Industrielle producenter kæmper med at omdanne standard silikoneplader til præcise komponenter. Traditionelle skæremetoder resulterer ofte i ujævne kanter, dimensionelle unøjagtigheder og materialespild, hvilket forårsager produktionsforsinkelser og kvalitetsproblemer.
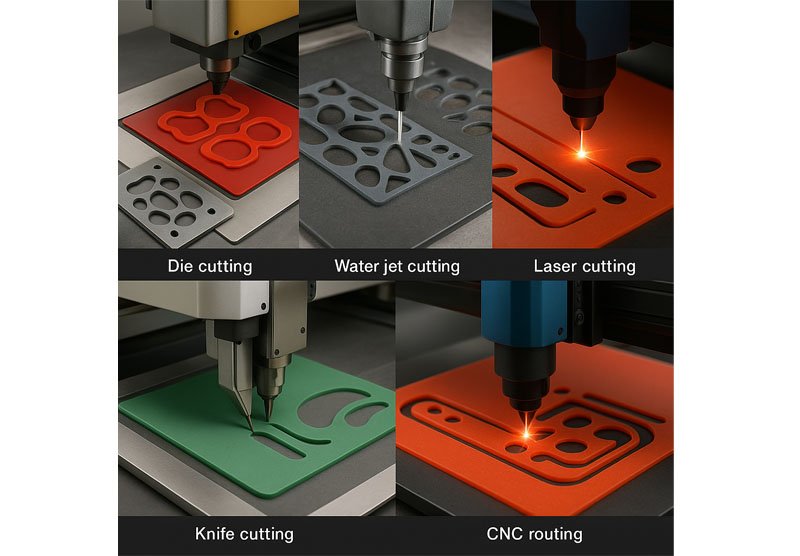
Silikoneplader kan specialskæres ved hjælp af stansning, vandstråleskæring, laserskæring, knivskæring og CNC-fræsning. Hver metode tilbyder forskellige fordele med hensyn til præcision, kantkvalitet, værktøjsomkostninger og produktionsvolumen, hvor stansning er mest økonomisk til store serier, og vandstråle er ideel til komplekse designs.
Efter i årevis at have hjulpet klienter med at omdanne standard silikoneplader til præcist fremstillede komponenter, har jeg fået værdifuld indsigt i styrkerne og begrænsningerne ved hver skæremetode. Lad mig guide dig gennem mulighederne for at hjælpe dig med at vælge den perfekte metode til dine specifikke applikationsbehov.
Hvordan omdanner stansning silikoneplader til præcise komponenter?
Produktionsingeniører kæmper ofte med ensartet produktion af identiske silikonedele. Håndskæring skaber variationer mellem stykkerne, mens basale skæreværktøjer ikke kan opnå de komplekse former, der er nødvendige til specialiserede applikationer.
Stansning bruger specialfremstillede metalmatriser til at stemple eller presse igennem silikoneplader, hvilket skaber identiske dele med rene kanter. Denne proces kan opnå tolerancer så små som ±0,1 mm og producere tusindvis af identiske stykker i timen, hvilket gør den ideel til produktion i store serier.

Guldstandarden for produktion i høj volumen
Stansning har været rygraden i vores produktion af specialfremstillede silikonekomponenter i over et årti. Jeg husker, da en kunde henvendte sig til os om at producere 50.000 silikonepakninger om måneden til deres nye sutteflaskelinje. Stansning var det oplagte valg, da det gjorde det muligt for os at levere ensartet kvalitet, samtidig med at enhedsomkostningerne blev holdt bemærkelsesværdigt lave.
Denne proces bruger specialdesignede metalforme (i bund og grund sofistikerede udstikkere) til at udstanse identiske former fra silikoneplader. Formene kan laves i stort set enhver form, fra simple cirkler og rektangler til komplekse geometrier med indvendige udskæringer og præcise kantdetaljer.
Typer af udstansning til silikone
Der findes flere variationer af stanseteknologi, hver med specifikke fordele:
- Fladbed-stansning Denne traditionelle metode bruger hydrauliske presser til at presse stållinealforme gennem silikonematerialet. Den er fremragende til mellemtykke til tykke silikoneplader (2 mm-10 mm) og tilbyder en god balance mellem præcision og produktionshastighed.
- Roterende stansning Til produktion i ekstremt store mængder bruger roterende stansning cylindriske matricer monteret på roterende tromler. Selvom de indledende værktøjsomkostninger er højere, kan produktionshastighederne nå tusindvis af stykker i timen, hvilket dramatisk reducerer enhedsomkostningerne for store serier.
- Clicker Die Cutting Denne variant bruger en svingbjælkepresse og er særligt effektiv til tykkere silikoneplader (5 mm-20 mm), hvor der kræves mere skærekraft. Den tilbyder fremragende præcision, men arbejder ved lavere hastigheder end roterende systemer.
| Die-skæringsmetode | Optimal pladetykkelse | Produktionshastighed | Værktøjsomkostninger | Præcision |
|---|---|---|---|---|
| Fladvogn | 2 mm-10 mm | Medium | Moderat | ±0,2 mm |
| Roterende | 0,5 mm-5 mm | Meget høj | Høj | ±0,1 mm |
| Klikker | 5mm-20mm | Lav-Mellem | Moderat | ±0,25 mm |
Fordele og begrænsninger
Stansning udmærker sig i scenarier, der kræver:
- Højvolumenproduktion (typisk 1.000+ identiske dele)
- Konsekvent repeterbarhed fra del til del
- Ren, professionel kantkvalitet
- Omkostningseffektiv enhedsprissætning
Det har dog begrænsninger:
- Høje initiale værktøjsomkostninger (typisk $500-$2.500 pr. dyse)
- Begrænset fleksibilitet for designændringer (kræver nye matricer)
- Ikke økonomisk for små produktionsserier
- Potentielt materialespild mellem udskårne dele
For mange af vores industrikunder tjener den oprindelige investering i stanseværktøj hurtigt sig selv hjem gennem reducerede lønomkostninger og forbedret kvalitet. En bilkunde beregnede, at deres stanseværktøjer havde hjemtaget sig selv efter blot 5.000 dele, hvor hver efterfølgende del repræsenterede rene besparelser sammenlignet med deres tidligere manuelle skæreproces.
Hvorfor er vandstråleskæring ideel til komplekse silikonepladedesigns?
Ingeniører har ofte brug for komplicerede silikonekomponenter med komplekse interne egenskaber. Traditionelle skæremetoder kan ikke opnå disse designs, hvilket tvinger til kompromiser i produktfunktionalitet eller kræver, at flere dele samles.
Vandstråleskæring bruger en højtryksvandstråle blandet med slibende partikler til præcist at skære silikoneplader uden varmeforvrængning. Denne metode opnår tolerancer på ±0,1 mm, kan skære komplekse geometrier med indvendige egenskaber og kræver ingen værktøjsomkostninger, hvilket gør den perfekt til prototyping og små til mellemstore produktionsserier.

Præcision uden kompromis
Vandstråleskæring har revolutioneret vores tilgang til komplekse silikonekomponenter. Sidste år arbejdede jeg med en producent af medicinsk udstyr, der havde brug for komplicerede silikonepakninger med flere indvendige funktioner og varierende tykkelser. Traditionel stansning ville have krævet uoverkommeligt dyrt værktøj, men vandstråleskæring gjorde det muligt for os at producere disse komplekse dele med perfekt præcision.
Denne skæreteknologi bruger en hårfin vandstråle under tryk på 60.000 PSI, ofte blandet med slibende granatpartikler, til at skære gennem silikonemateriale som en mikroskopisk kniv. Processen er fuldstændig computerstyret og oversætter digitale designs direkte til færdige dele uden behov for fysisk værktøj.
Tekniske muligheder for vandstråleskæring
Vandstråleteknologi tilbyder bemærkelsesværdig præcision og alsidighed:
- Skærepræcision: Typisk ±0,1 mm, hvor avancerede systemer opnår ±0,05 mm
- Minimum funktionsstørrelse: Så lille som 0,5 mm for tynde plader
- Materialetykkelsesområde: Skærer effektivt silikone fra 0,5 mm til 50 mm tykkelse
- Snitbredde: Typisk 0,5 mm-1,0 mm (bredden af materiale fjernet under skæring)
- Skærehastighed: 50-500 mm/minut afhængigt af tykkelse og præcisionskrav
En af de vigtigste fordele ved vandstråleskæring er dens evne til at skabe komplekse interne egenskaber uden at forvrænge det omgivende materiale. Da der ikke er nogen varme involveret (i modsætning til laserskæring), er der ingen risiko for termisk deformation eller ændringer i materialeegenskaber nær skærekanten.
Perfekte anvendelser til vandstråleskæring
Vandstråleteknologi er særligt værdifuld til:
- Prototyping og produktudvikling Uden værktøjsomkostninger kan design hurtigt ændres og omskæres, hvilket muliggør hurtig iteration under udviklingsfaser.
- Lav til mellemstor produktionskørsler Økonomisk rentabelt for serier på 1-1.000 dele, hvor omkostningerne til stanseværktøj ville være uoverkommelige.
- Komplekse geometrier Udmærker sig ved at skære indviklede former, snævre radier og indvendige funktioner, der ville være vanskelige eller umulige med andre metoder.
- Skæring af blandede materialer Kan skære forstærkede silikoneplader indeholdende glasfiber eller stoflag, der kan forårsage problemer med andre skæreteknologier.
Den primære begrænsning ved vandstråleskæring er produktionshastigheden. Selvom den er perfekt til præcision og fleksibilitet, kan den ikke matche den rå outputhastighed ved stansning til storproduktion. For mange af vores kunder bruger vi vandstråleskæring til den indledende produktion og prototypefremstilling, og overgår derefter til stansning, når designene er færdige, og mængderne stiger.
Hvordan balancerer laserskæring præcision og produktionshastighed for silikoneplader?
Produktdesignere står over for udfordringer, når de har brug for både indviklede designs og moderate produktionsmængder. Manuel skæring mangler præcision, mens stansning kræver dyrt værktøj, der er svært at retfærdiggøre for mellemstore serier.
Laserskæring bruger fokuseret lysenergi til præcist at skære silikoneplader med en smal snitbredde på 0,1-0,2 mm. Denne computerstyrede proces opnår tolerancer på ±0,1 mm, kræver ingen fysiske værktøjer og kan behandle 50-100 dele i timen, hvilket gør den velegnet til mellemstor produktion af komplekse designs.

Den højteknologiske skæreløsning
Laserskæring repræsenterer den perfekte mellemvej mellem vandstråle og stansning for mange af vores kunder. Jeg hjalp for nylig en producent af forbrugerelektronik, der havde brug for 5.000 brugerdefinerede silikonepakninger med præcise dimensioner til en ny produktlancering. Laserskæring gav den perfekte balance mellem produktionshastighed og præcision uden at kræve dyrt værktøj.
Denne teknologi bruger en fokuseret lysstråle til at fordampe silikonemateriale langs en programmeret skærebane. Processen er fuldstændig computerstyret, hvilket giver utrolig præcision og designfleksibilitet. Det er dog vigtigt at bemærke, at laserskæring fungerer bedst med specifikke silikoneformuleringer, da nogle typer kan producere skadelige biprodukter, når de fordampes.
Tekniske overvejelser ved laserskæring af silikone
Laserskæring af silikone kræver omhyggelig parameterkontrol:
- Strømindstillinger: Typisk 50-150 watt for silikoneplader
- Skærehastighed: 10-30 mm/sekund afhængigt af tykkelsen
- Brændvidde: Justeret baseret på materialetykkelse
- Hjælpegas: Normalt nitrogen for at forhindre afbrænding og forbedre kantkvaliteten
Den primære udfordring med laserskæring af silikone er håndtering af varmepåvirkede zoner (HAZ). I modsætning til metaller kan silikone opleve mindre forkulning eller overfladeændringer nær skærekanten. Moderne lasersystemer minimerer denne effekt, men det er fortsat en vigtig overvejelse for applikationer med strenge krav til materialeegenskaber.
| Silikonetype | Egnethed til laserskæring | Særlige overvejelser |
|---|---|---|
| Generelt formål | godt | Minimal forkulning med korrekte indstillinger |
| Platinhærdet | Retfærdig | Kan kræve lavere hastigheder for at forhindre varmeskader |
| Fluorsilicone | Fattige | Kan frigive skadelige biprodukter ved opvarmning |
| Forstærket | Variabel | Afhænger af forstærkningsmateriale |
Ideelle anvendelser til laserskæring
Laserteknologi udmærker sig i disse scenarier:
- Mellemstore produktionsvolumener Perfekt til serier på 100-5.000 dele, hvor hastighed er vigtig, men matriceværktøj ikke er berettiget
- Snævre tolerancer Opnår præcision sammenlignelig med vandstråle, men med hurtigere produktionshastigheder
- Mærkning og skæring Kan både skære former og gravere identifikationsmærker i én arbejdsgang
- Hurtig ekspeditionstid Programmer kan hurtigt justeres for designændringer uden nyt værktøj
En kunde i luftfartsindustrien værdsætter især laserskæring til deres silikonekomponenter, fordi det giver dem mulighed for at inkludere QR-koder og varenumre direkte på hvert stykke under skæreprocessen. Denne integrerede mærkningsfunktion strømliner deres lagerstyring og kvalitetskontrolprocesser.
De væsentligste begrænsninger ved laserskæring af silikone inkluderer potentiel forkulning af kanter, tykkelsesbegrænsninger (typisk op til 10 mm) og bekymringer om materialekompatibilitet. Til applikationer, der kræver absolut rene kanter eller involverer visse specialformuleringer af silikone, kan vandstråleskæring være at foretrække på trods af dens lavere hastighed.
Hvornår er manuelle og halvautomatiske knivskæringsmetoder passende til silikoneplader?
Små virksomheder og startups kan ofte ikke retfærdiggøre dyrt skæreudstyr til begrænsede produktionsbehov. Dette tvinger dem til at vælge mellem outsourcing (med høje minimumsordrer) eller at kæmpe med utilstrækkelige værktøjer, der giver inkonsistente resultater.
Knivskæring omfatter metoder lige fra håndskæring med præcisionsknive til halvautomatiske systemer med oscillerende eller slæbeknive. Disse metoder kræver minimal værktøjsinvestering, kan opnå tolerancer på ±0,5 mm med dygtige operatører og er økonomiske til små produktionsserier på 1-100 stk.

Omkostningseffektive løsninger til småskalaproduktion
Undervurder ikke værdien af veludførte knivskæringsmetoder. Da jeg startede i silikoneindustrien, håndskar jeg personligt prototypepakninger for en klient, der senere blev en af vores største kunder. Denne indledende fleksibilitet i små serier gjorde det muligt for dem at teste deres produkt, før de forpligtede sig til større produktionsserier.
Knivskæring omfatter flere tilgange, fra helt manuelle til halvautomatiske:
Manuel præcisionsskæring
Ved hjælp af specialiserede skæreværktøjer og skabeloner kan dygtige teknikere fremstille overraskende præcise silikonekomponenter. Denne fremgangsmåde kræver:
- Præcisionsstålregler eller skabeloner
- Skarpe skæreværktøjer designet specielt til elastomerer
- Stabile skæreflader (typisk selvreparerende skæremåtter)
- Dygtige operatører med erfaring i silikonefremstilling
Selvom den er arbejdskrævende, kræver denne metode stort set ingen kapitalinvestering og kan være ideel til ekstremt små serier eller prototypeudvikling. Med erfarne operatører kan tolerancer på ±0,5 mm opnås for simple geometrier.
Digitale fladbedskærere
Disse halvautomatiske systemer repræsenterer en betydelig opgradering fra manuel skæring, samtidig med at de er langt mere overkommelige i pris end vandstråle- eller lasersystemer:
- Computerstyret skærehoved (oscillerende, slæbekniv eller roterende)
- Vakuumbord til at holde materialet på plads
- Digital designgrænseflade til præcis mønsteroprettelse
- Produktionshastigheder på 10-30 dele i timen
Disse systemer koster typisk $10.000-$50.000 (sammenlignet med $100.000+ for laser- eller vandstrålesystemer) og tilbyder en god balance mellem præcision og overkommelighed for små og mellemstore virksomheder. De kan opnå tolerancer på ±0,2 mm med korrekt opsætning og betjening.
| Knivskæringsmetode | Indledende investering | Præcision | Produktionshastighed | Bedste applikationer |
|---|---|---|---|---|
| Manuel skæring | $100-$500 | ±0,5 mm | 5-10 dele/time | Prototyper, engangseksemplarer |
| Skabelonskæring | $500-$2,000 | ±0,3 mm | 10-15 dele/time | Små løb, enkle former |
| Digital fladbed | $10,000-$50,000 | ±0,2 mm | 10-30 dele/time | Små-mellemstore serier, varierede designs |
Perfekte scenarier til knivskæring
Disse metoder er effektive i flere specifikke situationer:
- Opstartsoperationer Når kapitalen er begrænset, men der er behov for lille produktionskapacitet
- Prototyping Til hurtig levering af testemner, før man går over til dyrere produktionsmetoder
- Meget små produktionsserier Når produktion af blot 1-100 identiske dele ikke retfærdiggør dyrere metoder
- Tykke silikoneplader Særligt effektiv til at skære tykkere materialer (10 mm+), der kan være udfordrende for andre metoder
En af vores kunder, en butik der specialiserer sig i specialfremstillede bildele, bruger digital knivskæring udelukkende til deres silikonekomponenter. Med produktionskørsler typisk under 50 stk. passer fleksibiliteten og de lave værktøjsomkostninger perfekt til deres forretningsmodel med at skabe specialiserede dele til samlerbiler.
Hvordan giver CNC-fræsning præcision til tykke silikoneplader?
Producenter har svært ved at skære tykke silikoneplader præcist, især når der kræves komplekse 3D-funktioner. Standardskæremetoder mislykkes ofte med tykkere materialer, hvilket resulterer i ujævne kanter og dimensionelle unøjagtigheder.
CNC-fræsning bruger computerstyrede roterende skæreværktøjer til præcist at forme silikoneplader, især tykkere varianter (10 mm+). Denne metode kan opnå tolerancer på ±0,2 mm, skabe affasede kanter og 3D-konturer og bearbejde materialer op til 50 mm tykke, hvilket gør den ideel til specialiserede applikationer, der kræver tykke silikonekomponenter.

Mestring af tykke materialer
CNC-fræsning har løst tilsyneladende umulige skæreudfordringer for mange af vores kunder, der arbejder med tykke silikoneplader. Jeg samarbejdede for nylig med en producent af industrielt udstyr, der havde brug for 25 mm tykke silikonedæmpningspuder med præcist vinklede kanter og indvendige lommer. CNC-fræsning var den eneste brugbare løsning, der leverede præcis det, som konventionelle skæremetoder ikke kunne opnå.
Denne teknologi bruger roterende skæreværktøjer monteret på et computerstyret gantry-system til præcist at fjerne materiale i henhold til programmerede værktøjsbaner. I modsætning til andre skæremetoder, der blot adskiller materiale langs en linje, kan CNC-fræsning skabe tredimensionelle funktioner som:
- Skrå eller affasede kanter
- Lommer og fordybninger i varierende dybde
- Trinvise tykkelsesovergange
- Teksturerede overflader
- Komplekse 3D-konturer
Tekniske aspekter af CNC-fræsning af silikone
Succesfuld fræsning af silikone kræver specialiseret viden:
- Værktøjsvalg: Typisk hårdmetalfræsere med specifikke geometrier til elastomerer
- Spindelhastigheder: Normalt lavere end for stive materialer (5.000-15.000 o/min)
- Foderhastigheder: Omhyggeligt kontrolleret for at forhindre materialedeformation
- Montering: Vigtig for at holde fleksible silikoneplader sikkert fast under bearbejdning
- Køling: Ofte nødvendigt for at forhindre varmeophobning, der kan skade silikonens egenskaber
Den største udfordring med CNC-fræsning af silikone er at styre materialets fleksibilitet og elasticitet. I modsætning til stive materialer, der holder deres position under bearbejdning, kan silikone bøje og deformere under skærekræfter. Dette kræver specialiserede fiksturløsninger og omhyggelig kontrol af bearbejdningsparametre.
Perfekte anvendelser til CNC-fræsning
Denne teknologi udmærker sig i flere specifikke scenarier:
- Bearbejdning af tykt materiale Ideel til silikoneplader med en tykkelse på 10 mm-50 mm, der ville udfordre andre skæremetoder
- 3D-funktionsoprettelse Når komponenter kræver varierende tykkelser, lommer,
- Krav til stramme tolerancer Kan opnå ensartede ±0,2 mm tolerancer, selv i tykke materialer
- Blandede operationer Kombination af skæring, boring og overfladeteksturering i én opsætning
| Materialetykkelse | CNC-fræsningsfordel | Begrænsninger ved alternative metoder |
|---|---|---|
| 10-20 mm | Ren kantkvalitet, dimensionsstabilitet | Stansning kræver stor kraft, laserskæring begrænset dybde |
| 20-30 mm | Mulighed for at skabe 3D-funktioner | Vandstråle kan forårsage materialeafbøjning og ujævne snit |
| 30-50 mm | Præcis tykkelseskontrol på tværs af store områder | De fleste andre metoder kan ikke behandle denne tykkelse |
En produktionskunde, der specialiserer sig i vibrationsisoleringssystemer, bruger udelukkende CNC-fræsning til deres tykke silikonekomponenter. De værdsætter især muligheden for at skabe profiler med variabel tykkelse, der optimerer dæmpningsevnen, samtidig med at de opretholder præcise monteringsdimensioner – noget, der er umuligt med traditionelle skæremetoder.
Begrænsninger at overveje
Selvom CNC-fræsning er kraftfuld, har den nogle ulemper:
- Langsommere produktionshastighed sammenlignet med stansning
- Højere programmerings- og opsætningsomkostninger
- Potentiale for værktøjsslid, der påvirker dimensionerne under lange kørsler
- Ikke økonomisk til meget tynde materialer (under 3 mm)
For mange specialiserede applikationer, der kræver fremstilling af tyk silikone, opvejes disse begrænsninger langt af de unikke muligheder, som CNC-fræsning giver. Når man evaluerer denne metode, anbefaler jeg at overveje hele produktionslivscyklussen, herunder potentielle designændringer og langsigtede produktionsbehov.
Hvordan vælger du den optimale skæremetode til din specifikke anvendelse?
Ingeniører vælger ofte skæremetoder baseret på fortrolighed snarere end egnethed, hvilket resulterer i unødvendige omkostninger, kvalitetsproblemer eller produktionsforsinkelser. Uden en systematisk evalueringsproces bruger virksomheder ofte suboptimale fremstillingsmetoder.
Den optimale skæremetode afhænger af fem nøglefaktorer: produktionsvolumen, materialetykkelse, designkompleksitet, tolerancekrav og budgetbegrænsninger. Stansning er fremragende til store mængder, vandstråle til komplekse designs, laser til mellemstore serier, knivskæring til prototyper og CNC-fræsning til tykke materialer.

At træffe det rigtige valg hver gang
Efter at have hjulpet hundredvis af kunder med at vælge den bedste skæremetode til deres silikonekomponenter, har jeg udviklet en systematisk tilgang til denne beslutning. Sidste måned guidede jeg John gennem netop denne proces, da hans virksomhed havde brug for specialskårne silikonekomponenter til en ny babyproduktlinje. Ved omhyggeligt at evaluere hans specifikke behov identificerede vi udstansning som den optimale løsning, hvilket sparede ham tusindvis af kroner i produktionsomkostninger.
Udvælgelsesprocessen involverer evaluering af fem kritiske faktorer:
1. Vurdering af produktionsvolumen
Mængden af identiske dele, der er nødvendige, påvirker dramatisk den mest økonomiske skæremetode:
- Prototype/Lille serie (1-100 stk.) Anbefalet: Manuel knivskæring, digital fladbedskæring. Begrundelse: Lave opsætningsomkostninger opvejer den langsommere produktionshastighed.
- Mellemstor oplag (100-5.000 stk.) Anbefalet: Laserskæring, vandstråleskæring. Begrundelse: Balance mellem opsætningsomkostninger og produktionseffektivitet.
- Stor serie (5.000+ dele) Anbefalet: Stansning Begrundelse: Højere initiale værktøjsomkostninger opvejet af hurtig produktion og lav pris pr. styk
2. Overvejelser vedrørende materialetykkelse
Forskellige skæreteknologier har optimale tykkelsesområder:
| Tykkelsesområde | Optimale metoder | Metoder at undgå |
|---|---|---|
| 0,5 mm-2 mm | Stansning, laserskæring, knivskæring | CNC-fræsning (overdreven opsætning) |
| 3 mm-10 mm | Stansning, vandstråle, laserskæring | Manuel knivskæring (inkonsekvent) |
| 10 mm-20 mm | Vandstråle, CNC-fræsning | Laserskæring (begrænset dybde) |
| 20 mm+ | CNC-fræsning, vandstråle | De fleste andre metoder |
3. Evaluering af designkompleksitet
Dit designs kompleksitet påvirker metodevalget betydeligt:
- Enkle former (cirkler, rektangler, grundlæggende geometrier) Flere mulige muligheder: udstansning giver den bedste økonomi ved større mængder
- Moderat kompleksitet (flere funktioner, nogle indvendige udskæringer) Bedste muligheder: stansning (høj volumen), laser eller vandstråle (lav-medium volumen)
- Høj kompleksitet (indviklede detaljer, stramme interne funktioner) Bedste muligheder: vandstråle- eller laserskæring til de fleste volumener
- 3D-funktioner (variabel tykkelse, konturerede overflader) Eneste mulige løsning: CNC-fræsning
4. Tolerancekrav
Nødvendig præcision påvirker direkte metodevalget:
- Standardtolerance (±0,5 mm) Flere muligheder mulige, herunder økonomisk knivskæring til lavere volumener
- Præcisionstolerance (±0,2 mm) Kræver laserskæring, vandstråle, stansning eller CNC-fræsning
- Høj præcision (±0,1 mm) Begrænset til vandstråle-, laser- eller præcisionsstansning
5. Budgetbegrænsninger
Økonomiske overvejelser er ofte afgørende for den endelige beslutning:
- Minimal investering Manuelle skære- eller digitale fladbedsystemer tilbyder den laveste startpris
- Moderat investering Outsourcing til leverandører af serviceydelser tilbyder balance mellem kvalitet og pris
- Maksimal kvalitet uanset pris Interne avancerede skæresystemer eller premium skæreserviceudbydere
Ved systematisk at evaluere disse fem faktorer kan du med sikkerhed vælge den optimale skæremetode til din specifikke anvendelse. Min erfaring er, at denne strukturerede tilgang forhindrer dyre fejl og sikrer den bedste balance mellem kvalitet, omkostninger og produktionseffektivitet.
For mange af vores kunder involverer den ideelle løsning ofte at kombinere flere skæremetoder på tværs af et produkts livscyklus – startende med kniv- eller vandstråleskæring under prototyping og lavvolumenproduktion i den indledende produktion, derefter overgang til stansning, efterhånden som volumen stiger, og design stabiliseres.
Konklusion
Valg af den rigtige skæremetode til dine silikoneplader afhænger af dine specifikke behov. Stansning er fremragende til store mængder, vandstråle til komplekse designs, laser til mellemstore serier, knivskæring til prototyper og CNC-fræsning til tykke materialer. Ved at sammenligne disse muligheder med dine krav opnår du optimale resultater.