Ondersnijdingen veroorzaken vaak problemen op de productievloer. Als een onderdeel een onbedoelde ondersnijding heeft, kan het vastlopen tijdens het uitwerpen. Flexibele materialen zoals LSR of TPE Het materiaal kan uitrekken, breken of beschadigingen aan het oppervlak achterlaten als het matrijsontwerp niet is afgestemd op de eigenschappen van het materiaal. Kleine fouten kunnen een kettingreactie veroorzaken. Eén vastgelopen onderdeel kan een machine minutenlang, soms zelfs urenlang, stilzetten als de matrijs moet worden geïnspecteerd of bijgesteld.
Ervaren teams leren al snel dat het plannen van ondersnijdingen tijd en kosten bespaart. Je voorkomt niet alleen dat onderdelen vastlopen, maar je vermindert ook afval, minimaliseert gereedschapslijtage en voorkomt langere cyclustijden. Zelfs kleine details, zoals een kliklipje of een kleine groef, kunnen problemen veroorzaken als ze in een vroeg stadium van het ontwerp worden genegeerd.

De noodzaak van een ondersnijding beoordelen
Bepaalde gelaatstrekken vereisen vrijwel altijd een ondersnijding:
- Kliksluitingen op klepdeksels of medische behuizingen
- Verticale schroefdraad, nokken of draadsleuven
- Dikwandige kernen om krimp en kromtrekken te voorkomen.
Niet elke hobbel of gleuf vereist een zijwaartse kern of elastische lossing. Soms lost het aanpassen van de wandconus of het iets verplaatsen van de scheidingslijn het probleem op. Bij een dunwandige LSR-afdekking maakte het verplaatsen van een lipje met slechts 1 mm en het toevoegen van een kleine lossingshoek twee zijwaartse bewegingen overbodig. De cyclustijd verbeterde en het afvalpercentage daalde.
Houd bij uw keuze rekening met de complexiteit van de matrijs, het productievolume en het onderhoudsgemak. Soms is het de moeite waard om een klein beetje aan het ontwerp van het onderdeel te sleutelen om een ongewenste bijwerking te voorkomen. De besparing op bewerkingskosten en matrijscomplexiteit weegt meestal op tegen het kleine compromis in het ontwerp.
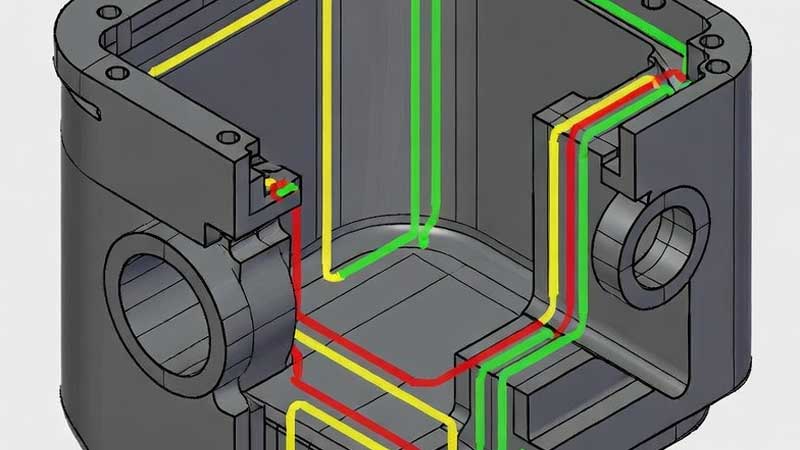
Scheidingslijnstrategie
De scheidingslijn Dit bepaalt hoe de mal loslaat. Het heeft invloed op het uitwerpen van het onderdeel, de oppervlakteafwerking en de pasvorm van de assemblage.
Belangrijkste regels:
- Breng nooit een lijn aan op afdichtingsranden of klikverbindingen.
- Vermijd montagevlakken waar twee onderdelen samenkomen.
- Zigzaglijnen helpen de spanning tijdens het uitwerpen te verminderen, maar verlengen de bewerkingstijd.
- Zelfs verschuivingen van 1-2 mm in de lijn kunnen kleine sleepsporen voorkomen.
Voorbeeldtabel: Richtlijnen voor de scheidingslijn
| Functie | Lijnplaatsing | Effect | Opmerking |
| kliksluiting | Kant | Beschermt de oppervlakteafwerking. | Diepgang >2° aanbevolen |
| Dikwandig | Middenlijn | Vermindert kreukels | Een lichte kernversmalling kan nodig zijn. |
| Afdichtingsrand | Voorkomen | Behoudt de afdichting | Plan om het oppervlak af te sluiten |
Door de scheidingslijn vroegtijdig aan te passen, kunnen ondersnijdingsconflicten worden voorkomen, de complexiteit van de matrijs worden verminderd en de productiecycli worden verkort. Bij recente projecten maakte een lichte verschuiving van de lijn het mogelijk om drie ondersnijdingen te realiseren zonder extra kernen.
Uitstootfunctie voor elastische eigenschappen
Met bump-off wordt de elasticiteit van het materiaal gebruikt om kleine ondersnijdingen te verwijderen. Het werkt het beste bij dunne wanden, flexibele lipjes en kleine drukknopen.
Richtlijnen:
- Voorloophoek: 30°–45°
- Vermijd ribben, scherpe hoeken of dikke zones.
- Bereken de uitwerpruimte om overrekking te voorkomen.
Op de productielijn brak een dun, flexibel lipje herhaaldelijk af met kleine scheurtjes. Door de afbuighoek aan te passen naar 35° werd het probleem opgelost. De productie verliep vervolgens soepel, met duizenden onderdelen tegelijk.
Zelfs kleine aanpassingen – zoals het verplaatsen van het afbuigpunt met 0,5 mm of het toevoegen van 1-2° hellingshoek – kunnen oneffenheden verwijderen zonder de mal opnieuw te hoeven ontwerpen.
Zijdelings werkende kernen voor stijve onderdelen
Kernen met zijwaartse actie zijn essentieel wanneer elementen niet langs de hoofdas kunnen worden uitgeworpen:
- Inwendige schroefdraad, diepe holtes of stijve nokken
- De ruimte moet vrije beweging mogelijk maken.
- Houd de beweging verticaal; schuine glijbanen maken mallen ingewikkelder.
- Trekvlakken die in contact staan met kernen
- Kies voor wrijvingsarme materialen en coatings voor een langere levensduur van de kern.
Regelmatig onderhoud is cruciaal. Braam of vuil op een zijwaarts bewegend mechanisme kan krassen of vervormde onderdelen veroorzaken. Wekelijkse inspectie en smering voorkomen slijtage en zorgen ervoor dat onderdelen in goede staat blijven.

Materiaalkeuze heeft invloed op het ontwerp van de ondersnijding.
Het materiaalgedrag bepaalt welke eigenschappen haalbaar zijn:
- LSR: elastisch, kleine ondersnijdingen worden vaak zonder extra mechanismen uitgeworpen.
- TPE: minder elastisch, vereist mogelijk zijwaarts gerichte kernen.
- Gevulde siliconen: verhoogde stijfheid, zorgvuldige planning vereist
Een dikwandig LSR-onderdeel met meerdere klikverbindingen illustreert dit. De elasticiteit van het materiaal maakte het mogelijk om twee zijwaartse bewegingen te vervangen door afstootbewegingen, waardoor de matrijs werd vereenvoudigd, de kosten werden verlaagd en de productie werd versneld.
Het vinden van de juiste balans tussen ontwerp, kosten en productie.
Elke ondersnijding brengt extra kosten, langere doorlooptijden en meer complexiteit met zich mee. Op de werkvloer:
- Voeg alleen ondersnijdingen toe die noodzakelijk zijn voor de functionaliteit.
- Pas de trekhoeken aan om de uitstotingskrachten te verminderen.
- Gebruik bump-off wanneer elasticiteit voldoende is.
- Controleer eerst de scheidingslijnen om complexe mechanismen te vermijden.
Onderbiedingsbeslissingsmatrix
| Type | Materiaal | Methode | Risico |
| kliksluiting | LSR | Moord | Trek markeringen als de helling minder dan 30° is |
| Interne thread | TPE | Zijdelingse actie | Kernslijtage, wrijvingssporen |
| Dikwandige holte | LSR/TPE | Scheidingslijn afstellen | Krimping, verzakkingen |
Uit casestudies blijkt dat een combinatie van kleine ontwerpaanpassingen, het plaatsen van afstootranden en selectieve zijwaartse acties de meeste ondersnijdingsproblemen efficiënt oplost. De hoeveelheid afval neemt af, de cyclusduur wordt korter en de levensduur van de matrijs wordt verlengd.

Inzichten op de productievloer
- Elk bewegend onderdeel in een matrijs voegt seconden toe aan de cyclus. Het elimineren van onnodige nevenhandelingen bespaart tijd bij grote productieruns.
- De elastische eigenschappen van het materiaal worden vaak onderschat. Lichte aanpassingen aan de wandconus voorkomen scheuren en beschadigingen aan het oppervlak.
- DFM-controles sporen ondersnijdingsproblemen op vóór de matrijsfabricage. Vroege observatie van het uitwerpgedrag maakt aanpassingen mogelijk voordat de productie definitief wordt.
Kleine aanpassingen in de lossingshoek, de scheidingslijn of de afbuigpositie hebben een onevenredig grote invloed op de kwaliteit van het onderdeel. Ingenieurs kijken vaak toe hoe een onderdeel uit de matrijs komt en passen de hoeken met 1-2° aan om het resultaat te optimaliseren. Deze subtiele veranderingen besparen later uren aan probleemoplossing.
Conclusie
Ondersnijdingen mogen alleen voorkomen wanneer de functie dit vereist. Zorgvuldige materiaalkeuze, planning van de scheidingslijn, ontwerp van de afbuigrand en integratie van zijwaartse bewegingen garanderen een hoogwaardige en betrouwbare productie. Vroege samenwerking tussen ontwerp- en productieteams voorkomt verrassingen, vermindert afval en verlengt de levensduur van de matrijs.
Inzicht in hoe siliconen zich onder druk gedragen, hoe mallen op de gewenste vorm inwerken en hoe kleine aanpassingen de productie beïnvloeden, is cruciaal. Goede ontwerpbeslissingen vooraf voorkomen wekenlange, kostbare probleemoplossing. Betrouwbare resultaten worden bereikt door te observeren, te testen en aan te passen onder reële productieomstandigheden, niet door willekeurige ontwerpregels.