Industriële fabrikanten worstelen met het omzetten van standaard siliconenplaten in nauwkeurige componenten. Traditionele snijmethoden resulteren vaak in rafelige randen, maatafwijkingen en materiaalverspilling, wat leidt tot productievertragingen en kwaliteitsproblemen.
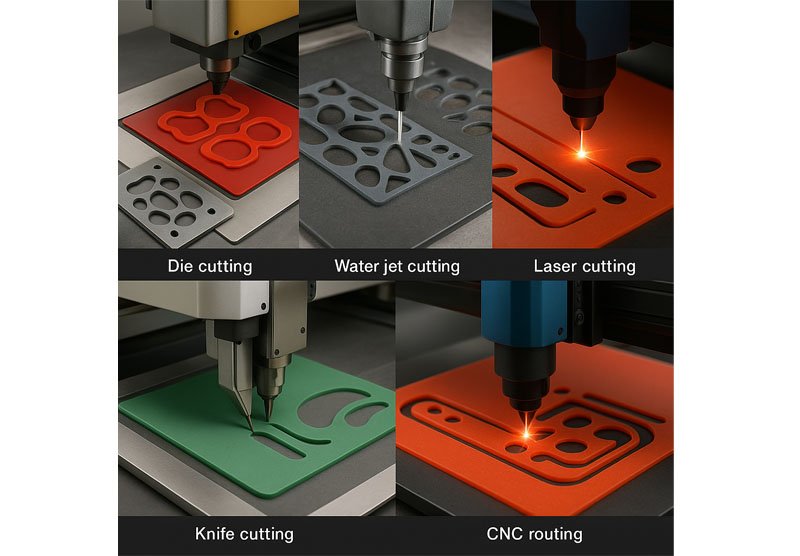
Siliconen platen kunnen op maat worden gesneden met behulp van stansen, waterstraalsnijden, lasersnijden, messnijden en CNC-frezen. Elke methode biedt verschillende voordelen op het gebied van precisie, snijkwaliteit, gereedschapskosten en productievolumemogelijkheden. Stansen is het meest economisch voor grote oplages en waterstraalsnijden is ideaal voor complexe ontwerpen.
Door jarenlang klanten te helpen bij het transformeren van standaard siliconenplaten tot nauwkeurig ontworpen componenten, heb ik waardevolle inzichten gekregen in de sterke en zwakke punten van elke snijmethode. Ik begeleid u graag door de mogelijkheden om u te helpen de perfecte aanpak voor uw specifieke toepassing te kiezen.
Hoe worden siliconenplaten door middel van stansen omgezet in precieze componenten?
Productietechnici worstelen vaak met de consistente productie van identieke siliconenonderdelen. Handmatig snijden zorgt voor variaties tussen onderdelen, terwijl standaard snijgereedschappen de complexe vormen die nodig zijn voor gespecialiseerde toepassingen, niet kunnen bereiken.
Stansen gebeurt met op maat gemaakte metalen matrijzen die door siliconenplaten stansen of persen, waardoor identieke onderdelen met strakke randen ontstaan. Met dit proces zijn toleranties tot wel ±0,1 mm mogelijk en kunnen duizenden identieke onderdelen per uur worden geproduceerd, waardoor het ideaal is voor productie in grote aantallen.

De gouden standaard voor grootschalige productie
Stansen vormt al meer dan tien jaar de ruggengraat van onze productie van siliconencomponenten op maat. Ik herinner me nog dat een klant ons benaderde voor de productie van 50.000 siliconen pakkingen per maand voor hun nieuwe babyflessenlijn. Stansen was de logische keuze, omdat we hiermee een consistente kwaliteit konden leveren en de kosten per eenheid opmerkelijk laag konden houden.
Dit proces maakt gebruik van speciaal ontworpen metalen mallen (in wezen geavanceerde koekjesvormpjes) om identieke vormen uit siliconenplaten te stansen. De mallen kunnen in vrijwel elke vorm worden gemaakt, van eenvoudige cirkels en rechthoeken tot complexe geometrieën met interne uitsparingen en nauwkeurige randdetails.
Soorten stansen voor siliconen
Er bestaan verschillende varianten van stanstechnologie, elk met specifieke voordelen:
- Vlakbedstansen Deze traditionele aanpak maakt gebruik van hydraulische persen om stalen liniaalmatrijzen door het siliconenmateriaal te persen. Het is uitstekend geschikt voor middeldikke tot dikke siliconenplaten (2-10 mm) en biedt een goede balans tussen precisie en productiesnelheid.
- Roterend stansen Voor extreem grote productievolumes maakt roterend stansen gebruik van cilindrische matrijzen die op roterende trommels zijn gemonteerd. Hoewel de initiële gereedschapskosten hoger zijn, kunnen de productiesnelheden oplopen tot duizenden stuks per uur, wat de kosten per eenheid bij grote series aanzienlijk verlaagt.
- Clicker Stansen Deze variant maakt gebruik van een swingbalkpers en is bijzonder effectief voor dikkere siliconenplaten (5-20 mm) waar meer snijkracht nodig is. De machine biedt uitstekende precisie, maar werkt op lagere snelheden dan roterende systemen.
| Stansmethode | Optimale plaatdikte | Productiesnelheid | Gereedschapskosten | Precisie |
|---|---|---|---|---|
| Platte bak | 2 mm-10 mm | Medium | Gematigd | ±0,2 mm |
| Rotatie | 0,5 mm-5 mm | Heel hoog | Hoog | ±0,1 mm |
| Klikker | 5 mm-20 mm | Laag-midden | Gematigd | ±0,25 mm |
Voordelen en beperkingen
Stansen is een uitstekende keuze in situaties waarin het volgende vereist is:
- Productie in grote aantallen (meestal meer dan 1.000 identieke onderdelen)
- Consistente herhaalbaarheid van onderdeel tot onderdeel
- Schone, professionele randkwaliteit
- Kosteneffectieve eenheidsprijzen
Er zijn echter ook beperkingen:
- Hoge initiële gereedschapskosten (meestal $500-$2.500 per matrijs)
- Beperkte flexibiliteit voor ontwerpwijzigingen (vereist nieuwe matrijzen)
- Niet economisch voor kleine productieseries
- Mogelijke materiaalverspilling tussen gesneden delen
Voor veel van onze industriële klanten betaalt de initiële investering in matrijs zich snel terug door lagere arbeidskosten en een verbeterde kwaliteit. Een klant in de automotive-industrie berekende dat hun stansgereedschap zichzelf al na 5.000 onderdelen terugverdiend had, waarbij elk volgend onderdeel een pure besparing opleverde ten opzichte van hun vorige handmatige snijproces.
Waarom is waterstraalsnijden ideaal voor complexe siliconenplaatontwerpen?
Ingenieurs hebben vaak complexe siliconencomponenten nodig met complexe interne kenmerken. Traditionele snijmethoden kunnen deze ontwerpen niet realiseren, wat leidt tot compromissen in de productfunctionaliteit of de assemblage van meerdere onderdelen.
Waterstraalsnijden maakt gebruik van een hogedrukwaterstroom gemengd met schuurdeeltjes om siliconenplaten nauwkeurig te snijden zonder warmtevervorming. Deze methode bereikt toleranties van ±0,1 mm, kan complexe geometrieën met interne kenmerken snijden en vereist geen gereedschapskosten, waardoor het perfect is voor prototyping en lage tot middelgrote productieseries.

Precisie zonder compromissen
Waterstraalsnijden heeft onze aanpak van complexe siliconencomponenten radicaal veranderd. Vorig jaar werkte ik voor een fabrikant van medische apparatuur die complexe siliconenpakkingen nodig had met diverse interne kenmerken en verschillende diktes. Traditioneel stansen zou onbetaalbaar duur gereedschap vereisen, maar waterstraalsnijden stelde ons in staat om deze complexe onderdelen met perfecte precisie te produceren.
Deze snijtechnologie maakt gebruik van een haarfijne waterstraal onder druk van 60.000 PSI, vaak vermengd met schurende granaatdeeltjes, om door siliconenmateriaal te snijden als een microscopisch mes. Het proces is volledig computergestuurd en vertaalt digitale ontwerpen direct naar afgewerkte onderdelen zonder dat er fysiek gereedschap nodig is.
Technische mogelijkheden van waterstraalsnijden
Waterstraaltechnologie biedt opmerkelijke precisie en veelzijdigheid:
- Snijprecisie: Meestal ±0,1 mm, waarbij geavanceerde systemen ±0,05 mm bereiken
- Minimale functiegrootte: Al vanaf 0,5 mm voor dunne platen
- Materiaaldiktebereik: Snijdt effectief siliconen van 0,5 mm tot 50 mm dik
- Snijbreedte: Meestal 0,5 mm - 1,0 mm (de breedte van het materiaal dat tijdens het snijden wordt verwijderd)
- Snijsnelheid: 50-500 mm/minuut, afhankelijk van de dikte- en precisievereisten
Een van de belangrijkste voordelen van waterstraalsnijden is de mogelijkheid om complexe interne structuren te creëren zonder het omringende materiaal te vervormen. Omdat er geen hitte bij komt kijken (in tegenstelling tot lasersnijden), is er geen risico op thermische vervorming of veranderingen in materiaaleigenschappen nabij de snijrand.
Perfecte toepassingen voor waterstraalsnijden
Waterstraaltechnologie is vooral waardevol bij:
- Prototyping en productontwikkeling Omdat er geen gereedschapskosten zijn, kunnen ontwerpen snel worden aangepast en opnieuw worden gesneden, waardoor er tijdens de ontwikkelingsfase snel kan worden doorgewerkt.
- Lage tot middelgrote productieruns Economisch haalbaar voor series van 1-1.000 onderdelen, waarbij de kosten voor stansgereedschappen te hoog zouden zijn.
- Complexe geometrieën Uitstekend geschikt voor het snijden van ingewikkelde vormen, kleine radiussen en interne kenmerken die met andere methoden moeilijk of onmogelijk zouden zijn.
- Snijden van gemengd materiaal Kan versterkte siliconenplaten snijden die glasvezel- of stoflagen bevatten die bij andere snijtechnologieën problemen kunnen veroorzaken.
De belangrijkste beperking van waterstraalsnijden is de productiesnelheid. Hoewel het perfect is voor precisie en flexibiliteit, kan het niet tippen aan de ruwe uitvoersnelheid van stansen voor grootschalige productie. Voor veel van onze klanten gebruiken we waterstraalsnijden voor de eerste productie en prototyping, en schakelen we over op stansen zodra de ontwerpen zijn afgerond en de volumes toenemen.
Hoe zorgt lasersnijden voor de juiste balans tussen precisie en productiesnelheid bij siliconenplaten?
Productontwerpers staan voor uitdagingen wanneer ze zowel complexe ontwerpen als middelgrote productieaantallen nodig hebben. Handmatig snijden is niet nauwkeurig genoeg, terwijl stansen dure gereedschappen vereist die moeilijk te rechtvaardigen zijn voor middelgrote oplages.
Lasersnijden maakt gebruik van gerichte lichtenergie om siliconenplaten nauwkeurig te snijden met een smalle snedebreedte van 0,1-0,2 mm. Dit computergestuurde proces bereikt toleranties van ±0,1 mm, vereist geen fysiek gereedschap en kan 50-100 onderdelen per uur verwerken, waardoor het geschikt is voor de productie van middelgrote volumes en complexe ontwerpen.

De hightech snijoplossing
Lasersnijden vormt voor veel van onze klanten de perfecte middenweg tussen waterstraalsnijden en stansen. Onlangs hielp ik een fabrikant van consumentenelektronica die 5.000 siliconen pakkingen op maat met nauwkeurige afmetingen nodig had voor een nieuwe productlancering. Lasersnijden bood de perfecte balans tussen productiesnelheid en precisie, zonder dat er dure gereedschappen nodig waren.
Deze technologie maakt gebruik van een gerichte lichtbundel om siliconenmateriaal te verdampen langs een geprogrammeerd snijpad. Het proces is volledig computergestuurd, wat zorgt voor ongelooflijke precisie en ontwerpflexibiliteit. Het is echter belangrijk om te weten dat lasersnijden het beste werkt met specifieke siliconenformules, aangezien sommige soorten schadelijke bijproducten kunnen produceren bij verdamping.
Technische overwegingen voor het lasersnijden van siliconen
Het lasersnijden van siliconen vereist een zorgvuldige parametercontrole:
- Energie-instellingen: Meestal 50-150 watt voor siliconenplaten
- Snijsnelheid: 10-30 mm/seconde, afhankelijk van de dikte
- Brandpuntsafstand: Aangepast op basis van materiaaldikte
- Hulpgas: Meestal stikstof om verbranding te voorkomen en de randkwaliteit te verbeteren
De grootste uitdaging bij het lasersnijden van siliconen is het beheersen van warmtebeïnvloede zones (HAZ). In tegenstelling tot metalen kan siliconen lichte verkoling of oppervlakteveranderingen nabij de snijrand ondergaan. Moderne lasersystemen minimaliseren dit effect, maar het blijft een belangrijke overweging voor toepassingen met strenge eisen aan materiaaleigenschappen.
| Siliconen type | Geschiktheid voor lasersnijden | Speciale overwegingen |
|---|---|---|
| Algemeen doel | Goed | Minimale verkoling met de juiste instellingen |
| Platina-uitgehard | Eerlijk | Mogelijk zijn lagere snelheden nodig om hitteschade te voorkomen |
| Fluorosiliconen | Arm | Kan bij verhitting schadelijke bijproducten vrijgeven |
| Versterkt | Variabel | Afhankelijk van het versterkingsmateriaal |
Ideale toepassingen voor lasersnijden
Lasertechnologie blinkt uit in deze scenario's:
- Middelgrote productievolumes Perfect voor series van 100-5.000 onderdelen waarbij snelheid belangrijk is, maar matrijsgereedschappen niet gerechtvaardigd zijn
- Nauwe toleranties Bereikt een precisie vergelijkbaar met waterstraal, maar met hogere productiesnelheden
- Markeren en snijden Kan zowel vormen snijden als identificatiemarkeringen graveren in één enkele bewerking
- Snelle doorlooptijd Programma's kunnen snel worden aangepast voor ontwerpwijzigingen zonder nieuwe tools
Een klant in de lucht- en ruimtevaartindustrie hecht met name waarde aan lasersnijden voor hun siliconencomponenten, omdat ze hiermee QR-codes en onderdeelnummers direct op elk stuk kunnen aanbrengen tijdens het snijproces. Deze geïntegreerde markeerfunctie stroomlijnt hun voorraadbeheer en kwaliteitscontroleprocessen.
De belangrijkste beperkingen van lasersnijden van siliconen zijn onder meer mogelijke randverkoling, beperkingen in de dikte (meestal tot 10 mm) en problemen met de materiaalcompatibiliteit. Voor toepassingen die absoluut zuivere randen vereisen of waarbij bepaalde speciale siliconenformules nodig zijn, kan waterstraalsnijden de voorkeur hebben, ondanks de lagere snelheid.
Wanneer zijn handmatige en semi-automatische snijmethoden met messen geschikt voor siliconenplaten?
Kleine bedrijven en startups kunnen dure snijapparatuur voor beperkte productiebehoeften vaak niet rechtvaardigen. Dit dwingt hen te kiezen tussen outsourcing (met hoge minimale bestelhoeveelheden) of worstelen met ontoereikende tools die inconsistente resultaten opleveren.
Snijden met messen omvat methoden variërend van handmatig snijden met precisiemessen tot semi-automatische systemen met oscillerende of sleepmessen. Deze methoden vereisen minimale gereedschapsinvesteringen, kunnen toleranties van ±0,5 mm bereiken met bekwame operators en zijn economisch rendabel voor kleine productieseries van 1-100 stuks.

Kosteneffectieve oplossingen voor kleinschalige productie
Onderschat de waarde van goed uitgevoerde snijmethoden met een mes niet. Toen ik net begon in de siliconenindustrie, sneed ik persoonlijk prototype pakkingen met de hand voor een klant die later een van onze grootste klanten werd. Die flexibiliteit in kleine series stelde hen in staat hun product te testen voordat ze zich vastlegden op grotere productieruns.
Snijden met messen kent verschillende benaderingen, van volledig handmatig tot semi-geautomatiseerd:
Handmatig precisiesnijden
Met behulp van gespecialiseerde snijgereedschappen en sjablonen kunnen bekwame technici verrassend nauwkeurige siliconencomponenten produceren. Deze aanpak vereist:
- Precisie stalen regels of sjablonen
- Scherpe snijgereedschappen speciaal ontworpen voor elastomeren
- Stabiele snijvlakken (meestal zelfherstellende snijmatten)
- Vakkundige operators met ervaring in de productie van siliconen
Hoewel deze methode arbeidsintensief is, vereist ze vrijwel geen kapitaalinvestering en kan ze ideaal zijn voor extreem kleine series of prototypeontwikkeling. Met ervaren operators zijn toleranties van ±0,5 mm haalbaar voor eenvoudige geometrieën.
Digitale vlakbedsnijmachines
Deze semi-automatische systemen vormen een aanzienlijke verbetering ten opzichte van handmatig snijden en zijn tegelijkertijd veel betaalbaarder dan waterstraal- of lasersystemen:
- Computergestuurde snijkop (oscillerend, sleepmes of roterend)
- Vacuümtafel om materiaal op zijn plaats te houden
- Digitale ontwerpinterface voor nauwkeurige patrooncreatie
- Productiesnelheden van 10-30 onderdelen per uur
Deze systemen kosten doorgaans $10.000-$50.000 (vergeleken met $100.000+ voor laser- of waterjetsystemen) en bieden een goede balans tussen precisie en betaalbaarheid voor kleine tot middelgrote bedrijven. Ze kunnen toleranties van ±0,2 mm bereiken met de juiste instelling en bediening.
| Mes snijmethode | Initiële investering | Precisie | Productiesnelheid | Beste toepassingen |
|---|---|---|---|---|
| Handmatig snijden | $100-$500 | ±0,5 mm | 5-10 delen/uur | Prototypes, unieke exemplaren |
| Sjabloon snijden | $500-$2,000 | ±0,3 mm | 10-15 delen/uur | Kleine oplages, eenvoudige vormen |
| Digitale flatbed | $10,000-$50,000 | ±0,2 mm | 10-30 delen/uur | Kleine tot middelgrote oplages, gevarieerde ontwerpen |
Perfecte scenario's voor het snijden met messen
Deze methoden zijn zeer effectief in verschillende specifieke situaties:
- Opstartactiviteiten Wanneer het kapitaal beperkt is, maar er een kleine productiecapaciteit nodig is
- Prototyping Voor een snelle doorlooptijd van teststukken voordat u overgaat op duurdere productiemethoden
- Zeer kleine productieseries Wanneer het produceren van slechts 1-100 identieke onderdelen duurdere methoden niet rechtvaardigt
- Dikke siliconen platen Bijzonder effectief voor het snijden van dikkere materialen (10 mm+) die andere methoden wellicht in de weg staan
Een van onze klanten, een speciaalzaak voor auto-onderdelen, gebruikt digitaal snijden uitsluitend voor hun siliconenonderdelen. Met productieruns van doorgaans minder dan 50 stuks sluiten de flexibiliteit en lage gereedschapskosten perfect aan bij hun bedrijfsmodel: het maken van gespecialiseerde onderdelen voor verzamelvoertuigen.
Hoe zorgt CNC-frezen voor precisie bij dikke siliconenplaten?
Fabrikanten hebben moeite met het nauwkeurig snijden van dikke siliconenplaten, vooral wanneer complexe 3D-elementen vereist zijn. Standaard snijmethoden mislukken vaak bij dikkere materialen, wat resulteert in ongelijke randen en maatafwijkingen.
CNC-frezen maakt gebruik van computergestuurde roterende snijgereedschappen om siliconenplaten, met name de dikkere varianten (10 mm+), nauwkeurig te vormen. Deze methode kan toleranties van ±0,2 mm bereiken, afgeschuinde randen en 3D-contouren creëren en materialen tot 50 mm dik verwerken, waardoor het ideaal is voor gespecialiseerde toepassingen die dikke siliconencomponenten vereisen.

Het beheersen van de productie van dikke materialen
CNC-frezen heeft schijnbaar onmogelijke snij-uitdagingen opgelost voor veel van onze klanten die met dikke siliconenplaten werken. Onlangs werkte ik samen met een fabrikant van industriële apparatuur die 25 mm dikke siliconen dempingspads nodig had met nauwkeurig afgeschuinde randen en interne holtes. CNC-frezen was de enige haalbare oplossing en leverde precies wat conventionele snijmethoden niet konden bereiken.
Deze technologie maakt gebruik van roterende snijgereedschappen die op een computergestuurd portaalsysteem zijn gemonteerd om materiaal nauwkeurig te verwijderen volgens geprogrammeerde gereedschapspaden. In tegenstelling tot andere snijmethoden die materiaal eenvoudig langs een lijn scheiden, kan CNC-frezen driedimensionale kenmerken creëren, zoals:
- Afgeschuinde of afgeschuinde randen
- Zakken en uitsparingen van verschillende dieptes
- Getrapte dikte-overgangen
- Gestructureerde oppervlakken
- Complexe 3D-contouren
Technische aspecten van CNC-frezen van siliconen
Voor het succesvol frezen van siliconen is specialistische kennis vereist:
- Gereedschapsselectie: Meestal hardmetalen freesmachines met specifieke geometrieën voor elastomeren
- Spilsnelheden: Meestal lager dan bij stijve materialen (5.000-15.000 RPM)
- Voedingssnelheden: Zorgvuldig gecontroleerd om vervorming van het materiaal te voorkomen
- Bevestiging: Van cruciaal belang voor het stevig vasthouden van flexibele siliconenplaten tijdens het bewerken
- Koeling: Vaak vereist om hitteopbouw te voorkomen die de eigenschappen van siliconen zou kunnen aantasten
De grootste uitdaging bij het CNC-frezen van siliconen is het beheersen van de flexibiliteit en elasticiteit van het materiaal. In tegenstelling tot stijve materialen die hun positie behouden tijdens het bewerken, kan siliconen buigen en vervormen onder invloed van snijkrachten. Dit vereist gespecialiseerde fixatieoplossingen en een zorgvuldige beheersing van de bewerkingsparameters.
Perfecte toepassingen voor CNC-frezen
Deze technologie blinkt uit in verschillende specifieke scenario's:
- Verwerking van dikke materialen Ideaal voor siliconenplaten van 10 mm tot 50 mm dik, die andere snijmethoden zouden uitdagen
- 3D-functiecreatie Wanneer componenten verschillende diktes, zakken,
- Strikte tolerantievereisten Kan consistente toleranties van ±0,2 mm bereiken, zelfs in dikke materialen
- Gemengde operaties Combineren van snijden, boren en oppervlaktetextureren in één opstelling
| Materiaaldikte | Voordelen van CNC-routering | Beperkingen van alternatieve methoden |
|---|---|---|
| 10-20 mm | Schone randkwaliteit, maatvastheid | Stansen vereist buitensporige kracht, lasersnijden beperkte diepte |
| 20-30 mm | Mogelijkheid om 3D-functies te creëren | Waterstraal kan leiden tot afbuiging van het materiaal en inconsistente sneden |
| 30-50 mm | Nauwkeurige diktecontrole over grote oppervlakken | De meeste andere methoden kunnen deze dikte niet verwerken |
Een productieklant die gespecialiseerd is in trillingsisolatiesystemen gebruikt uitsluitend CNC-frezen voor hun dikke siliconencomponenten. Ze waarderen met name de mogelijkheid om profielen met variabele dikte te creëren die de demping optimaliseren en tegelijkertijd nauwkeurige montageafmetingen behouden – iets wat onmogelijk is met traditionele snijmethoden.
Beperkingen om te overwegen
Hoewel CNC-frezen krachtig is, heeft het ook enkele nadelen:
- Lagere productiesnelheid vergeleken met stansen
- Hogere programmeer- en installatiekosten
- Potentieel voor gereedschapsslijtage die de afmetingen beïnvloedt tijdens lange runs
- Niet economisch voor zeer dunne materialen (minder dan 3 mm)
Voor veel gespecialiseerde toepassingen die dikke siliconenverwerking vereisen, worden deze beperkingen ruimschoots gecompenseerd door de unieke mogelijkheden die CNC-frezen biedt. Bij het evalueren van deze methode raad ik aan om rekening te houden met de volledige productiecyclus, inclusief mogelijke ontwerpwijzigingen en productiebehoeften op de lange termijn.
Hoe selecteert u de optimale snijmethode voor uw specifieke toepassing?
Ingenieurs kiezen snijmethoden vaak op basis van vertrouwdheid in plaats van geschiktheid, wat resulteert in onnodige kosten, kwaliteitsproblemen of productievertragingen. Zonder een systematisch evaluatieproces gebruiken bedrijven vaak suboptimale fabricagemethoden.
De optimale snijmethode hangt af van vijf belangrijke factoren: productievolume, materiaaldikte, ontwerpcomplexiteit, tolerantie-eisen en budgetbeperkingen. Stansen is ideaal voor grote volumes, waterstraalsnijden voor complexe ontwerpen, lasersnijden voor middelgrote series, messnijden voor prototypes en CNC-frezen voor dikke materialen.

Elke keer de juiste keuze maken
Nadat ik honderden klanten had geholpen bij het kiezen van de beste snijmethode voor hun siliconencomponenten, heb ik een systematische aanpak voor deze beslissing ontwikkeld. Vorige maand begeleidde ik John door dit proces toen zijn bedrijf siliconencomponenten op maat nodig had voor een nieuwe babyproductlijn. Door zijn specifieke behoeften zorgvuldig te evalueren, kwamen we tot de conclusie dat stansen de optimale oplossing was, wat hem duizenden euro's aan productiekosten bespaarde.
Bij het selectieproces worden vijf cruciale factoren geëvalueerd:
1. Beoordeling van het productievolume
De hoeveelheid identieke onderdelen die nodig zijn, heeft een grote invloed op de meest economische snijmethode:
- Prototype/kleine oplage (1-100 stuks) Aanbevolen: handmatig snijden met een mes, digitaal snijden met een vlakbed. Reden: lage instelkosten wegen op tegen een lagere productiesnelheid.
- Middelgrote oplage (100-5.000 stuks) Aanbevolen: Lasersnijden, waterstraalsnijden Reden: Balans tussen instelkosten en productie-efficiëntie
- Grote oplage (5.000+ stuks) Aanbevolen: Stansen Reden: Hogere initiële gereedschapskosten gecompenseerd door snelle productie en lage kosten per stuk
2. Overwegingen met betrekking tot de materiaaldikte
Verschillende snijtechnologieën hebben optimale diktebereiken:
| Diktebereik | Optimale methoden | Methoden om te vermijden |
|---|---|---|
| 0,5 mm-2 mm | Stansen, lasersnijden, messnijden | CNC-frezen (overmatige configuratie) |
| 3 mm-10 mm | Stansen, waterstraalsnijden, lasersnijden | Handmatig snijden met een mes (inconsistent) |
| 10 mm-20 mm | Waterstraal, CNC-frezen | Lasersnijden (beperkte diepte) |
| 20 mm+ | CNC-frezen, waterstraal | De meeste andere methoden |
3. Evaluatie van de ontwerpcomplexiteit
De complexiteit van uw ontwerp heeft een grote invloed op de methodeselectie:
- Eenvoudige vormen (cirkels, rechthoeken, basisgeometrieën) Meerdere haalbare opties: stansen biedt de beste economie voor grotere volumes
- Gemiddelde complexiteit (meerdere functies, enkele interne uitsparingen) Beste opties: stansen (groot volume), laser of waterjet (laag-middelgroot volume)
- Hoge complexiteit (complexe details, strakke interne kenmerken) Beste opties: waterstraal- of lasersnijden voor de meeste volumes
- 3D-kenmerken (variabele dikte, gecontourde oppervlakken) De enige haalbare optie: CNC-frezen
4. Tolerantievereisten
De vereiste precisie heeft rechtstreeks invloed op de methodeselectie:
- Standaardtolerantie (±0,5 mm) Meerdere opties haalbaar, inclusief economisch snijden met een mes voor kleinere volumes
- Precisietolerantie (±0,2 mm) Vereist lasersnijden, waterstraalsnijden, stansen of CNC-frezen
- Hoge precisie (±0,1 mm) Beperkt tot waterstraal-, laser- of precisiestansen
5. Budgetbeperkingen
Financiële overwegingen zijn vaak doorslaggevend voor de uiteindelijke beslissing:
- Minimale investering Handmatige snij- of digitale vlakbedsystemen bieden de laagste instapkosten
- Gematigde investering Uitbesteding aan snijdende dienstverleners biedt een balans tussen kwaliteit en kosten
- Maximale kwaliteit ongeacht de kosten Geavanceerde snijsystemen in eigen huis of premium snijdienstverleners
Door deze vijf factoren systematisch te evalueren, kunt u vol vertrouwen de optimale snijmethode voor uw specifieke toepassing selecteren. Mijn ervaring is dat deze gestructureerde aanpak kostbare fouten voorkomt en de beste balans garandeert tussen kwaliteit, kosten en productie-efficiëntie.
Voor veel van onze klanten is de ideale oplossing vaak het combineren van meerdere snijmethoden gedurende de levenscyclus van een product. Ze beginnen met snijden met een mes of waterstraal tijdens het maken van prototypes en de eerste productie van kleine aantallen. Als de volumes toenemen en de ontwerpen stabieler worden, stappen ze over op stansen.
Conclusie
De keuze van de juiste snijmethode voor uw siliconenplaten hangt af van uw specifieke behoeften. Stansen is ideaal voor grote volumes, waterstraalsnijden voor complexe ontwerpen, lasersnijden voor middelgrote oplages, messnijden voor prototypes en CNC-frezen voor dikke materialen. Door deze opties te vergelijken met uw vereisten, bereikt u optimale resultaten.








