Silikon parçalardaki yapışkanlık sürekli tekrar eden bir sorun. Parçaları dikkatlice şekillendiriyorsunuz. Pürüzsüz ve kuru çıkıyorlar. Her şey iyi görünüyor. Sonra bir ay sonra müşteriler şikayet ediyor. Contalar yağlı hissediliyor. Tutma yerleri parmaklara yapışıyor. Bebek diş kaşıyıcısı tepsiden kayıyor.
Tıbbi cihazlarda, bebek ürünleri, Örneğin, yüksek kaliteli mutfak gereçleri söz konusu olduğunda, bu sadece can sıkıcı değil. Sevkiyatları durduruyor. Kalite kontrollerini başlatıyor. Bazen tüm partiler bekletiliyor. En kötü yanı ise basit: Toplu malzeme genellikle tüm dayanıklılık testlerinden geçiyor. Sadece yüzeyinin kusurlu olduğu hissediliyor.
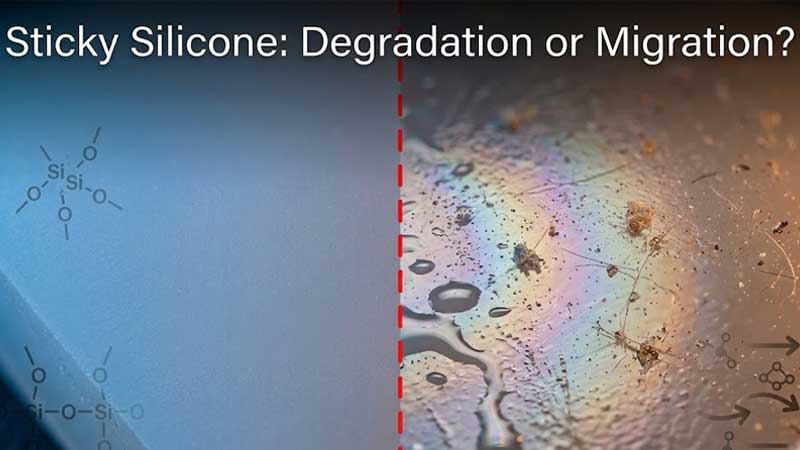
Bu tür birçok vakaya şahit olduk. İki ana neden var. Birincisi silikon ağında meydana gelen gerçek hasar. Diğeri ise küçük moleküllerin yüzeye doğru hareket edip bir film tabakası bırakması. Hangisinin neden olduğunu hızlıca tespit edin. Bu, zamandan ve paradan tasarruf etmenizi sağlar.

Sahada Zevksizliğin Gerçek Maliyeti Nedir?
Yapışkan bir tıbbi conta, laboratuvar testlerinde mükemmel bir şekilde sızdırmazlık sağlayabilir, ancak hemşireler veya hastalar yapışkanlığı fark ederse, güven hızla azalır. Silikon emzik veya pişirme matı için de aynı durum geçerlidir; kullanıcılar bunun bozulduğunu veya bir şey sızdırdığını varsayarlar.
Düzenlemeye tabi kategorilerde bu, dokümantasyon sorunları, olası saha uyarıları veya daha kötüsü anlamına gelir. Üçüncü taraf laboratuvarlar toplu özellikleri onaylasa bile, tekrarlayan yapışkanlık raporları nedeniyle çok yıllık tedarik anlaşmalarının askıya alındığını gördük. Gizli maliyet genellikle daha yüksektir: kök neden toplantılarına harcanan mühendislik saatleri, ekstra kalite kontrol örneklemesi, yeniden formülasyon denemeleri ve alternatifler aramaya başlayan müşterilerle olan güvenin yavaş yavaş aşınması.
Polimer Ağı Bozulduğunda
Bu sorunu düzeltmek daha zor çünkü kimyasal yapı değişti.
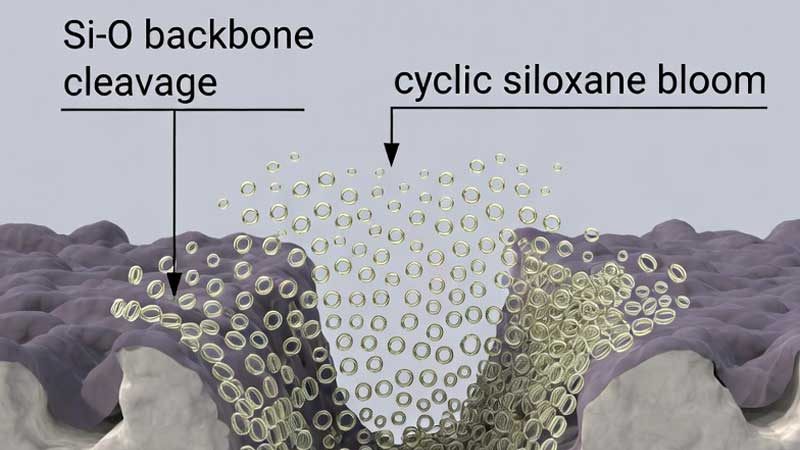
Geriye Dönük Isırma ve Depolimerizasyon
Bir parçayı 220–250 °C'de çok uzun süre tutarsanız veya temizleme veya buhar otoklavı sırasında pH değişirse, Si-O zinciri reaktif uçlardan çözülmeye başlar. Bu da siklik siloksanların (D4 ve D5 en sık rastlananlardır) açığa çıkmasına neden olur. Bunlar, yüzeye hızla ulaşacak kadar uçucudurlar ve yağlı bir tabaka bırakırlar. Bunu en sık, ısının eşit olmayan şekilde emildiği kalın kesitlerde veya birisi kalıptan çıkarmadan önce soğuma süresini kısalttığında ve artık ısı reaksiyonun gece boyunca devam etmesine neden olduğunda gözlemledik.
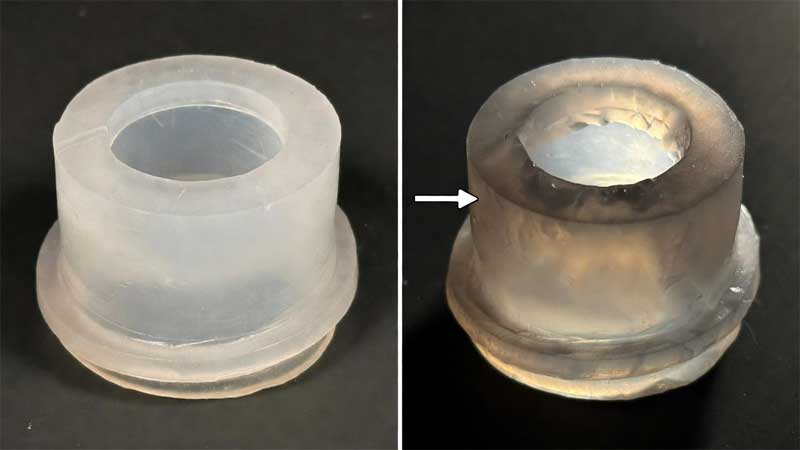
Uzun Süreli Isı Maruziyetinden Kaynaklanan Oksidatif Saldırı
Silikon, saatlerce veya günlerce havada 200 °C'nin üzerinde kaldığında metil grupları oksitlenir. Yüzeye yakın bölgelerde çapraz bağ yoğunluğu düşer, malzeme daha reçine benzeri bir hal alır ve yapışkanlık oluşur. Bunu fırın contalarında, turbo hortumlarında veya sürekli ısıya maruz kalan herhangi bir parçada görebilirsiniz. Özellikle peroksit ile kürlenmiş malzemelerde genellikle açık sarı veya kahverengi bir renk değişimi de görülür.
Nem ve UV ışınlarının birlikte çalışması
Nem, yüzeydeki Si-O bağlarını yavaşça hidrolize ederek kürleşmenin bir kısmını tersine çevirir. UV ışınları ise zincirleri daha hızlı kesen serbest radikaller ekler. Doğrudan güneş ışığına maruz kalan, nemli depolarda saklanan veya bariyer olmadan sıcak iklimlerden taşınan parçalar bu durumu en hızlı şekilde gösterir; bazen birkaç ay içinde yapışkan bir kıvam alırlar.
Göçmenlik Davaları – Genellikle Asıl Suçlu
Ele aldığımız saha iadelerinin çoğunda polimer büyük ölçüde sağlam durumda. Sorun, yüzeye çıkan veya içeri çekilen hareketli maddelerde yatıyor.
Geride Kalan Tepkimeye Girmemiş Siloksanlar
İyi bile platin kürleri Karıştırma, katalizör oranı veya inhibitör seviyeleri biraz hatalıysa, eser miktarda siklik veya kısa zincirler kalır. Bu türler, özellikle ortam sıcaklığı 20-25 °C'nin üzerine çıktığında, haftalar içinde dışarı doğru yayılır. Bir keresinde, peroksit yaklaşık 12 % kadar az kullanıldığı için binlerce parçadan oluşan yumuşak bileklik üretimimiz yapışkan hale gelmişti. Kalite kontrolünde mükemmel görünüyordu, ancak müşteri depolarında yapışkanlaştı.
Temas yoluyla sızan plastikleştiriciler
Silikon, PVC tepsilerden, blister ambalajlardan, etiketlerden veya yakındaki TPE bileşenlerinden ftalatları sünger gibi emer. Esterler yüzeyi şişirir, yumuşatır ve kalıcı yapışkan bir tabaka bırakır. Silikon contaların PVC kapaklı ambalajlarla aynı yerde saklandığı kötü bir depolama denemesinden sonra, beş aydan kısa bir sürede partinin neredeyse üçte birini şikayetler nedeniyle kaybettik. O zamandan beri, silikonu izole tutuyoruz; paketleme veya depolama sırasında PVC'nin erişebileceği hiçbir yere silikonu yerleştirmiyoruz.
Çevreden Gelen Yağlar ve Gresler
Cilt yağları, yemek yağları, el kremleri, hatta fabrika havasıyla yayılan yağlayıcılar, malzemenin açık yapısı nedeniyle emilir. Zamanla oksitlenerek tamamen çıkarılması zor, yapışkan bir kalıntıya dönüşürler. Mutfak gereçleri ve fitness bileklikleri bunun en iyi örnekleridir. Basit bir değişiklik – "ilk kullanımdan önce hafif bir sabunla silin" notu eklemek – birçok tüketici ürününde iade oranlarında gözle görülür bir düşüş sağladı.
Üretimde Başlamadan Önce Durdurmak İçin Yaptığımız Şeyler
Mümkün olan her yerde platin kür
Peroksit, göçü ve çiçeklenmeyi teşvik eden asidik bozunma ürünleri bırakır. Platin sistemleri, çok daha az uçucu maddeyle daha temiz çapraz bağlama sağlar. Tıbbi, gıda teması veya yıllarca dayanması beklenen herhangi bir şey için, müşteri ısrar etmedikçe artık peroksit teklifi bile vermiyoruz. Malzeme maliyeti gerçek, ancak bu maliyet, ret ve şikayetleri yeterince azaltarak kendini haklı çıkarıyor.
Tedavi Sonrası Tam Döngü
Parçaları, güçlü hava sirkülasyonuna sahip fırınlarda en az dört saat boyunca 200 °C'de tutuyoruz, böylece her raf aynı koşullara maruz kalıyor. Bu işlem, kalan döngüsel reaksiyonları ortadan kaldırıyor, çapraz bağlamayı tamamlıyor ve daha iyi uzun vadeli stabilite için Tg değerini yükseltiyor. Bu aşama atlanan veya aceleyle geçirilen parçalar, ısı/nem yaşlanmasında daha yüksek çözünebilir madde içeriği ve daha erken yapışkanlık gösteriyor.
Zorlu Özellikler İçin Yüzey İşlemleri
Sürtünmenin düşük olması veya toz tutmazlığın kritik olduğu durumlarda (örneğin kateter uçları veya giyilebilir contalar), ince Parylene kaplamalar veya plazma aktivasyonu artı florlu veya fenil üst kaplama kullanıyoruz. Plazma, yüzey enerjisini yükselterek ikincil katmanın iyi yapışmasını ve işlenmemiş silikona göre yağ yapışmasına daha iyi direnç göstermesini sağlar.
Yumuşak Bileşimlerde Sıkı Kontrol
10A–30A durometre dereceleri, hedef yumuşaklığa ulaşmak için ilave sıvıya ihtiyaç duyar, ancak "tam doğru" ve "terleme" arasındaki fark dardır. Artık her yeni polimer partisi için tam yağ seviyesini belirlemek amacıyla küçük deney tasarımları yapıyoruz. Birkaç yüzde fazla olursa sızıntı olur; çok düşük olursa parça erken yırtılır.

Üretim Hattında veya Laboratuvarda Nasıl Teşhis Koyuyoruz?
Basit IPA Mendili
Tüy bırakmayan bir bezi % izopropanol ile nemlendirin ve yapışkan noktayı 10-15 saniye boyunca sıkıca ovun. Yapışkanlık tamamen kalkar ve yüzey tekrar kuru hissedilirse, yüzey göçü veya kirlenme söz konusudur. Birkaç kez ovduktan sonra hala yumuşak ve yapışkan kalıyorsa, bozulma malzemenin daha derinlerine ulaşmıştır.
Zaman İçinde Sertlik Eğilimi
Shore A sertliğini aynı konumda ölçün: sıfırıncı gün, ardından dört hafta ve kontrollü depolamada on iki hafta. 5 puan veya daha fazla tutarlı bir düşüş genellikle zincir kırılması anlamına gelir. Göç olayları, genel sertliği neredeyse sabit tutar.
FTIR Hızlı Tarama
ATR modu yabancı maddeleri hızlı bir şekilde gösterir. Saf silikon, 1080 ve 1010 cm⁻¹ civarında temiz Si-O bantlarına ve 1260 ve 2960 cm⁻¹'de Si-CH₃ bantlarına sahiptir. 1720–1740 cm⁻¹ civarındaki herhangi bir karbonil tepe noktası, oksidasyon ürünlerini veya ftalat girişini işaret eder.
| İmza / Test | Bozulma Noktaları | Göçe İşaret Eden Noktalar |
| IPA silme | Tack kalır veya hızla geri gelir. | Yapışkanlık azalır, yüzey normale döner. |
| Kıyıda bir değişiklik | Gözle görülür derecede düşüş (5+ puan) | 2-3 puanlık fark içinde kalır. |
| Isıtıldığında koku yayar. | Yanmış kauçuk veya hafif asit | Yağlı, bazen hafif tatlı/plastik |
| Başlangıç zamanlaması | Isı, UV veya nem olayına bağlı | Yavaş yavaş gelişme, genellikle 3-12 hafta |
| Tipik tetikleyiciler | Aşırı kürleme, kötü saklama koşulları, güneşe maruz kalma | Kürleme tamamlanmamış, yakınlarda PVC var, yağlar |
| Çözücüdeki ekstrakte edilebilir maddeler | Ilıman | Genellikle daha yüksek (siklikler, esterler) |
| Kalıcı? | Sökülmesi veya yeniden formüle edilmesi gerekiyor. | Genellikle temizlikle düzeltilebilir. |

Depolama ve Taşıma Konusunda Önemli Temel Bilgiler
25 °C'nin altında ve nemde saklayın. Polietilen torbalar veya tepsiler kullanın; asla PVC veya kartonu doğrudan temas ettirmeyin. Tasarım incelemelerinin başlarında malzeme uyumsuzluklarını belirtin, böylece kimse silikonu plastikleştirici ağırlıklı bir bileşenle temas ettirmek zorunda kalmasın.
Çözüm
Silikon birçok açıdan dayanıklı ve hata payı yüksek bir malzemedir, ancak tamamen kusursuz değildir. Yapışkanlık neredeyse her zaman ham maddeler, kürleme detayları, işlem sonrası uygulamalar ve parçaların nasıl saklandığı veya monte edildiğiyle ilgili yaptığımız seçimlerden kaynaklanır. Bunları doğru şekilde ayarlarsanız, sorun büyük ölçüde ortadan kalkar.