Industriprodusenter sliter med å omdanne standard silikonplater til presise komponenter. Tradisjonelle skjæremetoder resulterer ofte i hakkete kanter, dimensjonale unøyaktigheter og materialsvinn, noe som forårsaker produksjonsforsinkelser og kvalitetsproblemer.
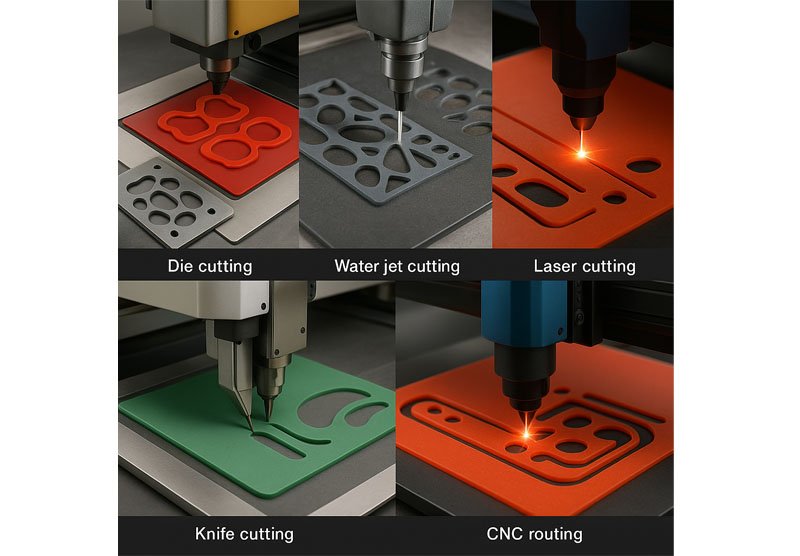
Silikonplater kan spesialskjæres ved hjelp av stansing, vannstråleskjæring, laserskjæring, knivskjæring og CNC-fresing. Hver metode gir forskjellige fordeler når det gjelder presisjon, kantkvalitet, verktøykostnader og produksjonsvolummuligheter, der stansing er mest økonomisk for store serier og vannstråle ideell for komplekse design.
Etter å ha hjulpet kunder med å transformere standard silikonplater til presist konstruerte komponenter i årevis, har jeg fått verdifull innsikt i styrkene og begrensningene til hver skjæremetode. La meg veilede deg gjennom alternativene for å hjelpe deg med å velge den perfekte tilnærmingen for dine spesifikke behov.
Hvordan forvandler stansing silikonplater til presise komponenter?
Produksjonsingeniører sliter ofte med jevn produksjon av identiske silikondeler. Håndskjæring skaper variasjoner mellom delene, mens grunnleggende skjæreverktøy ikke kan oppnå komplekse former som trengs for spesialiserte applikasjoner.
Stanskjæring bruker spesiallagde metallformer for å stemple eller presse gjennom silikonplater, og skaper identiske deler med rene kanter. Denne prosessen kan oppnå toleranser så små som ±0,1 mm og produsere tusenvis av identiske deler i timen, noe som gjør den ideell for produksjon i store volum.

Gullstandarden for høyvolumsproduksjon
Stanskjæring har vært ryggraden i vår produksjon av spesialtilpassede silikonkomponenter i over et tiår. Jeg husker da en kunde kontaktet oss om å produsere 50 000 silikonpakninger månedlig til deres nye babyflaskelinje. Stanskjæring var det opplagte valget, slik at vi kunne levere jevn kvalitet samtidig som enhetskostnadene ble bemerkelsesverdig lave.
Denne prosessen bruker spesialdesignede metallformer (i hovedsak sofistikerte kakeutstikkere) for å stanse ut identiske former fra silikonplater. Formene kan lages i så å si alle former, fra enkle sirkler og rektangler til komplekse geometrier med innvendige utskjæringer og presise kantdetaljer.
Typer stansing for silikon
Det finnes flere varianter av stanseteknologi, hver med spesifikke fordeler:
- Flatbed-stansing Denne tradisjonelle metoden bruker hydrauliske presser for å presse stållinjalformene gjennom silikonmaterialet. Den er utmerket for medium til tykke silikonplater (2 mm–10 mm) og gir en god balanse mellom presisjon og produksjonshastighet.
- Roterende stansing For produksjon i ekstremt store volum bruker roterende stansing sylindriske matriser montert på roterende trommer. Selv om den opprinnelige verktøykostnaden er høyere, kan produksjonshastighetene nå tusenvis av deler i timen, noe som reduserer enhetskostnadene dramatisk for store serier.
- Klikkerstansing Denne varianten bruker en svingbjelkepresse og er spesielt effektiv for tykkere silikonplater (5 mm–20 mm) der det kreves mer skjærekraft. Den gir utmerket presisjon, men opererer med lavere hastigheter enn roterende systemer.
| Stanskjæringsmetode | Optimal arktykkelse | Produksjonshastighet | Verktøykostnad | Presisjon |
|---|---|---|---|---|
| Planbed | 2 mm–10 mm | Medium | Moderat | ±0,2 mm |
| Roterende | 0,5 mm–5 mm | Veldig høy | Høy | ±0,1 mm |
| Klikker | 5 mm–20 mm | Lav-middels | Moderat | ±0,25 mm |
Fordeler og begrensninger
Stanskjæring utmerker seg i scenarier som krever:
- Høyvolumsproduksjon (vanligvis 1000+ identiske deler)
- Konsekvent repeterbarhet fra del til del
- Ren, profesjonell kantkvalitet
- Kostnadseffektiv enhetsprising
Det har imidlertid begrensninger:
- Høye verktøykostnader i utgangspunktet (vanligvis $500–$2500 per dyse)
- Begrenset fleksibilitet for designendringer (krever nye dyser)
- Ikke økonomisk for små produksjonsserier
- Potensielt materialsvinn mellom kuttede deler
For mange av våre industrikunder tjener den første investeringen i stanseverktøy seg raskt inn gjennom reduserte lønnskostnader og forbedret kvalitet. En bilkunde beregnet at stanseverktøyet deres betalte seg inn etter bare 5000 deler, der hver påfølgende del representerer rene besparelser sammenlignet med deres tidligere manuelle skjæreprosess.
Hvorfor er vannstråleskjæring ideelt for komplekse silikonplatedesign?
Ingeniører trenger ofte intrikate silikonkomponenter med komplekse interne funksjoner. Tradisjonelle skjæremetoder kan ikke oppnå disse designene, noe som tvinger frem kompromisser i produktfunksjonalitet eller krever at flere deler monteres.
Vannstråleskjæring bruker en høytrykksvannstrøm blandet med slipepartikler for å kutte silikonplater presist uten varmeforvrengning. Denne metoden oppnår toleranser på ±0,1 mm, kan kutte komplekse geometrier med interne egenskaper og krever ingen verktøykostnader, noe som gjør den perfekt for prototyping og lave til mellomstore produksjonsserier.

Presisjon uten kompromisser
Vannstråleskjæring har revolusjonert vår tilnærming til komplekse silikonkomponenter. I fjor jobbet jeg med en produsent av medisinsk utstyr som trengte intrikate silikonpakninger med flere interne funksjoner og varierende tykkelser. Tradisjonell stansing ville ha krevd uoverkommelig dyrt verktøy, men vannstråleskjæring tillot oss å produsere disse komplekse delene med perfekt presisjon.
Denne skjæreteknologien bruker en hårtynn vannstråle under trykk på 60 000 PSI, ofte blandet med slipende granatpartikler, for å skjære gjennom silikonmateriale som en mikroskopisk kniv. Prosessen er fullstendig datastyrt, og oversetter digitale design direkte til ferdige deler uten behov for fysisk verktøy.
Tekniske muligheter for vannstråleskjæring
Vannstråleteknologi tilbyr bemerkelsesverdig presisjon og allsidighet:
- Skjærepresisjon: Vanligvis ±0,1 mm, mens avanserte systemer oppnår ±0,05 mm
- Minimum funksjonsstørrelse: Så liten som 0,5 mm for tynne ark
- Materialtykkelsesområde: Skjærer effektivt silikon fra 0,5 mm til 50 mm tykkelse
- Skjærbredde: Typisk 0,5 mm–1,0 mm (bredden på materialet som fjernes under skjæring)
- Skjærehastighet: 50–500 mm/minutt, avhengig av tykkelse og presisjonskrav
En av de viktigste fordelene med vannstråleskjæring er dens evne til å skape komplekse indre egenskaper uten å forvrenge det omkringliggende materialet. Siden det ikke er noen varme involvert (i motsetning til laserskjæring), er det ingen risiko for termisk deformasjon eller endringer i materialegenskaper nær skjærekanten.
Perfekte bruksområder for vannstråleskjæring
Vannstråleteknologi er spesielt verdifull for:
- Prototyping og produktutvikling Uten verktøykostnader kan design raskt modifiseres og omskjæres, noe som muliggjør rask iterasjon i utviklingsfasene.
- Lav til middels produksjonsserier Økonomisk levedyktig for serier på 1–1000 deler der kostnadene for skjæreverktøy ville være uoverkommelige.
- Komplekse geometrier Utmerker seg ved skjæring av intrikate former, smale radier og indre funksjoner som ville vært vanskelige eller umulige med andre metoder.
- Skjæring av blandede materialer Kan kutte forsterkede silikonplater som inneholder glassfiber eller stofflag som kan forårsake problemer med andre skjæreteknologier.
Hovedbegrensningen med vannstråleskjæring er produksjonshastigheten. Selv om den er perfekt for presisjon og fleksibilitet, kan den ikke matche den rå produksjonshastigheten til stansing for storvolumsproduksjon. For mange av våre kunder bruker vi vannstråleskjæring til innledende produksjon og prototyping, og går deretter over til stansing når designene er ferdigstilt og volumene øker.
Hvordan balanserer laserskjæring presisjon og produksjonshastighet for silikonplater?
Produktdesignere møter utfordringer når de trenger både intrikate design og moderate produksjonsmengder. Håndskjæring mangler presisjon, mens stansing krever dyrt verktøy som er vanskelig å rettferdiggjøre for mellomstore opplag.
Laserskjæring bruker fokusert lysenergi til å kutte silikonplater presist med en smal snittbredde på 0,1–0,2 mm. Denne datastyrte prosessen oppnår toleranser på ±0,1 mm, krever ingen fysiske verktøy og kan behandle 50–100 deler i timen, noe som gjør den egnet for mellomstor produksjon av komplekse design.

Den høyteknologiske skjæreløsningen
Laserskjæring representerer den perfekte mellomveien mellom vannstråle og stansing for mange av våre kunder. Jeg hjalp nylig en produsent av forbrukerelektronikk som trengte 5000 spesialtilpassede silikonpakninger med presise dimensjoner for en ny produktlansering. Laserskjæring ga den perfekte balansen mellom produksjonshastighet og presisjon uten å kreve dyrt verktøy.
Denne teknologien bruker en fokusert lysstråle for å fordampe silikonmateriale langs en programmert skjærebane. Prosessen er fullstendig datastyrt, noe som gir utrolig presisjon og designfleksibilitet. Det er imidlertid viktig å merke seg at laserskjæring fungerer best med spesifikke silikonformuleringer, ettersom noen typer kan produsere skadelige biprodukter når de fordampes.
Tekniske hensyn for laserskjæring av silikon
Laserskjæring av silikon krever nøye parameterkontroll:
- Strøminnstillinger: Vanligvis 50–150 watt for silikonplater
- Skjærehastighet: 10–30 mm/sekund avhengig av tykkelse
- Brennvidde: Justert basert på materialtykkelse
- Hjelpegass: Vanligvis nitrogen for å forhindre brenning og forbedre kantkvaliteten
Den primære utfordringen med laserskjæring av silikon er å håndtere varmepåvirkede soner (HAZ). I motsetning til metaller kan silikon oppleve lett forkulling eller overflateendringer nær skjærekanten. Moderne lasersystemer minimerer denne effekten, men det er fortsatt en viktig faktor for applikasjoner med strenge krav til materialegenskaper.
| Silikontype | Egnethet for laserskjæring | Spesielle hensyn |
|---|---|---|
| Generelt formål | Flink | Minimal forkulling med riktige innstillinger |
| Platinaherdet | Rettferdig | Kan kreve lavere hastigheter for å forhindre varmeskader |
| Fluorosilikon | Dårlig | Kan frigjøre skadelige biprodukter ved oppvarming |
| Forsterket | Variabel | Avhenger av armeringsmateriale |
Ideelle bruksområder for laserskjæring
Laserteknologi utmerker seg i disse scenariene:
- Middels produksjonsvolumer Perfekt for serier på 100–5000 deler der hastighet er viktig, men verktøysett med stempel ikke er berettiget
- Snære toleranser Oppnår presisjon sammenlignbar med vannstråle, men med raskere produksjonshastigheter
- Merking og skjæring Kan både skjære former og gravere identifikasjonsmerker i én operasjon
- Rask snuoperasjon Programmer kan raskt justeres for designendringer uten nytt verktøy
En kunde i luftfartsindustrien verdsetter spesielt laserskjæring for sine silikonkomponenter fordi det lar dem inkludere QR-koder og delenummer direkte på hver del under skjæreprosessen. Denne integrerte merkefunksjonen effektiviserer lagerstyringen og kvalitetskontrollprosessene deres.
De viktigste begrensningene ved laserskjæring av silikon inkluderer potensiell forkulling av kanter, tykkelsesbegrensninger (vanligvis opptil 10 mm) og bekymringer om materialkompatibilitet. For applikasjoner som krever helt rene kanter eller som involverer visse spesialformuleringer av silikon, kan vannstråleskjæring være å foretrekke til tross for den lavere hastigheten.
Når er manuelle og halvautomatiske knivskjæringsmetoder passende for silikonplater?
Små bedrifter og oppstartsbedrifter kan ofte ikke rettferdiggjøre dyrt skjæreutstyr for begrensede produksjonsbehov. Dette tvinger dem til å velge mellom outsourcing (med høye minimumsbestillinger) eller å slite med utilstrekkelige verktøy som gir inkonsekvente resultater.
Knivskjæring omfatter metoder som spenner fra håndskjæring med presisjonskniver til halvautomatiske systemer med oscillerende eller slepekniver. Disse metodene krever minimal verktøyinvestering, kan oppnå toleranser på ±0,5 mm med dyktige operatører, og er økonomiske for små produksjonsserier på 1–100 deler.

Kostnadseffektive løsninger for småskalaproduksjon
Ikke undervurder verdien av godt utførte knivskjæringsmetoder. Da jeg først startet i silikonindustrien, håndskar jeg personlig prototypepakninger for en klient som senere ble en av våre største kunder. Den innledende fleksibiliteten med små serier gjorde at de kunne teste produktet sitt før de forpliktet seg til større produksjonsserier.
Knivskjæring omfatter flere tilnærminger, fra helt manuell til halvautomatisk:
Manuell presisjonsskjæring
Ved hjelp av spesialiserte skjæreverktøy og maler kan dyktige teknikere produsere overraskende presise silikonkomponenter. Denne tilnærmingen krever:
- Presisjonsstålregler eller maler
- Skarpe skjæreverktøy spesielt utviklet for elastomerer
- Stabile skjæreflater (vanligvis selvreparerende skjærematter)
- Dyktige operatører med erfaring innen silikonproduksjon
Selv om den er arbeidskrevende, krever denne metoden så godt som ingen kapitalinvesteringer og kan være ideell for ekstremt små serier eller prototypeutvikling. Med erfarne operatører er toleranser på ±0,5 mm oppnåelige for enkle geometrier.
Digitale flatbed-kuttere
Disse halvautomatiske systemene representerer en betydelig oppgradering fra manuell skjæring, samtidig som de er langt rimeligere enn vannstråle- eller lasersystemer:
- Datastyrt skjærehode (oscillerende, slepekniv eller roterende)
- Vakuumbord for å holde materialet på plass
- Digitalt designgrensesnitt for presis mønsteroppretting
- Produksjonshastigheter på 10–30 deler i timen
Disse systemene koster vanligvis $10 000–$50 000 (sammenlignet med $100 000+ for laser- eller vannstrålesystemer) og tilbyr en god balanse mellom presisjon og overkommelighet for små og mellomstore bedrifter. De kan oppnå toleranser på ±0,2 mm med riktig oppsett og drift.
| Knivskjæremetode | Innledende investering | Presisjon | Produksjonshastighet | Beste applikasjoner |
|---|---|---|---|---|
| Manuell kutting | $100-$500 | ±0,5 mm | 5–10 deler/time | Prototyper, engangseksemplarer |
| Malskjæring | $500-$2,000 | ±0,3 mm | 10–15 deler/time | Små løp, enkle former |
| Digital flatbed | $10,000-$50,000 | ±0,2 mm | 10–30 deler/time | Små til mellomstore serier, varierte design |
Perfekte scenarier for knivskjæring
Disse metodene fungerer utmerket i flere spesifikke situasjoner:
- Oppstartsoperasjoner Når kapitalen er begrenset, men det er behov for liten produksjonskapasitet
- Prototyping For rask levering av teststykker før man går over til dyrere produksjonsmetoder
- Svært små produksjonsserier Når det å produsere bare 1–100 identiske deler ikke rettferdiggjør dyrere metoder
- Tykke silikonark Spesielt effektiv for skjæring av tykkere materialer (10 mm+) som kan utfordre andre metoder
En av kundene våre, et verksted for spesialbygde bildeler, bruker digital knivskjæring utelukkende for sine silikonkomponenter. Med produksjonsserier vanligvis under 50 deler, passer fleksibiliteten og de lave verktøykostnadene perfekt til forretningsmodellen deres med å lage spesialdeler til samlerbiler.
Hvordan gir CNC-ruting presisjon for tykke silikonplater?
Produsenter sliter med å kutte tykke silikonplater presist, spesielt når komplekse 3D-funksjoner er nødvendige. Standard kuttemetoder mislykkes ofte med tykkere materialer, noe som resulterer i ujevne kanter og dimensjonale unøyaktigheter.
CNC-ruting bruker datastyrte roterende skjæreverktøy for å forme silikonplater presist, spesielt tykkere varianter (10 mm+). Denne metoden kan oppnå toleranser på ±0,2 mm, lage avfasede kanter og 3D-konturer, og bearbeide materialer opptil 50 mm tykke, noe som gjør den ideell for spesialiserte applikasjoner som krever tykke silikonkomponenter.

Mestrer tykk materialfabrikasjon
CNC-fresing har løst tilsynelatende umulige skjæreutfordringer for mange av våre kunder som jobber med tykke silikonplater. Jeg samarbeidet nylig med en produsent av industrielt utstyr som trengte 25 mm tykke silikondempende puter med presist vinklede kanter og innvendige lommer. CNC-fresing var den eneste levedyktige løsningen, og leverte akkurat det konvensjonelle skjæremetoder ikke kunne oppnå.
Denne teknologien bruker roterende skjæreverktøy montert på et datastyrt gantry-system for å fjerne materiale presist i henhold til programmerte verktøybaner. I motsetning til andre skjæremetoder som bare separerer materiale langs en linje, kan CNC-ruting skape tredimensjonale funksjoner som:
- Avfasede eller avfasede kanter
- Lommer og fordypninger i varierende dybde
- Trinnvise tykkelsesoverganger
- Teksturerte overflater
- Komplekse 3D-konturer
Tekniske aspekter ved CNC-ruting av silikon
Vellykket fresing av silikon krever spesialkunnskap:
- Verktøyvalg: Typisk hardmetallfreser med spesifikke geometrier for elastomerer
- Spindelhastigheter: Vanligvis lavere enn for stive materialer (5 000–15 000 o/min)
- Matingshastigheter: Nøye kontrollert for å forhindre materialdeformasjon
- Feste: Avgjørende for å holde fleksible silikonark sikkert under maskinering
- Avkjøling: Ofte nødvendig for å forhindre varmeoppbygging som kan skade silikonegenskapene
Hovedutfordringen med CNC-fresing av silikon er å håndtere materialets fleksibilitet og elastisitet. I motsetning til stive materialer som holder posisjonen sin under maskinering, kan silikon bøye seg og deformeres under skjærekrefter. Dette krever spesialiserte fiksturløsninger og nøye kontroll av maskineringsparametere.
Perfekte bruksområder for CNC-ruting
Denne teknologien utmerker seg i flere spesifikke scenarier:
- Tykk materialbehandling Ideell for silikonplater med tykkelse på 10–50 mm, noe som ville utfordre andre skjæremetoder
- 3D-funksjonsoppretting Når komponenter krever varierende tykkelser, lommer,
- Krav til strenge toleranser Kan oppnå konsistente ±0,2 mm toleranser selv i tykke materialer
- Blandede operasjoner Kombinerer skjæring, boring og overflateteksturering i ett enkelt oppsett
| Materialtykkelse | Fordel med CNC-ruting | Begrensninger ved alternative metoder |
|---|---|---|
| 10–20 mm | Ren kantkvalitet, dimensjonsstabilitet | Stanskjæring krever overdreven kraft, laserskjæring begrenset dybde |
| 20–30 mm | Mulighet til å lage 3D-funksjoner | Vannstråle kan forårsake materialavbøyning og ujevn kutt |
| 30–50 mm | Presis tykkelseskontroll over store områder | De fleste andre metoder kan ikke behandle denne tykkelsen |
En produksjonsklient som spesialiserer seg på vibrasjonsisolasjonssystemer bruker utelukkende CNC-fresing for sine tykke silikonkomponenter. De verdsetter spesielt muligheten til å lage profiler med variabel tykkelse som optimaliserer dempningsytelsen samtidig som de opprettholder presise monteringsmål – noe som er umulig med tradisjonelle skjæremetoder.
Begrensninger å vurdere
Selv om den er kraftig, har CNC-ruting noen ulemper:
- Lavere produksjonshastighet sammenlignet med stansing
- Høyere programmerings- og oppsettkostnader
- Potensiell verktøyslitasje som påvirker dimensjonene under lange serier
- Ikke økonomisk for veldig tynne materialer (under 3 mm)
For mange spesialiserte applikasjoner som krever tykk silikonfabrikasjon, oppveies disse begrensningene langt av de unike egenskapene CNC-fresing gir. Når jeg evaluerer denne metoden, anbefaler jeg å vurdere hele produksjonslivssyklusen, inkludert potensielle designendringer og langsiktige produksjonsbehov.
Hvordan velger du den optimale skjæremetoden for ditt spesifikke bruksområde?
Ingeniører velger ofte skjæremetoder basert på kjennskap snarere enn egnethet, noe som resulterer i unødvendige kostnader, kvalitetsproblemer eller produksjonsforsinkelser. Uten en systematisk evalueringsprosess bruker bedrifter ofte suboptimale fabrikasjonsmetoder.
Den optimale skjæremetoden avhenger av fem nøkkelfaktorer: produksjonsvolum, materialtykkelse, designkompleksitet, toleransekrav og budsjettbegrensninger. Stanskjæring utmerker seg for store volumer, vannstråle for komplekse design, laser for mellomstore serier, knivskjæring for prototyper og CNC-ruting for tykke materialer.

Å ta det riktige valget hver gang
Etter å ha hjulpet hundrevis av kunder med å velge den beste skjæremetoden for silikonkomponentene sine, har jeg utviklet en systematisk tilnærming til denne avgjørelsen. Forrige måned veiledet jeg John gjennom akkurat denne prosessen da firmaet hans trengte spesialkuttede silikonkomponenter til en ny babyproduktlinje. Ved å nøye evaluere hans spesifikke behov, identifiserte vi stansing som den optimale løsningen, noe som sparte ham tusenvis av kroner i produksjonskostnader.
Utvalgsprosessen innebærer å vurdere fem kritiske faktorer:
1. Vurdering av produksjonsvolum
Mengden identiske deler som trengs påvirker dramatisk den mest økonomiske skjæremetoden:
- Prototype/lite opplag (1–100 deler) Anbefalt: Manuell knivskjæring, digital planskjæring Begrunnelse: Lave oppsettkostnader oppveier lavere produksjonshastighet
- Medium opplag (100–5000 stykker) Anbefalt: Laserskjæring, vannstråleskjæring Begrunnelse: Balanse mellom oppsettkostnader og produksjonseffektivitet
- Stor serie (5000+ brikker) Anbefalt: Stanskjæring Begrunnelse: Høyere initiale verktøykostnader oppveid av rask produksjon og lav kostnad per stykk
2. Hensyn til materialtykkelse
Ulike skjæreteknologier har optimale tykkelsesområder:
| Tykkelsesområde | Optimale metoder | Metoder for å unngå |
|---|---|---|
| 0,5 mm–2 mm | Stanskjæring, laserskjæring, knivskjæring | CNC-ruting (overdreven oppsett) |
| 3 mm–10 mm | Stanskjæring, vannstråle, laserskjæring | Manuell knivskjæring (inkonsekvent) |
| 10 mm–20 mm | Vannstråle, CNC-ruting | Laserskjæring (begrenset dybde) |
| 20 mm+ | CNC-ruting, vannstråle | De fleste andre metoder |
3. Evaluering av designkompleksitet
Designets kompleksitet påvirker metodevalget betydelig:
- Enkle former (sirkler, rektangler, grunnleggende geometrier) Flere mulige alternativer: stansing gir best økonomi for større volumer
- Moderat kompleksitet (flere funksjoner, noen interne utskjæringer) Beste alternativer: stansing (høyt volum), laser eller vannstråle (lavt til middels volum)
- Høy kompleksitet (intrikate detaljer, stramme interne funksjoner) Beste alternativer: vannstråle- eller laserskjæring for de fleste volumer
- 3D-funksjoner (variabel tykkelse, konturerte overflater) Eneste mulige alternativ: CNC-fresing
4. Toleransekrav
Nødvendig presisjon påvirker direkte metodevalg:
- Standard toleranse (±0,5 mm) Flere mulige alternativer, inkludert økonomisk knivskjæring for lavere volumer
- Presisjonstoleranse (±0,2 mm) Krever laserskjæring, vannstråle, stansing eller CNC-fresing
- Høy presisjon (±0,1 mm) Begrenset til vannstråle-, laser- eller presisjonsstansing
5. Budsjettbegrensninger
Økonomiske hensyn avgjør ofte den endelige avgjørelsen:
- Minimal investering Manuell skjæring eller digitale flatbedsystemer tilbyr lavest mulig startkostnad
- Moderat investering Outsourcing til leverandører av kuttetjenester gir balanse mellom kvalitet og kostnad
- Maksimal kvalitet uavhengig av kostnad Interne avanserte kuttesystemer eller premium kuttetjenester
Ved å systematisk evaluere disse fem faktorene, kan du trygt velge den optimale skjæremetoden for ditt spesifikke bruksområde. Etter min erfaring forhindrer denne strukturerte tilnærmingen kostbare feil og sikrer den beste balansen mellom kvalitet, kostnad og produksjonseffektivitet.
For mange av kundene våre innebærer den ideelle løsningen ofte å kombinere flere skjæremetoder gjennom et produkts livssyklus – startende med kniv- eller vannstråleskjæring under prototyping og lavvolumsproduksjon i den første produksjonen, deretter overgang til stansing etter hvert som volumene øker og designene stabiliseres.
Konklusjon
Valg av riktig skjæremetode for silikonplatene dine avhenger av dine spesifikke behov. Stanskjæring er utmerket for store volumer, vannstråle for komplekse design, laser for mellomstore serier, knivskjæring for prototyper og CNC-fresing for tykke materialer. Ved å vurdere disse alternativene mot dine behov, vil du oppnå optimale resultater.







