige produksiehoeveelhede benodig. Handsnywerk het nie presisie nie, terwyl stanswerk duur gereedskap vereis wat moeilik is om te regverdig vir mediumgrootte lopies.
Lasersny gebruik gefokusde ligenergie om silikoonvelle presies te sny met 'n nou kerfwydte van 0.1-0.2 mm. Hierdie rekenaarbeheerde proses bereik toleransies van ±0.1 mm, benodig geen fisiese gereedskap nie en kan 50-100 dele per uur verwerk, wat dit geskik maak vir medium-volume produksie van komplekse ontwerpe.

Die hoëtegnologiese snyoplossing
Lasersny verteenwoordig die perfekte middelgrond tussen waterstraal en stanswerk vir baie van ons kliënte. Ek het onlangs 'n vervaardiger van verbruikerselektronika gehelp wat 5 000 pasgemaakte silikoonpakkings met presiese afmetings vir 'n nuwe produkbekendstelling benodig het. Lasersny het die perfekte balans tussen produksiespoed en presisie gebied sonder om duur gereedskap te benodig.
Hierdie tegnologie gebruik 'n gefokusde straal ligenergie om silikoonmateriaal langs 'n geprogrammeerde snypad te verdamp. Die proses is volledig rekenaarbeheerd, wat ongelooflike presisie en ontwerpbuigsaamheid moontlik maak. Dit is egter belangrik om daarop te let dat lasersny die beste werk met spesifieke silikoonformulerings, aangesien sommige tipes skadelike neweprodukte kan produseer wanneer dit verdamp word.
Tegniese oorwegings vir lasersny-silikoon
Lasersny-silikoon vereis noukeurige parameterbeheer:
- Kraginstellings: Tipies 50-150 watt vir silikoonvelle
- Snyspoed: 10-30 mm/sekonde afhangende van dikte
- Brandpuntsafstand: Aangepas op grond van materiaaldikte
- Hulpgas: Gewoonlik stikstof om brand te voorkom en randkwaliteit te verbeter
Die primêre uitdaging met lasersny-silikon is die bestuur van hitte-geaffekteerde sones (HAZ). Anders as metale, kan silikon effense verkoling of oppervlakveranderinge naby die snyrand ervaar. Moderne laserstelsels verminder hierdie effek, maar dit bly 'n belangrike oorweging vir toepassings met streng materiaaleienskapvereistes.
| Silikoon Tipe | Geskiktheid vir lasersny | Spesiale oorwegings |
|---|---|---|
| Algemene Doel | Goed | Minimale verkoling met behoorlike instellings |
| Platinum-gehard | Regverdig | Mag stadiger snelhede benodig om hitteskade te voorkom |
| Fluorsilikoon | Arm | Kan skadelike neweprodukte vrystel wanneer dit verhit word |
| Versterk | Veranderlik | Hang af van versterkingsmateriaal |
Ideale toepassings vir lasersny
Lasertegnologie blink uit in hierdie scenario's:
- Medium Produksie Volumes Perfek vir lopies van 100-5 000 onderdele waar spoed saak maak, maar gereedskap vir matryse nie geregverdig is nie.
- Streng toleransies Bereik presisie vergelykbaar met waterstraal, maar met vinniger produksiespoed
- Merk en Sny Kan beide vorms sny en identifiserende merke in 'n enkele operasie graveer
- Vinnige ommeswaai Programme kan vinnig aangepas word vir ontwerpveranderinge sonder nuwe gereedskap
Een kliënt in die lugvaartbedryf waardeer veral lasersny vir hul silikoonkomponente, want dit stel hulle in staat om QR-kodes en onderdeelnommers direk op elke stuk tydens die snyproses in te sluit. Hierdie geïntegreerde merkvermoë stroomlyn hul voorraadbestuur- en gehaltebeheerprosesse.
Die hoofbeperkings van lasersny-silikon sluit in potensiële randverkoling, diktebeperkings (gewoonlik tot 10 mm) en materiaalversoenbaarheidskwessies. Vir toepassings wat absoluut ongerepte rande vereis of sekere spesiale silikonformulerings behels, kan waterstraalsny verkieslik wees ten spyte van die stadiger spoed.
Wanneer is handmatige en semi-outomatiese messondmetodes geskik vir silikoonvelle?
Klein besighede en nuwe ondernemings kan dikwels nie duur snytoerusting vir beperkte produksiebehoeftes regverdig nie. Dit dwing hulle om te kies tussen uitkontraktering (met hoë minimum bestellings) of om te sukkel met onvoldoende gereedskap wat teenstrydige resultate lewer.
Messny omvat metodes wat wissel van handsny met presisiemesse tot semi-outomatiese stelsels wat ossillerende of sleepmesse gebruik. Hierdie benaderings vereis minimale gereedskapbelegging, kan toleransies van ±0.5 mm met bekwame operateurs bereik, en is ekonomies vir klein produksielopies van 1-100 stukke.

Koste-effektiewe oplossings vir kleinskaalse produksie
Moenie die waarde van goed uitgevoerde mes-snymetodes onderskat nie. Toe ek die eerste keer in die silikoonbedryf begin het, het ek persoonlik prototipe-pakkings met die hand gesny vir 'n kliënt wat later een van ons grootste kliënte geword het. Daardie aanvanklike kleinskaalse buigsaamheid het hulle toegelaat om hul produk te toets voordat hulle tot groter produksielopies verbind het.
Mes sny omvat verskeie benaderings, van heeltemal handmatig tot semi-outomaties:
Handmatige Presisie Sny
Deur gespesialiseerde snygereedskap en sjablone te gebruik, kan bekwame tegnici verbasend akkurate silikoonkomponente vervaardig. Hierdie benadering vereis:
- Presisie staalreëls of sjablone
- Skerp snygereedskap spesifiek ontwerp vir elastomere
- Stabiele snyoppervlakke (gewoonlik selfhelende snymatte)
- Geskoolde operateurs met ondervinding in silikoonvervaardiging
Alhoewel dit arbeidsintensief is, vereis hierdie metode feitlik geen kapitaalbelegging nie en kan dit ideaal wees vir uiters klein lopies of prototipe-ontwikkeling. Met ervare operateurs is toleransies van ±0.5 mm haalbaar vir eenvoudige geometrieë.
Digitale platbedsnyers
Hierdie semi-outomatiese stelsels verteenwoordig 'n beduidende opgradering van handmatige sny terwyl hulle baie meer bekostigbaar bly as waterstraal- of laserstelsels:
- Rekenaarbeheerde snykop (ossillerend, sleepmes of roterend)
- Vakuumtafel om materiaal in plek te hou
- Digitale ontwerp-koppelvlak vir presiese patroonskepping
- Produksiesnelhede van 10-30 dele per uur
Hierdie stelsels kos tipies $10,000-$50,000 (in vergelyking met $100,000+ vir laser- of waterstraalstelsels) en bied 'n goeie balans tussen presisie en bekostigbaarheid vir klein tot mediumgrootte besighede. Hulle kan toleransies van ±0.2mm bereik met behoorlike opstelling en werking.
| Mes Snymetode | Aanvanklike Belegging | Presisie | Produksiespoed | Beste Toepassings |
|---|---|---|---|---|
| Handmatige Sny | $100-$500 | ±0.5mm | 5-10 dele/uur | Prototipes, eenmalige |
| Sjabloon Sny | $500-$2,000 | ±0.3mm | 10-15 dele/uur | Klein lopies, eenvoudige vorms |
| Digitale platbed | $10,000-$50,000 | ±0.2mm | 10-30 dele/uur | Klein-medium lopies, gevarieerde ontwerpe |
Perfekte scenario's vir mes sny
Hierdie metodes skitter in verskeie spesifieke situasies:
- Opstartbedrywighede Wanneer kapitaal beperk is, maar klein produksievermoëns benodig word
- Prototipering Vir vinnige omkeer van toetsstukke voordat oorgeskakel word na duurder produksiemetodes
- Baie klein produksielopies Wanneer die vervaardiging van slegs 1-100 identiese onderdele nie duurder metodes regverdig nie
- Dik Silikoon Velle Veral effektief vir die sny van dikker materiale (10 mm+) wat ander metodes kan uitdaag
Een van ons kliënte, 'n winkel vir pasgemaakte motoronderdele, gebruik digitale mes-snywerk uitsluitlik vir hul silikoonkomponente. Met produksielopies tipies onder 50 stukke, pas die buigsaamheid en lae gereedskapskoste perfek by hul besigheidsmodel om gespesialiseerde onderdele vir versamelaarsvoertuie te skep.
Hoe bied CNC-freeswerk presisie vir dik silikoonvelle?
Vervaardigers sukkel om dik silikoonvelle presies te sny, veral wanneer komplekse 3D-kenmerke benodig word. Standaard snymetodes misluk dikwels met dikker materiale, wat lei tot ongelyke rande en dimensionele onakkuraathede.
CNC-roetering gebruik rekenaarbeheerde roterende snygereedskap om silikoonvelle presies te vorm, veral dikker variëteite (10 mm+). Hierdie metode kan toleransies van ± 0,2 mm bereik, skuins rande en 3D-kontoere skep, en materiale tot 50 mm dik verwerk, wat dit ideaal maak vir gespesialiseerde toepassings wat dik silikoonkomponente benodig.

Bemeestering van dik materiaalvervaardiging
CNC-freeswerk het skynbaar onmoontlike snyuitdagings opgelos vir baie van ons kliënte wat met dik silikoonvelle werk. Ek het onlangs saamgewerk met 'n vervaardiger van industriële toerusting wat 25 mm dik silikoon-dempblokke met presies hoekige rande en interne sakke benodig het. CNC-freeswerk was die enigste lewensvatbare oplossing, wat presies gelewer het wat konvensionele snymetodes nie kon bereik nie.
Hierdie tegnologie gebruik roterende snygereedskap wat op 'n rekenaarbeheerde portaalstelsel gemonteer is om materiaal presies te verwyder volgens geprogrammeerde gereedskappaaie. Anders as ander snymetodes wat materiaal eenvoudig langs 'n lyn skei, kan CNC-roetering driedimensionele kenmerke skep soos:
- Afgeskuinste of afgeskuinste rande
- Sakke en uitsparings van verskillende dieptes
- Getrapte dikte-oorgange
- Getekstureerde oppervlaktes
- Komplekse 3D-kontoere
Tegniese aspekte van CNC-routing van silikoon
Die suksesvolle fresing van silikoon vereis gespesialiseerde kennis:
- Gereedskapkeuse: Tipies karbied-eindefrees met spesifieke geometrieë vir elastomere
- Spilspoed: Gewoonlik laer as vir stewige materiale (5 000-15 000 RPM)
- Voerspoed: Noukeurig beheer om materiaalvervorming te voorkom
- Bevestiging: Krities vir die stewige vashou van buigsame silikoonvelle tydens bewerking
- Verkoeling: Dikwels nodig om hitte-opbou te voorkom wat silikon-eienskappe kan beskadig
Die grootste uitdaging met CNC-freessilikon is die bestuur van die materiaal se buigsaamheid en elastisiteit. Anders as rigiede materiale wat hul posisie tydens bewerking behou, kan silikon buig en vervorm onder snykragte. Dit vereis gespesialiseerde bevestigingsoplossings en noukeurige beheer van bewerkingsparameters.
Perfekte toepassings vir CNC-routing
Hierdie tegnologie presteer uitstekend in verskeie spesifieke scenario's:
- Dik Materiaal Verwerking Ideaal vir silikoonvelle 10 mm-50 mm dik wat ander snymetodes sou uitdaag
- 3D-funksie-skepping Wanneer komponente verskillende diktes, sakke, benodig
- Streng Toleransievereistes Kan konsekwente ±0.2mm toleransies bereik, selfs in dik materiale
- Gemengde Bedrywighede Kombinasie van sny, boor en oppervlaktekstuur in 'n enkele opstelling
| Materiaaldikte | CNC-routingvoordeel | Alternatiewe Metode Beperkings |
|---|---|---|
| 10-20mm | Skoon randkwaliteit, dimensionele stabiliteit | Stanssny vereis oormatige krag, lasersny beperkte diepte |
| 20-30mm | Vermoë om 3D-funksies te skep | Waterstraal kan materiaaldebuiging en inkonsekwente snitte veroorsaak |
| 30-50mm | Presiese diktebeheer oor groot areas | Die meeste ander metodes kan nie hierdie dikte verwerk nie |
Een vervaardigingskliënt wat spesialiseer in vibrasie-isolasiestelsels gebruik uitsluitlik CNC-freeswerk vir hul dik silikoonkomponente. Hulle waardeer veral die vermoë om profiele met veranderlike dikte te skep wat dempingsprestasie optimaliseer terwyl presiese monteringsafmetings gehandhaaf word – iets wat onmoontlik is met tradisionele snymetodes.
Beperkings om te oorweeg
Alhoewel kragtig, het CNC-routing wel 'n paar nadele:
- Stadiger produksiespoed in vergelyking met stanswerk
- Hoër programmerings- en opstellingskoste
- Potensiaal vir gereedskapslytasie wat afmetings tydens lang lopies beïnvloed
- Nie ekonomies vir baie dun materiale (onder 3 mm)
Vir baie gespesialiseerde toepassings wat dik silikoonvervaardiging vereis, word hierdie beperkings verreweg oortref deur die unieke vermoëns wat CNC-routing bied. Wanneer hierdie metode geëvalueer word, beveel ek aan dat die volle produksielewensiklus in ag geneem word, insluitend potensiële ontwerpveranderinge en langtermynproduksiebehoeftes.
Hoe kies jy die optimale snymetode vir jou spesifieke toepassing?
Ingenieurs kies dikwels snymetodes gebaseer op vertroudheid eerder as geskiktheid, wat lei tot onnodige koste, kwaliteitsprobleme of produksievertragings. Sonder 'n sistematiese evalueringsproses gebruik maatskappye gereeld suboptimale vervaardigingsbenaderings.
Die optimale snymetode hang af van vyf sleutelfaktore: produksievolume, materiaaldikte, ontwerpkompleksiteit, toleransievereistes en begrotingsbeperkings. Stanssny blink uit vir hoë volumes, waterstraal vir komplekse ontwerpe, laser vir medium lopies, mesinsny vir prototipes en CNC-routing vir dik materiale.

Maak elke keer die regte keuse
Nadat ek honderde kliënte gehelp het om die beste snymetode vir hul silikoonkomponente te kies, het ek 'n sistematiese benadering tot hierdie besluit ontwikkel. Verlede maand het ek John deur hierdie presiese proses gelei toe sy maatskappy pasgemaakte silikoonkomponente vir 'n nuwe babaproduklyn benodig het. Deur sy spesifieke behoeftes noukeurig te evalueer, het ons stanswerk as die optimale oplossing geïdentifiseer, wat hom duisende in produksiekoste bespaar het.
Die keuringsproses behels die evaluering van vyf kritieke faktore:
1. Produksievolume-assessering
Die hoeveelheid identiese onderdele wat benodig word, beïnvloed die mees ekonomiese snymetode dramaties:
- Prototipe/Klein Lopie (1-100 stukke) Aanbeveel: Handmatige mes sny, digitale platbed sny Rasionaal: Lae opstelkoste weeg swaarder as stadiger produksiespoed
- Medium lopie (100-5 000 stukke) Aanbeveel: Lasersny, waterstraalsny Rasionaal: Balans tussen opstelkoste en produksiedoeltreffendheid
- Groot Loop (5 000+ stukke) Aanbeveel: Stanswerk Rasionaal: Hoër aanvanklike gereedskapskoste geneutraliseer deur vinnige produksie en lae koste per stuk
2. Oorwegings vir materiaaldikte
Verskillende snytegnologieë het optimale diktebereike:
| Diktebereik | Optimale Metodes | Metodes om te vermy |
|---|---|---|
| 0.5mm-2mm | Stanssny, lasersny, messny | CNC-freeswerk (oormatige opstelling) |
| 3mm-10mm | Stanssny, waterstraal, lasersny | Handmatige mes sny (inkonsekwent) |
| 10mm-20mm | Waterstraal, CNC-freeswerk | Lasersny (beperkte diepte) |
| 20mm+ | CNC-freeswerk, waterstraal | Meeste ander metodes |
3. Evaluering van Ontwerpkompleksiteit
Die ingewikkeldheid van jou ontwerp beïnvloed die metodekeuse aansienlik:
- Eenvoudige vorms (sirkels, reghoeke, basiese geometrieë) Verskeie lewensvatbare opsies: stanswerk bied die beste ekonomie vir hoër volumes
- Matige Kompleksiteit (verskeie kenmerke, sommige interne uitsparings) Beste opsies: stanswerk (hoë volume), laser of waterstraal (lae-medium volume)
- Hoë Kompleksiteit (ingewikkelde besonderhede, streng interne kenmerke) Beste opsies: waterstraal- of lasersny vir die meeste volumes
- 3D-kenmerke (veranderlike dikte, kontoeroppervlakke) Enigste lewensvatbare opsie: CNC-freeswerk
4. Toleransievereistes
Vereiste presisie beïnvloed direk metodekeuse:
- Standaard Toleransie (±0.5mm) Verskeie opsies lewensvatbaar, insluitend ekonomiese mes sny vir laer volumes
- Presisie Toleransie (±0.2mm) Vereis lasersny, waterstraal, stanssny of CNC-routing
- Hoë presisie (±0.1mm) Beperk tot waterstraal-, laser- of presisie-snywerk
5. Begrotingsbeperkings
Finansiële oorwegings bepaal dikwels die finale besluit:
- Minimale Belegging Handmatige sny- of digitale platbedstelsels bied die laagste intreekoste
- Matige Belegging Uitkontraktering aan snydiensverskaffers bied balans tussen kwaliteit en koste
- Maksimum kwaliteit ongeag koste Interne gevorderde snystelsels of premium snydiensverskaffers
Deur hierdie vyf faktore sistematies te evalueer, kan u met vertroue die optimale snymetode vir u spesifieke toepassing kies. In my ervaring voorkom hierdie gestruktureerde benadering duur foute en verseker die beste balans tussen kwaliteit, koste en produksiedoeltreffendheid.
Vir baie van ons kliënte behels die ideale oplossing dikwels die kombinasie van verskeie snymetodes oor 'n produk se lewensiklus – beginnende met mes- of waterstraalsny tydens prototipering en lae-volume aanvanklike produksie, en dan oorskakel na stanssny soos volumes toeneem en ontwerpe stabiliseer.
Afsluiting
Die keuse van die regte snymetode vir jou silikoonvelle hang af van jou spesifieke behoeftes. Stanssny is uitstekend vir hoë volumes, waterstraal vir komplekse ontwerpe, laser vir medium lopies, messonding vir prototipes en CNC-freeswerk vir dik materiale. Deur hierdie opsies teen jou vereistes te evalueer, sal jy optimale resultate behaal.