Üretim hattında sıklıkla sorunlara yol açan girintiler bulunur. Bir parçada planlanmamış bir girinti varsa, çıkarma sırasında sıkışabilir. Esnek malzemeler gibi LSR veya TPE Kalıp tasarımı malzemenin davranışıyla uyumlu değilse, kalıp gerilebilir, kırılabilir veya yüzeyde izler bırakabilir. Küçük hatalar zincirleme reaksiyonlara yol açabilir. Sıkışan bir parça, makinenin dakikalarca, hatta kalıbın incelenmesi veya ayarlanması gerekiyorsa saatlerce durmasına neden olabilir.
Deneyimli ekipler, alt kesimler için planlama yapmanın zaman ve maliyet tasarrufu sağladığını çabucak öğrenirler. Sadece sıkışan parçaları önlemekle kalmazsınız. Hurda miktarını azaltır, takım aşınmasını en aza indirir ve uzun çevrim sürelerinden kaçınırsınız. Küçük bir oluk veya geçmeli tırnak gibi küçük özellikler bile, tasarım aşamasının başlarında göz ardı edilirse sorun yaratabilir.

Fiyat Kırma Gerekliliğinin Değerlendirilmesi
Bazı özellikler neredeyse her zaman alt kesim gerektirir:
- Kapaklı veya tıbbi malzeme muhafazalı cihazlarda çıtçıtlı kapatma sistemleri
- Dikey dişler, çıkıntılar veya tel yuvaları
- Büzülmeyi ve çarpılmayı önlemek için kalın duvarlı iç yapı.
Her tümsek veya oluk, yanal hareketli bir çekirdek veya elastik bir serbest bırakma gerektirmez. Bazen, duvar eğimini ayarlamak veya ayırma çizgisini hafifçe hareket ettirmek sorunu çözer. İnce duvarlı bir LSR kapağında, bir çıkıntıyı sadece 1 mm hareket ettirmek ve küçük bir eğim açısı eklemek, iki yanal harekete olan ihtiyacı ortadan kaldırdı. İşlem süresi iyileşti ve hurda oranı düştü.
Karar verirken kalıp karmaşıklığını, üretim hacmini ve bakım kolaylığını göz önünde bulundurun. Bazen yan etkiyi önlemek için parçayı biraz yeniden tasarlamak daha mantıklı olabilir. İşleme ve kalıp karmaşıklığındaki tasarruflar genellikle küçük tasarım tavizlerinden daha ağır basar.
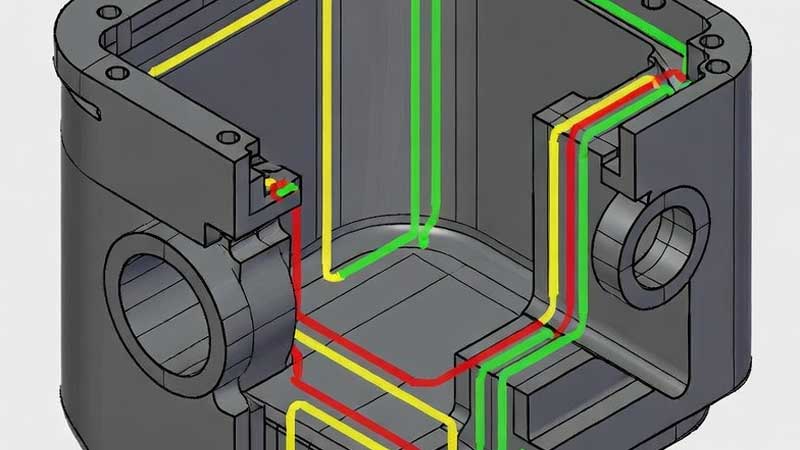
Ayrılık Çizgisi Stratejisi
The ayrılık çizgisi Kalıbın nasıl ayrılacağını belirler. Parça çıkışını, yüzey kalitesini ve montaj uyumunu etkiler.
Temel kurallar:
- Sızdırmazlık kenarlarına veya geçmeli yüzeylere asla çizgi çekmeyin.
- İki parçanın birleştiği montaj yüzeylerinden kaçının.
- Zikzak çizgiler, parça çıkarma sırasında gerilimi azaltmaya yardımcı olur ancak işleme süresini uzatır.
- Hatta çizgideki 1-2 mm'lik kaymalar bile küçük sürtünme izlerinin oluşmasını engelleyebilir.
Örnek Tablo: Ayırma Çizgisi Kılavuzları
| Özellik | Satır Yerleşimi | Etki | Not |
| Geçmeli sekme | Taraf | Yüzey kaplamasını korur. | 2°'den yüksek hava akımı önerilir. |
| Kalın duvarlı | Merkez çizgisi | Batma izlerini azaltır. | Hafif bir çekirdek inceltme gerekebilir. |
| Sızdırmazlık kenarı | Kaçınmak | Mührü korur | Plan kapatma yüzeyi |
Kalıp ayırma çizgisini erken ayarlamak, alt kesim çatışmalarını ortadan kaldırabilir, kalıp karmaşıklığını azaltabilir ve üretim döngülerini kısaltabilir. Son projelerde, çizgiyi biraz hareket ettirmek, ek kalıp çekirdeğine gerek kalmadan üç alt kesim özelliğinin işlenmesine olanak sağladı.
Esnek Özellikler İçin Çıkarma
Bump-off, malzemenin esnekliğinden yararlanarak küçük girintileri düzeltir. İnce duvarlar, esnek çıkıntılar ve küçük çıtçıtlar için en iyi sonucu verir.
Yönergeler:
- Kurşun açısı: 30°–45°
- Oluklu kısımlardan, keskin köşelerden veya kalın bölgelerden kaçının.
- Aşırı gerilmeyi önlemek için fırlatma alanını hesaplayın.
Üretim hattında, ince ve esnek bir çıkıntı sürekli olarak küçük çekme izleriyle kırılıyordu. Çıkıntı açısını 35°'ye ayarlamak sorunu çözdü. Üretim sorunsuz bir şekilde, bir seferde binlerce parça üretilerek devam etti.
Küçük ayarlamalar bile -örneğin, baskı noktasını 0,5 mm kaydırmak veya 1-2° eğim eklemek- kalıbı yeniden tasarlamaya gerek kalmadan izleri ortadan kaldırabilir.
Sert Özellikler İçin Yanal Hareketli Çekirdekler
Yanal hareketli bobinler, parçaların ana eksen boyunca dışarı atılamadığı durumlarda hayati önem taşır:
- İç dişler, derin oyuklar veya sert çıkıntılar
- Mekân serbest hareket imkanı sağlamalıdır.
- Hareketi dikey tutun; açılı kızaklar kalıplamayı zorlaştırır.
- Çekirdeklerle temas eden taslak yüzeyler
- Çekirdek ömrünü uzatmak için düşük sürtünmeli malzemeler ve kaplamalar seçin.
Düzenli bakım çok önemlidir. Yan hareket mekanizmasındaki çapaklar veya kir, çiziklere veya parça deformasyonuna neden olabilir. Haftalık kontrol ve yağlama, aşınmayı önler ve parçaların tutarlılığını korur.

Malzeme Seçimi, Alt Kesim Tasarımını Etkiler
Malzemenin davranışı, hangi özelliklerin uygulanabilir olduğunu belirler:
- LSR: elastik, küçük girintiler genellikle ek mekanizmalara gerek kalmadan dışarı atılır.
- TPE: daha az elastik, yan hareketli çekirdekler gerektirebilir.
- Dolgulu silikonlar: artan sertlik, dikkatli planlama gerektirir.
Çoklu geçmeli kalın duvarlı bir LSR parçası bunu göstermektedir. Malzeme esnekliği, iki yan hareketin yerine darbeli kesme işlemlerinin kullanılmasını sağlayarak kalıbı basitleştirmiş, maliyeti düşürmüş ve üretimi hızlandırmıştır.
Tasarım, Maliyet ve Üretim Arasında Denge Kurmak
Her bir maliyet düşürme işlemi, maliyeti, işlem süresini ve karmaşıklığı artırır. Üretim sahasında:
- Sadece işlevsellik için gerekli olan girintileri dahil edin.
- Fırlatma kuvvetlerini azaltmak için çekme açılarını ayarlayın.
- Esneklik yeterli olduğunda, çıkıntıyı azaltmak için ek parça kullanın.
- Karmaşık mekanizmalardan kaçınmak için öncelikle ayırma çizgilerini gözden geçirin.
Alt Fiyat Karar Matrisi
| Tip | Malzeme | Yöntem | Risk |
| Geçmeli sekme | LSR | Cinayet | Hava akımı 30°'nin altındaysa çekme izleri oluşur. |
| İç dişli | TPE | Yan eylem | Çekirdek aşınması, sürtünme izleri |
| Kalın duvarlı boşluk | LSR/TPE | Ayırma çizgisini ayarlayın | Çekme, batma izleri |
Vaka incelemeleri, küçük tasarım değişikliklerinin, kesme noktası yerleşiminin ve seçici yan hareketlerin birleştirilmesinin, çoğu alt kesme sorununu verimli bir şekilde çözdüğünü göstermektedir. Hurda miktarı azalır, çevrim süreleri kısalır, kalıp ömrü uzar.

Üretim Katı Analizleri
- Kalıptaki her hareketli parça, üretim döngüsüne saniyeler ekler. Gereksiz yan hareketleri ortadan kaldırmak, büyük üretim süreçlerinde zaman tasarrufu sağlar.
- Malzemenin elastik davranışı genellikle hafife alınır. Duvar kalınlığındaki küçük ayarlamalar yırtılmaları ve yüzey izlerini önler.
- DFM incelemeleri, kalıp imalatından önce alt kesim sorunlarını tespit eder. Fırlatma davranışının erken gözlemlenmesi, kesin karar verilmeden önce ince ayarlar yapılmasına olanak tanır.
Taslak açısında, ayırma çizgisinde veya çıkış noktasında yapılan küçük ayarlamalar, parça kalitesi üzerinde orantısız bir etkiye sahiptir. Mühendisler genellikle parçanın çıkışını izler ve sonuçları optimize etmek için açıları 1-2° kadar değiştirirler. Bu ince değişiklikler, daha sonra saatlerce sürecek sorun giderme işlemlerinden tasarruf sağlar.
Çözüm
Alt kesimler yalnızca işlevsel gereksinim olduğunda yapılmalıdır. Dikkatli malzeme seçimi, ayırma hattı planlaması, itme ucu tasarımı ve yanal hareket entegrasyonu, yüksek kaliteli ve güvenilir üretim sağlar. Tasarım ve üretim ekipleri arasındaki erken işbirliği, sürprizleri önler, hurda miktarını azaltır ve kalıp ömrünü uzatır.
Silikonun basınç altında nasıl davrandığını, kalıpların özelliklerle nasıl etkileşimde bulunduğunu ve küçük ayarlamaların üretimi nasıl etkilediğini anlamak çok önemlidir. Baştan alınan iyi tasarım kararları, haftalarca süren maliyetli sorun giderme işlemlerini önler. Güvenilir sonuçlar, keyfi tasarım kurallarından değil, gerçek üretim koşullarında gözlem, test ve ayarlamalardan gelir.