Producenci przemysłowi zmagają się z przetwarzaniem standardowych arkuszy silikonowych w precyzyjne komponenty. Tradycyjne metody cięcia często skutkują ostrymi krawędziami, niedokładnościami wymiarowymi i marnotrawstwem materiału, co powoduje opóźnienia w produkcji i problemy z jakością.
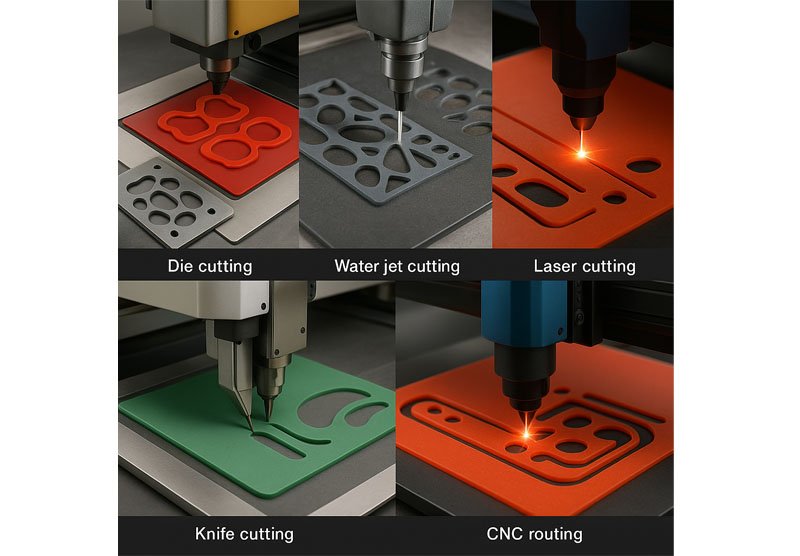
Arkusze silikonowe można ciąć na wymiar za pomocą wykrawania, cięcia strumieniem wody, cięcia laserowego, cięcia nożem i frezowania CNC. Każda metoda oferuje inne korzyści pod względem precyzji, jakości krawędzi, kosztów narzędzi i możliwości produkcyjnych. Wykrawanie jest najbardziej ekonomiczne w przypadku dużych serii, a cięcie strumieniem wody idealne do złożonych projektów.
Po latach pomagania klientom w przekształcaniu standardowych arkuszy silikonowych w precyzyjnie zaprojektowane komponenty, zdobyłem cenną wiedzę na temat mocnych i słabych stron każdej metody cięcia. Pozwól, że przedstawię Ci dostępne opcje, aby pomóc Ci wybrać idealne podejście do Twoich konkretnych potrzeb.
W jaki sposób wykrawanie przekształca arkusze silikonowe w precyzyjne komponenty?
Inżynierowie produkcji często mają trudności z powtarzalną produkcją identycznych elementów silikonowych. Cięcie ręczne powoduje różnice między elementami, a podstawowe narzędzia tnące nie pozwalają na uzyskanie skomplikowanych kształtów potrzebnych w specjalistycznych zastosowaniach.
Wykrawanie wykorzystuje specjalnie zaprojektowane metalowe matryce do tłoczenia lub przeciskania przez arkusze silikonowe, tworząc identyczne elementy o czystych krawędziach. Proces ten pozwala osiągnąć tolerancję nawet ±0,1 mm i wytwarzać tysiące identycznych elementów na godzinę, co czyni go idealnym rozwiązaniem do produkcji wielkoseryjnej.

Złoty standard produkcji wielkoseryjnej
Wykrawanie jest podstawą naszej produkcji niestandardowych komponentów silikonowych od ponad dekady. Pamiętam, jak klient zwrócił się do nas z propozycją produkcji 50 000 uszczelek silikonowych miesięcznie do swojej nowej linii produkcyjnej butelek dla niemowląt. Wykrawanie było oczywistym wyborem, ponieważ pozwoliło nam zapewnić stałą jakość przy jednoczesnym utrzymaniu wyjątkowo niskich kosztów jednostkowych.
W tym procesie wykorzystuje się specjalnie zaprojektowane metalowe matryce (w zasadzie zaawansowane foremki do ciastek) do wycinania identycznych kształtów z arkuszy silikonowych. Matryce mogą mieć praktycznie dowolny kształt, od prostych okręgów i prostokątów po złożone geometrie z wycięciami wewnętrznymi i precyzyjnymi detalami krawędzi.
Rodzaje wykrawania do silikonu
Istnieje kilka odmian technologii wykrawania, z których każda ma swoje specyficzne zalety:
- Wykrawanie płaskie To tradycyjne podejście wykorzystuje prasy hydrauliczne do wciskania stalowych matryc w materiał silikonowy. Doskonale sprawdza się w przypadku arkuszy silikonowych o średniej i dużej grubości (2–10 mm) i zapewnia dobrą równowagę między precyzją a szybkością produkcji.
- Wykrawanie rotacyjne W przypadku produkcji o ekstremalnie dużych wolumenach, wykrawanie rotacyjne wykorzystuje matryce cylindryczne zamontowane na obrotowych bębnach. Chociaż początkowy koszt oprzyrządowania jest wyższy, prędkość produkcji może sięgać tysięcy sztuk na godzinę, co znacząco obniża koszty jednostkowe w przypadku dużych serii.
- Wykrawarka Clicker Ta odmiana wykorzystuje prasę z wahadłową belką i jest szczególnie skuteczna w przypadku grubszych arkuszy silikonu (5–20 mm), gdzie wymagana jest większa siła cięcia. Zapewnia doskonałą precyzję, ale pracuje z mniejszą prędkością niż systemy rotacyjne.
| Metoda wykrawania | Optymalna grubość blachy | Prędkość produkcji | Koszt narzędzi | Precyzja |
|---|---|---|---|---|
| Platforma | 2mm-10mm | Średni | Umiarkowany | ±0,2 mm |
| Obrotowy | 0,5 mm-5 mm | Bardzo wysoko | Wysoki | ±0,1 mm |
| Krajczy | 5 mm-20 mm | Nisko-średni | Umiarkowany | ±0,25 mm |
Zalety i ograniczenia
Wykrawanie sprawdza się w sytuacjach, w których wymagane są:
- Produkcja wielkoseryjna (zwykle ponad 1000 identycznych części)
- Stała powtarzalność części po części
- Czysta, profesjonalna jakość krawędzi
- Ekonomiczne ceny jednostkowe
Ma jednak pewne ograniczenia:
- Wysokie początkowe koszty narzędzi (zwykle $500–$2500 na matrycę)
- Ograniczona elastyczność w zakresie zmian konstrukcyjnych (wymaga nowych matryc)
- Nieekonomiczne w przypadku małych serii produkcyjnych
- Potencjalne straty materiału pomiędzy ciętymi częściami
Dla wielu naszych klientów przemysłowych początkowa inwestycja w matryce szybko się zwraca dzięki niższym kosztom pracy i lepszej jakości. Jeden z klientów z branży motoryzacyjnej obliczył, że jego narzędzia do wykrawania zwróciły się już po 5000 części, a każda kolejna część oznaczała czyste oszczędności w porównaniu z wcześniejszym, ręcznym procesem cięcia.
Dlaczego cięcie strumieniem wody jest idealne do skomplikowanych projektów płyt silikonowych?
Inżynierowie często potrzebują skomplikowanych komponentów silikonowych o złożonych cechach wewnętrznych. Tradycyjne metody cięcia nie pozwalają na realizację takich projektów, co wymusza kompromisy w zakresie funkcjonalności produktu lub wymaga montażu wielu części.
Cięcie strumieniem wody wykorzystuje strumień wody pod wysokim ciśnieniem zmieszany z cząsteczkami ściernymi do precyzyjnego cięcia arkuszy silikonowych bez odkształceń cieplnych. Metoda ta osiąga tolerancję ±0,1 mm, umożliwia cięcie skomplikowanych geometrii z wewnętrznymi elementami i nie wymaga kosztów oprzyrządowania, co czyni ją idealną do prototypowania oraz produkcji niskoseryjnej.

Precyzja bez kompromisów
Cięcie strumieniem wody zrewolucjonizowało nasze podejście do skomplikowanych elementów silikonowych. W zeszłym roku współpracowałem z producentem urządzeń medycznych, który potrzebował skomplikowanych uszczelek silikonowych o wielu cechach wewnętrznych i zróżnicowanej grubości. Tradycyjne wykrawanie wymagałoby niezwykle drogich narzędzi, ale cięcie strumieniem wody pozwoliło nam wytwarzać te skomplikowane części z idealną precyzją.
Ta technologia cięcia wykorzystuje cienki jak włos strumień wody pod ciśnieniem 60 000 PSI, często zmieszany z cząsteczkami ściernego granatu, aby przeciąć materiał silikonowy niczym mikroskopijny nóż. Proces jest w całości sterowany komputerowo, a cyfrowe projekty są przetwarzane bezpośrednio na gotowe elementy, bez konieczności użycia narzędzi.
Możliwości techniczne cięcia strumieniem wody
Technologia strumienia wody zapewnia niezwykłą precyzję i wszechstronność:
- Precyzja cięcia: Zwykle ±0,1 mm, przy czym systemy najwyższej klasy osiągają ±0,05 mm
- Minimalny rozmiar obiektu: Już od 0,5 mm w przypadku cienkich arkuszy
- Zakres grubości materiału: Skutecznie tnie silikon o grubości od 0,5 mm do 50 mm
- Szerokość nacięcia: Zwykle 0,5 mm–1,0 mm (szerokość materiału usuwanego podczas cięcia)
- Prędkość skrawania: 50-500 mm/minutę w zależności od grubości i wymagań dotyczących precyzji
Jedną z najważniejszych zalet cięcia strumieniem wody jest możliwość tworzenia złożonych struktur wewnętrznych bez odkształcania otaczającego materiału. Ponieważ cięcie nie wiąże się z emisją ciepła (w przeciwieństwie do cięcia laserowego), nie ma ryzyka odkształceń termicznych ani zmian właściwości materiału w pobliżu krawędzi cięcia.
Idealne zastosowania cięcia strumieniem wody
Technologia strumienia wody jest szczególnie cenna w przypadku:
- Prototypowanie i rozwój produktu Brak kosztów narzędzi sprawia, że projekty można szybko modyfikować i przerabiać, co pozwala na szybką iterację w fazach rozwoju.
- Produkcja od małych do średnich serii Rozwiązanie ekonomicznie opłacalne w przypadku serii 1–1000 części, w których koszty narzędzi do wykrawania byłyby zaporowe.
- Złożone geometrie Doskonale nadaje się do wycinania skomplikowanych kształtów, małych promieni i elementów wewnętrznych, co byłoby trudne lub niemożliwe do wykonania innymi metodami.
- Cięcie materiałów mieszanych Można ciąć arkusze wzmocnione silikonem zawierające włókno szklane lub warstwy tkaniny, które mogłyby sprawiać problemy w przypadku innych technologii cięcia.
Głównym ograniczeniem cięcia strumieniem wody jest szybkość produkcji. Choć zapewnia ono doskonałą precyzję i elastyczność, nie dorównuje szybkości wykrawania w produkcji wielkoseryjnej. Dla wielu naszych klientów stosujemy cięcie strumieniem wody na etapie produkcji początkowej i prototypowania, a następnie przechodzimy do wykrawania po sfinalizowaniu projektów i zwiększeniu nakładów.
Jak cięcie laserowe równoważy precyzję i szybkość produkcji płyt silikonowych?
Projektanci produktów stają przed wyzwaniami, gdy potrzebują zarówno skomplikowanych projektów, jak i umiarkowanych ilości produkcyjnych. Cięcie ręczne charakteryzuje się niską precyzją, a wykrawanie wymaga drogich narzędzi, których stosowanie trudno uzasadnić w przypadku średnich serii.
Cięcie laserowe wykorzystuje skupioną energię świetlną do precyzyjnego cięcia arkuszy silikonowych o wąskiej szczelinie 0,1-0,2 mm. Ten sterowany komputerowo proces osiąga tolerancję ±0,1 mm, nie wymaga użycia narzędzi i pozwala na obróbkę 50-100 części na godzinę, co czyni go odpowiednim do produkcji średnioseryjnej złożonych projektów.

Zaawansowane technologicznie rozwiązanie do cięcia
Cięcie laserowe stanowi dla wielu naszych klientów idealne rozwiązanie pośrednie między strumieniem wody a wykrawaniem. Niedawno pomagałem producentowi elektroniki użytkowej, który potrzebował 5000 niestandardowych uszczelek silikonowych o precyzyjnych wymiarach na potrzeby wprowadzenia nowego produktu. Cięcie laserowe zapewniło idealną równowagę między szybkością produkcji a precyzją, bez konieczności stosowania drogich narzędzi.
Technologia ta wykorzystuje skupioną wiązkę energii świetlnej do odparowania materiału silikonowego wzdłuż zaprogramowanej ścieżki cięcia. Proces jest w pełni sterowany komputerowo, co zapewnia niesamowitą precyzję i elastyczność projektowania. Należy jednak pamiętać, że cięcie laserowe najlepiej sprawdza się w przypadku określonych formulacji silikonu, ponieważ niektóre rodzaje mogą wytwarzać szkodliwe produkty uboczne podczas odparowania.
Zagadnienia techniczne dotyczące cięcia laserowego silikonu
Cięcie silikonu laserem wymaga starannej kontroli parametrów:
- Ustawienia zasilania: Zwykle 50-150 watów dla płyt silikonowych
- Prędkość skrawania: 10-30 mm/sekundę w zależności od grubości
- Długość ogniskowej: Dostosowane na podstawie grubości materiału
- Gaz wspomagający: Zwykle azot, aby zapobiec przypaleniu i poprawić jakość krawędzi
Głównym wyzwaniem w cięciu laserowym silikonu jest zarządzanie strefami wpływu ciepła (HAZ). W przeciwieństwie do metali, silikon może ulec lekkiemu zwęgleniu lub zmianom powierzchni w pobliżu krawędzi cięcia. Nowoczesne systemy laserowe minimalizują ten efekt, ale pozostaje on istotnym czynnikiem w zastosowaniach o surowych wymaganiach dotyczących właściwości materiałów.
| Typ silikonu | Zdatność do cięcia laserowego | Specjalne uwagi |
|---|---|---|
| Ogólnego przeznaczenia | Dobry | Minimalne zwęglanie przy odpowiednich ustawieniach |
| Utwardzony platyną | Sprawiedliwy | Może wymagać niższych prędkości, aby zapobiec uszkodzeniom cieplnym |
| Fluorosilikon | Słaby | Podczas podgrzewania może uwalniać szkodliwe produkty uboczne |
| Wzmocniony | Zmienny | Zależy od materiału wzmacniającego |
Idealne zastosowania cięcia laserowego
Technologia laserowa sprawdza się znakomicie w następujących scenariuszach:
- Średnie wolumeny produkcji Idealne do produkcji seryjnej od 100 do 5000 części, gdzie liczy się szybkość, a użycie narzędzi do tłoczenia nie jest uzasadnione
- Ścisłe tolerancje Osiąga precyzję porównywalną z cięciem strumieniem wody, ale przy większej prędkości produkcji
- Znakowanie i cięcie Możliwość wycinania kształtów i grawerowania znaków identyfikacyjnych w jednej operacji
- Szybki zwrot akcji Programy można szybko dostosować do zmian w projekcie bez konieczności używania nowych narzędzi
Jeden z klientów z branży lotniczej i kosmicznej szczególnie ceni cięcie laserowe swoich komponentów silikonowych, ponieważ pozwala ono na umieszczanie kodów QR i numerów części bezpośrednio na każdym elemencie w trakcie procesu cięcia. Ta zintegrowana funkcja znakowania usprawnia zarządzanie zapasami i procesy kontroli jakości.
Główne ograniczenia laserowego cięcia silikonu obejmują potencjalne zwęglanie krawędzi, ograniczenia grubości (zwykle do 10 mm) oraz problemy z kompatybilnością materiałową. W zastosowaniach wymagających absolutnie nieskazitelnych krawędzi lub obejmujących niektóre specjalistyczne mieszanki silikonowe, cięcie strumieniem wody może być preferowane, pomimo niższej prędkości.
Kiedy ręczne i półautomatyczne metody cięcia nożem są odpowiednie dla płyt silikonowych?
Małe firmy i startupy często nie są w stanie uzasadnić zakupu drogiego sprzętu do cięcia przy ograniczonych potrzebach produkcyjnych. Zmusza je to do wyboru między outsourcingiem (z wysokimi minimalnymi zamówieniami) a zmaganiem się z niewystarczającymi narzędziami, które dają niespójne rezultaty.
Cięcie nożowe obejmuje metody od cięcia ręcznego za pomocą precyzyjnych noży po systemy półautomatyczne z wykorzystaniem noży oscylacyjnych lub wleczonych. Podejścia te wymagają minimalnej inwestycji w oprzyrządowanie, pozwalają osiągnąć tolerancję ±0,5 mm przy udziale wykwalifikowanych operatorów i są ekonomiczne w przypadku małych serii produkcyjnych od 1 do 100 sztuk.

Ekonomiczne rozwiązania dla produkcji na małą skalę
Nie lekceważ wartości dobrze wykonanych metod cięcia nożem. Kiedy zaczynałem w branży silikonowej, osobiście ręcznie wycinałem prototypy uszczelek dla klienta, który później stał się jednym z naszych największych odbiorców. Ta początkowa elastyczność w zakresie produkcji małych partii pozwoliła im przetestować produkt przed podjęciem decyzji o większych seriach produkcyjnych.
Cięcie nożem obejmuje kilka podejść, od całkowicie ręcznego do półautomatycznego:
Ręczne cięcie precyzyjne
Używając specjalistycznych narzędzi tnących i szablonów, wykwalifikowani technicy mogą wytwarzać zaskakująco precyzyjne elementy silikonowe. Takie podejście wymaga:
- Precyzyjne stalowe linijki lub szablony
- Ostre narzędzia tnące zaprojektowane specjalnie do elastomerów
- Stabilne powierzchnie tnące (zwykle samonaprawiające się maty tnące)
- Wykwalifikowani operatorzy z doświadczeniem w obróbce silikonu
Choć pracochłonna, metoda ta praktycznie nie wymaga inwestycji kapitałowych i może być idealna do produkcji bardzo małych serii lub rozwoju prototypów. Doświadczeni operatorzy umożliwiają uzyskanie tolerancji ±0,5 mm dla prostych geometrii.
Cyfrowe plotery płaskie
Te półautomatyczne systemy stanowią znaczącą modernizację w stosunku do cięcia ręcznego, a jednocześnie są o wiele bardziej przystępne cenowo niż systemy cięcia strumieniem wody lub laserem:
- Głowica tnąca sterowana komputerowo (oscylacyjna, z nożem wleczony lub obrotowa)
- Stół próżniowy do przytrzymywania materiału na miejscu
- Cyfrowy interfejs projektowy do precyzyjnego tworzenia wzorów
- Prędkość produkcji 10-30 części na godzinę
Systemy te kosztują zazwyczaj $10 000–$50 000 (w porównaniu do $100 000+ za systemy laserowe lub strumieniowe) i oferują dobry balans precyzji i przystępności cenowej dla małych i średnich firm. Przy prawidłowej konfiguracji i obsłudze mogą osiągnąć tolerancję ±0,2 mm.
| Metoda cięcia nożem | Inwestycja początkowa | Precyzja | Prędkość produkcji | Najlepsze aplikacje |
|---|---|---|---|---|
| Cięcie ręczne | $100-$500 | ±0,5 mm | 5-10 części/godzinę | Prototypy, pojedyncze egzemplarze |
| Cięcie szablonów | $500-$2,000 | ±0,3 mm | 10-15 części/godzinę | Małe serie, proste kształty |
| Cyfrowy płaski | $10,000-$50,000 | ±0,2 mm | 10-30 części/godzinę | Małe i średnie serie, różnorodne wzory |
Idealne scenariusze do cięcia nożem
Metody te sprawdzają się w kilku konkretnych sytuacjach:
- Operacje startowe Gdy kapitał jest ograniczony, a potrzebne są niewielkie możliwości produkcyjne
- Prototypowanie Do szybkiego wytwarzania próbek testowych przed zastosowaniem droższych metod produkcji
- Bardzo małe serie produkcyjne Kiedy produkcja zaledwie 1–100 identycznych części nie uzasadnia droższych metod
- Grube arkusze silikonowe Szczególnie skuteczny w przypadku cięcia grubszych materiałów (10 mm i więcej), co mogłoby stanowić wyzwanie dla innych metod
Jeden z naszych klientów, producent części samochodowych na zamówienie, wykorzystuje technologię cyfrowego cięcia nożykiem wyłącznie do produkcji swoich komponentów silikonowych. Przy seriach produkcyjnych zazwyczaj poniżej 50 sztuk, elastyczność i niskie koszty oprzyrządowania idealnie wpisują się w ich model biznesowy polegający na tworzeniu specjalistycznych części do pojazdów kolekcjonerskich.
W jaki sposób frezowanie CNC zapewnia precyzję w przypadku grubych płyt silikonowych?
Producenci mają trudności z precyzyjnym cięciem grubych arkuszy silikonu, zwłaszcza gdy wymagane są złożone elementy 3D. Standardowe metody cięcia często zawodzą w przypadku grubszych materiałów, co skutkuje nierównymi krawędziami i niedokładnościami wymiarowymi.
Frezowanie CNC wykorzystuje sterowane komputerowo, obrotowe narzędzia tnące do precyzyjnego kształtowania arkuszy silikonu, zwłaszcza grubszych odmian (powyżej 10 mm). Metoda ta pozwala uzyskać tolerancję ±0,2 mm, tworzyć fazowane krawędzie i kontury trójwymiarowe oraz przetwarzać materiały o grubości do 50 mm, co czyni ją idealną do specjalistycznych zastosowań wymagających grubych elementów silikonowych.

Opanowanie obróbki grubych materiałów
Frezowanie CNC rozwiązało pozornie niemożliwe problemy z cięciem dla wielu naszych klientów pracujących z grubymi arkuszami silikonu. Niedawno współpracowałem z producentem sprzętu przemysłowego, który potrzebował silikonowych podkładek tłumiących o grubości 25 mm z precyzyjnie ustawionymi krawędziami i wewnętrznymi kieszeniami. Frezowanie CNC było jedynym realnym rozwiązaniem, oferując dokładnie to, czego nie udało się osiągnąć konwencjonalnym metodom cięcia.
Technologia ta wykorzystuje obrotowe narzędzia skrawające zamontowane na sterowanym komputerowo systemie bramowym, aby precyzyjnie usuwać materiał zgodnie z zaprogramowanymi ścieżkami. W przeciwieństwie do innych metod skrawania, które polegają na prostym rozdzielaniu materiału wzdłuż linii, frezowanie CNC pozwala tworzyć trójwymiarowe elementy, takie jak:
- Krawędzie ścięte lub fazowane
- Kieszenie i wgłębienia o różnej głębokości
- Schodkowe przejścia grubości
- Powierzchnie teksturowane
- Złożone kontury 3D
Aspekty techniczne frezowania CNC silikonu
Udane układanie silikonu wymaga specjalistycznej wiedzy:
- Wybór narzędzi: Frezy węglikowe z typowymi geometriami do elastomerów
- Prędkości wrzeciona: Zwykle niższa niż w przypadku materiałów sztywnych (5000–15 000 obr./min)
- Prędkość podawania: Starannie kontrolowane, aby zapobiec odkształceniu materiału
- Mocowanie: Istotne dla bezpiecznego trzymania elastycznych arkuszy silikonowych podczas obróbki
- Chłodzenie: Często wymagane, aby zapobiec gromadzeniu się ciepła, które mogłoby uszkodzić właściwości silikonu
Głównym wyzwaniem w obróbce CNC silikonu jest zarządzanie elastycznością i sprężystością materiału. W przeciwieństwie do materiałów sztywnych, które utrzymują swoją pozycję podczas obróbki, silikon może się wyginać i odkształcać pod wpływem sił skrawania. Wymaga to specjalistycznych rozwiązań w zakresie mocowania i starannej kontroli parametrów obróbki.
Idealne zastosowania dla frezowania CNC
Technologia ta sprawdza się znakomicie w kilku konkretnych scenariuszach:
- Obróbka grubych materiałów Idealny do arkuszy silikonowych o grubości 10–50 mm, których cięcie byłoby trudne przy użyciu innych metod
- Tworzenie funkcji 3D Gdy elementy wymagają różnej grubości, kieszeni,
- Ścisłe wymagania dotyczące tolerancji Możliwość uzyskania spójnych tolerancji ±0,2 mm nawet w przypadku grubych materiałów
- Operacje mieszane Łączenie cięcia, wiercenia i teksturowania powierzchni w jednym ustawieniu
| Grubość materiału | Zaleta frezowania CNC | Ograniczenia metod alternatywnych |
|---|---|---|
| 10-20 mm | Czysta jakość krawędzi, stabilność wymiarowa | Wykrawanie wymaga dużej siły, cięcie laserowe ma ograniczoną głębokość |
| 20-30 mm | Możliwość tworzenia obiektów 3D | Strumień wody może powodować odchylenie materiału i nierównomierne cięcie |
| 30-50 mm | Precyzyjna kontrola grubości na dużych obszarach | Większość innych metod nie jest w stanie przetworzyć tej grubości |
Jeden z klientów, specjalizujący się w systemach izolacji wibracji, wykorzystuje wyłącznie frezowanie CNC do swoich grubych komponentów silikonowych. Szczególnie cenią sobie możliwość tworzenia profili o zmiennej grubości, które optymalizują tłumienie przy jednoczesnym zachowaniu precyzyjnych wymiarów montażowych – co jest niemożliwe w przypadku tradycyjnych metod cięcia.
Ograniczenia do rozważenia
Choć frezowanie CNC jest wydajne, ma też pewne wady:
- Niższa prędkość produkcji w porównaniu z wykrawaniem
- Wyższe koszty programowania i konfiguracji
- Możliwość zużycia narzędzi wpływającego na wymiary podczas długich serii
- Nieekonomiczne w przypadku bardzo cienkich materiałów (poniżej 3 mm)
W wielu specjalistycznych zastosowaniach wymagających obróbki grubych silikonów, ograniczenia te są znacznie niwelowane przez unikalne możliwości frezowania CNC. Oceniając tę metodę, zalecam uwzględnienie pełnego cyklu życia produkcji, w tym potencjalnych zmian konstrukcyjnych i długoterminowych potrzeb produkcyjnych.
Jak wybrać optymalną metodę cięcia dla konkretnego zastosowania?
Inżynierowie często wybierają metody cięcia na podstawie znajomości, a nie ich przydatności, co prowadzi do niepotrzebnych kosztów, problemów z jakością lub opóźnień w produkcji. Bez systematycznego procesu oceny firmy często stosują suboptymalne metody produkcji.
Optymalna metoda cięcia zależy od pięciu kluczowych czynników: wielkości produkcji, grubości materiału, złożoności projektu, wymagań dotyczących tolerancji oraz ograniczeń budżetowych. Wykrawanie sprawdza się w przypadku dużych serii, strumieniem wody w przypadku skomplikowanych projektów, laserem w przypadku średnich serii, cięciem nożem w przypadku prototypów, a frezowaniem CNC w przypadku grubych materiałów.

Dokonywanie właściwego wyboru za każdym razem
Po tym, jak pomogłem setkom klientów wybrać najlepszą metodę cięcia ich silikonowych elementów, opracowałem systematyczne podejście do tego procesu. W zeszłym miesiącu przeprowadziłem Johna przez ten sam proces, gdy jego firma potrzebowała niestandardowych elementów silikonowych do nowej linii produktów dla niemowląt. Po dokładnej ocenie jego specyficznych potrzeb, uznaliśmy wykrawanie za optymalne rozwiązanie, oszczędzając mu tysiące dolarów na kosztach produkcji.
Proces selekcji obejmuje ocenę pięciu kluczowych czynników:
1. Ocena wielkości produkcji
Ilość potrzebnych identycznych części ma ogromny wpływ na wybór najbardziej ekonomicznej metody cięcia:
- Prototyp/Mała seria (1-100 sztuk) Zalecane: ręczne cięcie nożem, cyfrowe cięcie płaskie Uzasadnienie: niskie koszty konfiguracji rekompensują wolniejszą prędkość produkcji
- Średnia seria (100-5000 sztuk) Zalecane: cięcie laserowe, cięcie strumieniem wody Uzasadnienie: równowaga między kosztami przygotowania a wydajnością produkcji
- Duża seria (ponad 5000 sztuk) Zalecane: Wykrawanie Uzasadnienie: Wyższe początkowe koszty narzędzi rekompensowane szybką produkcją i niskim kosztem jednostkowym
2. Zagadnienia dotyczące grubości materiału
Różne technologie cięcia mają optymalne zakresy grubości:
| Zakres grubości | Optymalne metody | Metody, których należy unikać |
|---|---|---|
| 0,5 mm-2 mm | Wycinanie matrycowe, cięcie laserowe, cięcie nożem | Frezowanie CNC (nadmierna konfiguracja) |
| 3 mm-10 mm | Wycinanie matrycowe, cięcie strumieniem wody, cięcie laserowe | Ręczne cięcie nożem (niespójne) |
| 10 mm-20 mm | Strumień wody, frezowanie CNC | Cięcie laserowe (ograniczona głębokość) |
| 20 mm+ | Frezowanie CNC, strumień wody | Większość innych metod |
3. Ocena złożoności projektu
Złożoność projektu ma istotny wpływ na wybór metody:
- Proste kształty (koła, prostokąty, podstawowe figury geometryczne) Wiele opcji do wyboru: wycinanie matrycowe zapewnia najlepszą ekonomię przy większych wolumenach
- Umiarkowana złożoność (wiele funkcji, kilka wewnętrznych wycięć) Najlepsze opcje: wykrawanie (duża objętość), laser lub strumień wody (mała i średnia objętość)
- Wysoka złożoność (skomplikowane szczegóły, ciasne funkcje wewnętrzne) Najlepsze opcje: cięcie strumieniem wody lub laserem dla większości objętości
- Funkcje 3D (zmienna grubość, powierzchnie konturowe) Jedyna realna opcja: frezowanie CNC
4. Wymagania dotyczące tolerancji
Wymagana precyzja ma bezpośredni wpływ na wybór metody:
- Tolerancja standardowa (±0,5 mm) Możliwe są różne opcje, w tym ekonomiczne cięcie nożem w przypadku mniejszych ilości
- Tolerancja precyzji (±0,2 mm) Wymaga cięcia laserowego, strumienia wody, wykrawania lub frezowania CNC
- Wysoka precyzja (±0,1 mm) Ograniczone do cięcia strumieniem wody, laserowego lub precyzyjnego wykrawania
5. Ograniczenia budżetowe
Ostateczną decyzję często determinują względy finansowe:
- Minimalna inwestycja Ręczne systemy cięcia lub cyfrowe systemy płaskie oferują najniższe koszty wejścia
- Umiarkowana inwestycja Zlecanie usług cięcia na zewnątrz firmom oferującym tę usługę zapewnia równowagę między jakością a kosztami
- Maksymalna jakość bez względu na cenę Zaawansowane systemy cięcia w naszej firmie lub dostawcy usług cięcia premium
Systematyczna ocena tych pięciu czynników pozwoli Ci z pewnością wybrać optymalną metodę cięcia dla Twojego konkretnego zastosowania. Z mojego doświadczenia wynika, że takie ustrukturyzowane podejście zapobiega kosztownym błędom i zapewnia najlepszą równowagę między jakością, kosztami i wydajnością produkcji.
Dla wielu naszych klientów idealnym rozwiązaniem jest często łączenie różnych metod cięcia w całym cyklu życia produktu — zaczynając od cięcia nożem lub strumieniem wody w fazie prototypów i początkowej produkcji niskoseryjnej, a następnie przechodząc do wykrawania w miarę zwiększania wolumenów i stabilizacji projektów.
Wniosek
Wybór odpowiedniej metody cięcia arkuszy silikonowych zależy od Twoich konkretnych potrzeb. Wykrawanie sprawdza się w przypadku dużych nakładów, cięcie strumieniem wody w przypadku skomplikowanych projektów, laser w przypadku średnich nakładów, cięcie nożem w przypadku prototypów, a frezowanie CNC w przypadku grubych materiałów. Oceniając te opcje pod kątem swoich potrzeb, osiągniesz optymalne rezultaty.








