Lepkość silikonowych części to problem, który ciągle powraca. Ostrożnie formujesz części. Wychodzą gładkie i suche. Wszystko wygląda dobrze. Miesiąc później klienci narzekają. Uszczelki są tłuste. Uchwyty przyklejają się do palców. Gryzak dla niemowląt zsuwa się z tacki.
W urządzeniach medycznych, produkty dla dzieci, czy wysokiej klasy sprzęt kuchenny, to nie tylko irytujące. To wstrzymuje dostawy. To uruchamia kontrole jakości. Czasami całe partie towaru są zatrzymywane. Najgorsze jest to, że materiał sypki zazwyczaj przechodzi wszystkie testy wytrzymałości. Tylko powierzchnia jest w dotyku nieodpowiednia.
Widzieliśmy wiele takich przypadków. Istnieją dwie główne przyczyny. Jedna to rzeczywiste uszkodzenie sieci silikonowej. Druga to przemieszczanie się małych cząsteczek na powierzchnię i pozostawianie na niej filmu. Szybko znajdź przyczynę. To oszczędza czas i pieniądze.

Ile tak naprawdę kosztuje tandeta w terenie
Lepka uszczelka medyczna może nadal idealnie przylegać podczas testu laboratoryjnego, ale jeśli pielęgniarki lub pacjenci zauważą lepkość, zaufanie szybko spada. Podobnie jest z silikonowym smoczkiem lub matą do pieczenia – użytkownicy zakładają, że się psuje lub coś wycieka.
W kategoriach regulowanych oznacza to problemy z dokumentacją, możliwe alerty terenowe, a nawet gorsze. Widzieliśmy, jak wieloletnie umowy dostaw były wstrzymywane z powodu powtarzających się raportów z testów, nawet gdy laboratoria zewnętrzne zatwierdziły większość produktów. Ukryty koszt jest zazwyczaj wyższy: godziny pracy inżynierów poświęcone na spotkania dotyczące przyczyn źródłowych, dodatkowe badania jakości, próby reformulacji i powolny upadek zaufania klientów, którzy zaczynają szukać alternatyw.
Kiedy sieć polimerowa ulega zniszczeniu
To jest trudniejsze do naprawienia, bo chemia faktycznie się zmieniła.
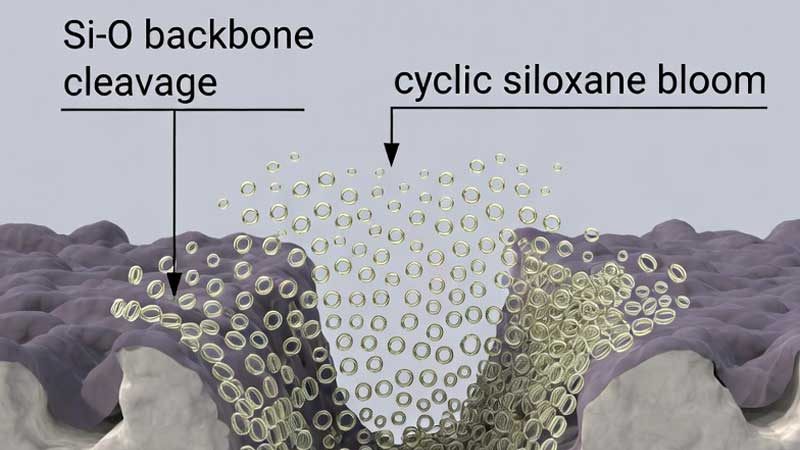
Obgadywanie i depolimeryzacja
Jeśli element jest utrzymywany w temperaturze 220–250°C zbyt długo lub jeśli pH zmienia się podczas czyszczenia lub autoklawowania parowego, łańcuch Si-O zaczyna się rozplatać z reaktywnych końców. To uwalnia cykliczne siloksany (D4 i D5 są zazwyczaj podejrzane). Są one na tyle lotne, że szybko docierają do powierzchni i pozostawiają oleistą warstwę. Najczęściej obserwowaliśmy to w grubych przekrojach, gdzie ciepło wchłania się nierównomiernie, lub gdy ktoś skróci czas schładzania przed wyjęciem z formy, a resztkowe ciepło podtrzymuje reakcję przez całą noc.
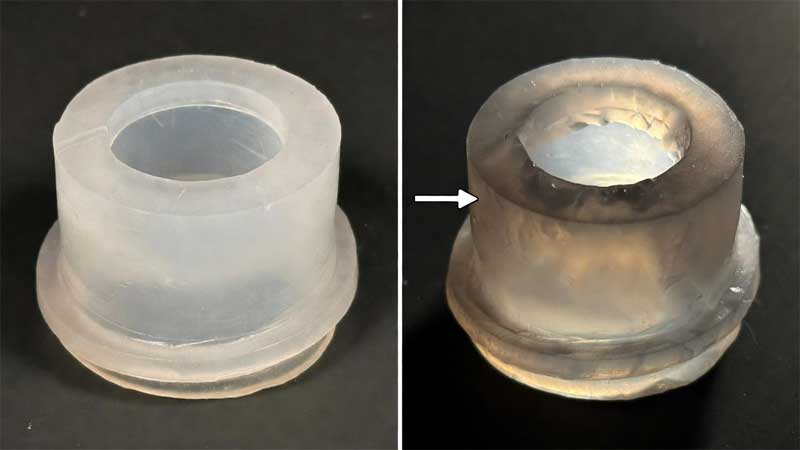
Atak oksydacyjny spowodowany długim narażeniem na ciepło
Grupy metylowe utleniają się, gdy silikon pozostaje w powietrzu w temperaturze powyżej 200°C przez godziny lub dni. Gęstość usieciowania spada w pobliżu powierzchni, materiał staje się bardziej żywiczny i pojawia się lepkość. Można to zaobserwować w uszczelkach piekarników, przewodach turbosprężarki i innych częściach narażonych na stałe działanie ciepła. Zwykle pojawia się jasnożółte lub brązowe przebarwienie, szczególnie na materiałach utwardzanych nadtlenkiem.
Wilgoć i promieniowanie UV działają razem
Wilgoć powoli hydrolizuje wiązania Si-O na powierzchni, cofając część procesu utwardzania. Promieniowanie UV uwalnia wolne rodniki, które przyspieszają przecinanie łańcuchów. Elementy pozostawione na słońcu, przechowywane w wilgotnych magazynach lub transportowane przez gorący klimat bez barier wykazują ten efekt najszybciej – czasami stają się gumowate w ciągu kilku miesięcy.
Sprawy migracyjne – zazwyczaj prawdziwy winowajca
W większości przypadków, w których pracowaliśmy, polimer jest nadal w dużej mierze nienaruszony. Problemem jest przemieszczanie się ruchomych elementów na powierzchnię lub ich wciąganie.
Pozostawione niereagujące siloksany
Nawet dobrze terapie platynowe Pozostaw śladowe ilości cyklicznych lub krótkich łańcuchów, jeśli mieszanie, stosunek katalizatora lub poziomy inhibitorów były nieznacznie nieprawidłowe. Te związki dyfundują na zewnątrz przez tygodnie, zwłaszcza gdy temperatura otoczenia wzrasta powyżej 20–25°C. Kiedyś mieliśmy przypadek, gdy miękka opaska na nadgarstek stała się lepka na tysiącach sztuk, ponieważ dozowano za mało nadtlenku wodoru (około 12 μg/m3/h). Wyglądała idealnie podczas kontroli jakości, ale w magazynach klientów stała się lepka.
Plastyfikatory wnikające z kontaktu
Silikon wchłania ftalany z tacek PVC, blistrów, etykiet lub pobliskich elementów TPE niczym gąbka. Estry pęcznieją, zmiękczają powierzchnię i pozostawiają trwałą, lepką warstwę. Po jednym nieudanym teście przechowywania, w którym uszczelki silikonowe dzieliły przestrzeń z uszczelkami PVC, straciliśmy prawie jedną trzecią partii z powodu reklamacji w niecałe pięć miesięcy. Od tego czasu trzymamy silikon w izolacji – PVC nie znajduje się w zasięgu ręki podczas pakowania lub składowania.
Oleje i smary ze środowiska
Oleje do skóry, tłuszcze kuchenne, kremy do rąk, a nawet fabryczne lubrykanty unoszące się w powietrzu, wchłaniają się ze względu na otwartą strukturę materiału. Z czasem utleniają się, tworząc lepką warstwę, którą trudno całkowicie usunąć. Doskonałym przykładem są przybory kuchenne i opaski fitness. Jedna prosta zmiana – dodanie notatki “przetrzeć łagodnym mydłem przed pierwszym użyciem” – znacząco zmniejszyła liczbę zwrotów w przypadku kilku linii produktów konsumenckich.
Rzeczy, które robimy w trakcie produkcji, aby zatrzymać proces, zanim się rozpocznie
Leczenie platynowe, gdziekolwiek to możliwe
Nadtlenek pozostawia kwaśne produkty rozkładu, które sprzyjają migracji i wykwitom. Systemy platynowe zawierają środek czyszczący o znacznie mniejszej zawartości substancji lotnych. W przypadku materiałów medycznych, przeznaczonych do kontaktu z żywnością lub innych, których trwałość ma być wieloletnia, nie stosujemy już nadtlenku, chyba że klient nalega. Dodatkowa korzyść materiałowa jest realna, ale ogranicza liczbę odrzutów i reklamacji na tyle, że uzasadnia jej stosowanie.
Pełny cykl utwardzania
Przechowujemy w temperaturze 200°C przez co najmniej cztery godziny w piecach z silną cyrkulacją, aby każda półka miała takie same warunki. To usuwa resztkowe związki cykliczne, przyspiesza proces sieciowania i podnosi temperaturę Tg, zapewniając lepszą stabilność długoterminową. Części, które pomijają ten etap lub są szybko przetwarzane, wykazują wyższą zawartość substancji ekstrahowalnych i szybciej ulegają starzeniu termicznemu/wilgotnościowemu.
Obróbka powierzchni dla wymagających specyfikacji
Gdy kluczowe jest niskie tarcie lub odporność na kurz – np. w przypadku końcówek cewników lub uszczelek noszonych na ciele – stosujemy cienkie powłoki z parylenu lub aktywację plazmową z warstwą wierzchnią z fluoru lub fenolu. Plazma podnosi energię powierzchniową, dzięki czemu warstwa wtórna dobrze się wiąże i jest bardziej odporna na przywieranie oleju niż nieobrobiony silikon.
Ścisła kontrola miękkich związków
Stopy twardości 10A–30A wymagają dodania płynu, aby osiągnąć docelową miękkość, ale granica między “idealną” a “poceniem” jest niewielka. Obecnie przeprowadzamy małe eksperymenty projektowe dla każdej nowej partii polimeru, aby ustalić dokładny poziom oleju. Kilka procent za dużo powoduje wyciek; za mało – przedwczesne rozdarcie elementu.

Jak diagnozujemy na hali produkcyjnej lub w laboratorium
Proste wycieranie IPA
Zwilż bezpyłową ściereczkę izopropanolem 99 % i mocno pocieraj lepkie miejsce przez 10–15 sekund. Jeśli klej całkowicie odparuje, a powierzchnia znów będzie sucha, masz do czynienia z migracją powierzchni lub zanieczyszczeniem. Jeśli po kilku pociągnięciach materiał pozostaje miękki i gumowaty, degradacja dotarła głębiej.
Trend twardości w czasie
Zmierz twardość Shore'a A w tym samym miejscu – dzień zerowy, następnie cztery tygodnie, dwanaście tygodni w kontrolowanym przechowywaniu. Stały spadek o 5 punktów lub więcej zazwyczaj oznacza pęknięcie łańcucha. Przypadki migracji utrzymują twardość w stanie sypkim na niemal stałym poziomie.
Szybkie skanowanie FTIR
Tryb ATR szybko wykrywa obecność ciał obcych. Czysty silikon ma czyste pasma Si-O w okolicach 1080 i 1010 cm⁻¹ oraz Si-CH₃ w okolicach 1260 i 2960 cm⁻¹. Każdy pik karbonylowy w okolicach 1720–1740 cm⁻¹ sygnalizuje obecność produktów utleniania lub wnikanie ftalanów.
| Znak / Test | Wskazuje na degradację | Punkty na migrację |
| Chusteczka IPA | Tack pozostaje lub szybko wraca | Podniesienie pinezki, powierzchnia wraca do normy |
| Zmiana brzegu A | Zauważalnie spada (5+ punktów) | Utrzymuje się w granicach 2–3 punktów |
| Zapach po podgrzaniu | Spalona guma lub lekki kwas | Oleisty, czasami lekko słodki/plastikowy |
| Czas rozpoczęcia | Powiązane z ciepłem, promieniowaniem UV lub wilgocią | Powolna budowa, często 3–12 tygodni |
| Typowe czynniki wyzwalające | Nadmierne utwardzanie, złe przechowywanie, ekspozycja | Niekompletne utwardzenie, PCV w pobliżu, oleje |
| Ekstrahowalne w rozpuszczalniku | Umiarkowany | Zwykle wyższe (cykliczne, estry) |
| Stały? | Wymaga usunięcia lub reformułacji | Często można to naprawić poprzez czyszczenie |

Podstawy przechowywania i obsługi, które mają znaczenie
Przechowywać w temperaturze poniżej 25°C i wilgotności 50 %. Używać toreb lub tacek polietylenowych – nigdy nie stosować w bezpośrednim kontakcie z PVC ani tekturą. Należy zgłaszać niezgodności materiałowe podczas wstępnych testów projektowych, aby uniknąć kontaktu silikonu z elementem o dużej zawartości plastyfikatorów.
Wniosek
Silikon jest pod wieloma względami wytrzymały i wyrozumiały, ale nie jest kuloodporny. Lepkość prawie zawsze wynika z wyborów dotyczących surowców, detali utwardzania, obróbki końcowej oraz sposobu przechowywania i montażu części. Wystarczy je odpowiednio dobrać, a problem praktycznie zniknie.