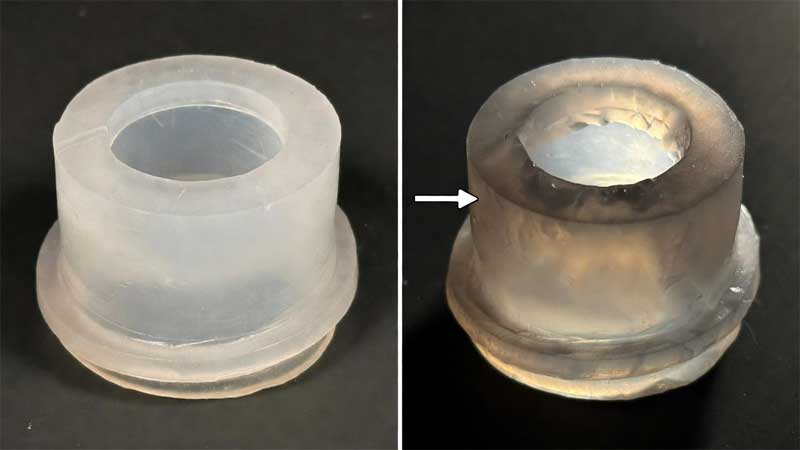
مشكلة لزوجة قطع السيليكون متكررة. تُصنع القطع بعناية، فتخرج ناعمة وجافة، ويبدو كل شيء على ما يرام. ولكن بعد شهر، يبدأ العملاء بالشكوى: ملمس الحشوات دهني، والمقابض تلتصق بالأصابع، وعضاضة الأطفال تنزلق من الصينية.
في مجال الأجهزة الطبية،, منتجات الاطفال, سواءً كانت أدوات مطبخ فاخرة أو غير ذلك، فإن هذا الأمر ليس مجرد إزعاج، بل إنه يوقف الشحنات، ويبدأ عمليات فحص الجودة، وفي بعض الأحيان تُحتجز دفعات كاملة. والأسوأ من ذلك هو ببساطة: عادةً ما تجتاز المواد الخام جميع اختبارات المتانة، لكن السطح فقط هو ما يبدو غير طبيعي.
لقد شهدنا العديد من هذه الحالات. هناك سببان رئيسيان: الأول هو تلف حقيقي في شبكة السيليكون، والثاني هو انتقال جزيئات صغيرة إلى السطح تاركةً طبقة رقيقة. حدد السبب بسرعة، فهذا يوفر الوقت والمال.

ما هي التكلفة الحقيقية للابتذال في الميدان؟
قد يظلّ الحشية الطبية اللاصقة محكمة الإغلاق تمامًا في الاختبارات المعملية، ولكن إذا لاحظ الممرضون أو المرضى هذه اللزوجة، فإنّ الثقة تتلاشى بسرعة. وينطبق الأمر نفسه على اللهاية المصنوعة من السيليكون أو حصيرة الخبز، إذ يفترض المستخدمون أنها تتلف أو تتسرب منها مواد ما.
في الفئات الخاضعة للرقابة، يعني ذلك تعقيدات في التوثيق، واحتمالية تلقي تنبيهات ميدانية، أو ما هو أسوأ. لقد شهدنا تعليق اتفاقيات توريد متعددة السنوات بسبب تقارير متكررة عن وجود خلل، حتى بعد أن أكدت مختبرات خارجية سلامة المكونات. عادةً ما تكون التكلفة الخفية أعلى: ساعات عمل هندسية تُقضى في اجتماعات تحليل الأسباب الجذرية، وأخذ عينات إضافية لمراقبة الجودة، وتجارب إعادة التركيب، والتآكل التدريجي للثقة مع العملاء الذين يبدأون بالبحث عن بدائل.
عندما تنهار شبكة البوليمر
هذا هو الأمر الأصعب في الإصلاح لأن التركيب الكيميائي قد تغير بالفعل.
العض العكسي وإزالة البلمرة
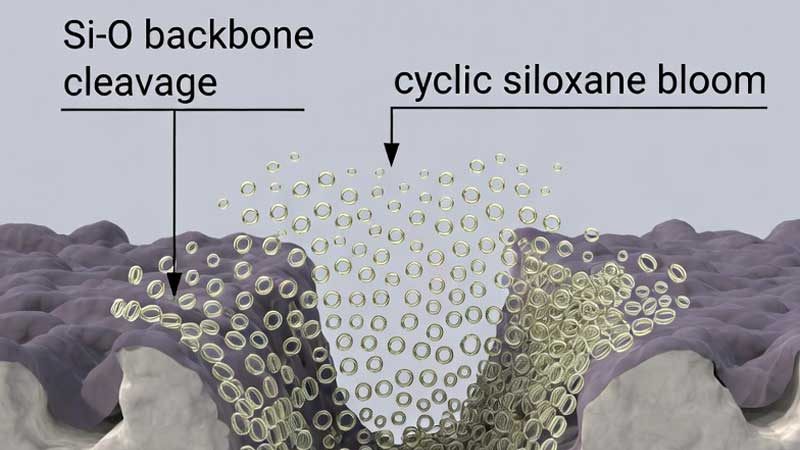
إذا تم تسخين قطعة ما عند درجة حرارة تتراوح بين 220 و250 درجة مئوية لفترة طويلة جدًا، أو إذا تغير الرقم الهيدروجيني أثناء التنظيف أو التعقيم بالبخار، تبدأ سلسلة السيليكون-أكسجين بالانفصال من الأطراف التفاعلية. يؤدي ذلك إلى إطلاق سيلوكسانات حلقية (D4 وD5 هما الأكثر شيوعًا). تتميز هذه المركبات بتقلبها الشديد، ما يسمح لها بالوصول إلى السطح بسرعة وترك طبقة زيتية. وقد لاحظنا ذلك غالبًا في المقاطع العرضية السميكة حيث لا تتوزع الحرارة بالتساوي، أو عندما يتم تقصير فترة التبريد قبل فك القالب، حيث تستمر الحرارة المتبقية في التفاعل طوال الليل.
الهجوم التأكسدي الناتج عن التعرض الطويل للحرارة
تتأكسد مجموعات الميثيل عندما يتعرض السيليكون لدرجات حرارة أعلى من 200 درجة مئوية في الهواء لساعات أو أيام. تنخفض كثافة الترابط التشابكي بالقرب من السطح، ويصبح السيليكون أكثر لزوجة، وتظهر عليه خاصية اللزوجة. يمكن ملاحظة ذلك في حشيات الأفران، وخراطيم التوربو، أو أي جزء يتعرض لحرارة مستمرة. عادةً ما يصاحب ذلك تغير طفيف في اللون إلى الأصفر أو البني الفاتح، خاصةً في المواد المعالجة بالبيروكسيد.
الرطوبة والأشعة فوق البنفسجية تعملان معاً
تؤدي الرطوبة إلى تحلل روابط السيليكون والأكسجين ببطء على السطح، مما يعكس جزءًا من عملية المعالجة. وتضيف الأشعة فوق البنفسجية جذورًا حرة تقطع السلاسل بشكل أسرع. وتظهر هذه الظاهرة بشكل أسرع على الأجزاء التي تُترك تحت أشعة الشمس المباشرة، أو تُخزن في مستودعات رطبة، أو تُشحن عبر مناخات حارة دون حواجز واقية - حيث تصبح لزجة في غضون بضعة أشهر.
قضايا الهجرة – عادةً ما تكون السبب الحقيقي
في معظم عمليات إرجاع المواد من الحقول التي تعاملنا معها، لا يزال البوليمر سليمًا إلى حد كبير. تكمن المشكلة في المواد المتحركة التي تصعد إلى السطح أو تُسحب إلى الداخل.
بقايا السيلوكسانات غير المتفاعلة
جيد حتى علاجات البلاتين تترك هذه المواد آثارًا من المركبات الحلقية أو السلاسل القصيرة إذا لم تكن عملية الخلط أو نسبة المحفز أو مستويات المثبط دقيقة تمامًا. تنتشر هذه المركبات تدريجيًا على مدى أسابيع، خاصةً عندما ترتفع درجة الحرارة المحيطة فوق 20-25 درجة مئوية. في إحدى المرات، أصبح سوار معصم ناعم لزجًا في آلاف القطع بسبب نقص جرعة بيروكسيد الهيدروجين بمقدار 12 ضعفًا تقريبًا. بدا السوار مثاليًا في قسم مراقبة الجودة، لكنه أصبح لزجًا في مستودعات العملاء.
المواد الملدنة تتسرب من خلال التلامس
يمتص السيليكون الفثالات من صواني PVC، وعبوات التغليف، والملصقات، أو مكونات TPE المجاورة كالإسفنج. تتسبب هذه الإسترات في انتفاخ السطح وتليينه، تاركةً طبقة لزجة دائمة. بعد تجربة تخزين فاشلة حيث وُضعت أختام السيليكون مع عبوات PVC، خسرنا ما يقارب ثلث الكمية بسبب الشكاوى في أقل من خمسة أشهر. ومنذ ذلك الحين، نحرص على عزل السيليكون تمامًا - فلا يكون PVC في متناول اليد أثناء التعبئة أو التجهيز.
الزيوت والشحوم من البيئة
تمتص المواد زيوت البشرة، ودهون الطهي، وكريمات اليد، وحتى مواد التشحيم المحمولة جوًا في المصانع، نظرًا لبنيتها المسامية. ومع مرور الوقت، تتأكسد هذه المواد لتشكل بقايا لزجة يصعب إزالتها تمامًا. وتُعد أدوات المطبخ وأحزمة اللياقة البدنية أمثلةً بارزةً على ذلك. وقد أدى تغيير بسيط واحد - إضافة ملاحظة "امسح بصابون لطيف قبل الاستخدام الأول" - إلى انخفاض ملحوظ في عمليات الإرجاع لعدة منتجات استهلاكية.
الإجراءات التي نتخذها في الإنتاج لمنع حدوث ذلك قبل أن يبدأ
العلاج بالبلاتين حيثما أمكن
يُخلّف بيروكسيد الهيدروجين نواتج تحلل حمضية تُشجع على انتشار المواد وتكوين الطحالب. أما أنظمة البلاتين، فتستخدم مُنظفًا مُتشابكًا يحتوي على مواد متطايرة أقل بكثير. بالنسبة للأجهزة الطبية، أو تلك المُلامسة للأغذية، أو أي منتج يُتوقع أن يدوم لسنوات، لم نعد نُقدم عروض أسعار لبيروكسيد الهيدروجين إلا إذا أصرّ العميل على ذلك. صحيح أن تكلفة المواد الإضافية مُبررة، لكنها تُقلل من نسبة المنتجات المعيبة والشكاوى بشكل كافٍ لتبرير استخدامها.
دورة المعالجة اللاحقة الكاملة
نُبقيها عند درجة حرارة 200 درجة مئوية لمدة أربع ساعات على الأقل في أفران ذات تهوية قوية لضمان تعرض كل رف لنفس الظروف. هذا يُزيل المركبات الحلقية المتبقية، ويُسرّع عملية التشابك، ويرفع درجة حرارة التحول الزجاجي (Tg) لتحقيق استقرار أفضل على المدى الطويل. أما الأجزاء التي لا تخضع لهذه العملية أو تُعالج بسرعة، فتُظهر مستويات أعلى من المواد القابلة للاستخلاص وبداية مبكرة للتلف الناتج عن الحرارة والرطوبة.
معالجات سطحية للمواصفات الصعبة
عندما يكون انخفاض الاحتكاك أو مقاومة الغبار أمرًا بالغ الأهمية - كما هو الحال في أطراف القسطرة أو الأختام القابلة للارتداء - فإننا نستخدم طبقات رقيقة من الباريلين أو التنشيط بالبلازما بالإضافة إلى طبقة علوية مفلورة أو فينيلية. تزيد البلازما من طاقة السطح، مما يجعل الطبقة الثانوية تلتصق جيدًا وتقاوم التصاق الزيت بشكل أفضل من السيليكون غير المعالج.
تحكم دقيق في المركبات اللينة
تحتاج درجات الصلابة من 10A إلى 30A إلى إضافة سائل للوصول إلى الليونة المطلوبة، لكن الفارق بين "المستوى المناسب" و"التعرق" ضئيل. نقوم الآن بإجراء تجارب تصميمية صغيرة على كل دفعة جديدة من البوليمر لتحديد مستوى الزيت بدقة. زيادة نسبة الزيت بنسبة قليلة تؤدي إلى تسرب السائل، وانخفاضها يؤدي إلى تمزق القطعة مبكرًا.

كيف نقوم بالتشخيص في ورشة العمل أو في المختبر
مناديل التنظيف البسيطة بالكحول الأيزوبروبيلي
بلّل قطعة قماش خالية من الوبر بكحول إيزوبروبيلي بتركيز 99%، وافرك البقعة اللزجة بقوة لمدة 10-15 ثانية. إذا زالت المادة اللاصقة تمامًا وجفّ السطح، فهذا يعني انتقال المادة اللاصقة إلى السطح أو تلوثها. أما إذا بقيت طرية ولزجة بعد عدة مرات من الفرك، فهذا يعني أن التلف قد وصل إلى طبقات أعمق من المادة.
تغير الصلابة مع مرور الوقت
قم بقياس صلابة شور A في نفس الموقع - في اليوم الأول، ثم بعد أربعة أسابيع، ثم بعد اثني عشر أسبوعًا من التخزين المُتحكم فيه. عادةً ما يشير انخفاض ثابت بمقدار 5 نقاط أو أكثر إلى حدوث تكسر متسلسل. تحافظ حالات الهجرة على صلابة المادة الأساسية ثابتة تقريبًا.
المسح السريع بتقنية FTIR
يُظهر وضع ATR وجود مواد غريبة بسرعة. يحتوي السيليكون النقي على نطاقات Si-O واضحة حول 1080 و1010 سم⁻¹ بالإضافة إلى Si-CH₃ عند 1260 و2960 سم⁻¹. أي قمة كربونيل بالقرب من 1720-1740 سم⁻¹ تشير إلى نواتج أكسدة أو دخول الفثالات.
| التوقيع / الاختبار | مؤشرات على التدهور | نقاط الهجرة |
| مناديل مبللة بالكحول الإيزوبروبيلي | يبقى اللجام أو يعود بسرعة | رفع اللجام، وعودة السطح إلى وضعه الطبيعي |
| تغيير الشاطئ أ | انخفاض ملحوظ (5+ نقاط) | يلتزم بفارق 2-3 نقاط |
| رائحة عند التسخين | مطاط محترق أو حمض خفيف | زيتي، وأحيانًا حلو قليلاً/بلاستيكي |
| توقيت البداية | مرتبط بحدث الحرارة أو الأشعة فوق البنفسجية أو الرطوبة | بناء بطيء، غالباً من 3 إلى 12 أسبوعاً |
| المحفزات النموذجية | الإفراط في المعالجة، وسوء التخزين، والتعرض للعوامل الجوية | المعالجة غير مكتملة، مادة PVC قريبة، زيوت |
| المواد القابلة للاستخلاص في المذيب | معتدل | عادةً ما تكون أعلى (الحلقية، الإسترات) |
| دائم؟ | يحتاج إلى إزالة أو إعادة صياغة | غالباً ما يمكن إصلاح ذلك بالتنظيف |

أساسيات التخزين والمناولة التي تهمك
يُحفظ في درجة حرارة أقل من 25 درجة مئوية ورطوبة نسبية 50%. استخدم أكياسًا أو صواني من البولي إيثيلين - تجنب ملامسة البولي فينيل كلوريد أو الكرتون مباشرةً. يجب الإبلاغ عن أي عدم توافق بين المواد خلال مراجعات التصميم الأولية لتجنب وضع السيليكون على مكونات تحتوي على نسبة عالية من الملدنات.
خاتمة
السيليكون مادة متينة ومرنة في كثير من النواحي، لكنها ليست مضادة للكسر. وتعتمد مشكلة اللزوجة في الغالب على خياراتنا المتعلقة بالمواد الخام، وتفاصيل المعالجة، والمعالجة اللاحقة، وكيفية تخزين الأجزاء أو تجميعها. إذا تم ضبط هذه العوامل بشكل صحيح، فستختفي المشكلة في معظم الأحيان.








