Fabricantes industriais têm dificuldade em transformar folhas de silicone padrão em componentes precisos. Os métodos de corte tradicionais frequentemente resultam em bordas irregulares, imprecisões dimensionais e desperdício de material, causando atrasos na produção e problemas de qualidade.
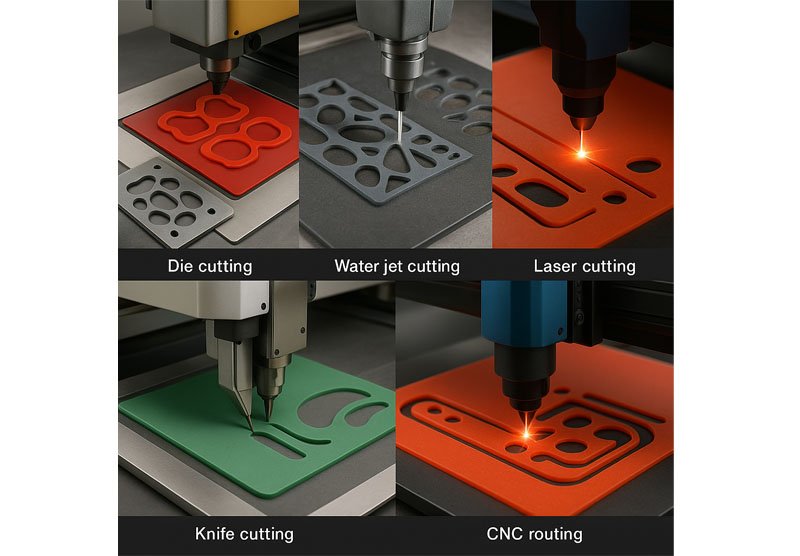
As chapas de silicone podem ser cortadas sob medida por meio de corte e vinco, corte a jato de água, corte a laser, corte com faca e fresamento CNC. Cada método oferece diferentes vantagens em termos de precisão, qualidade da borda, custo de ferramentas e capacidade de volume de produção, sendo o corte e vinco o mais econômico para grandes tiragens e o jato de água ideal para projetos complexos.
Após anos ajudando clientes a transformar chapas de silicone padrão em componentes projetados com precisão, adquiri insights valiosos sobre os pontos fortes e fracos de cada método de corte. Deixe-me guiá-lo pelas opções para ajudá-lo a selecionar a abordagem perfeita para as necessidades específicas da sua aplicação.
Como o corte e vinco transforma folhas de silicone em componentes precisos?
Engenheiros de fabricação frequentemente enfrentam dificuldades para produzir consistentemente peças de silicone idênticas. O corte manual cria variações entre as peças, enquanto ferramentas de corte básicas não conseguem atingir os formatos complexos necessários para aplicações especializadas.
O corte e vinco utiliza matrizes metálicas personalizadas para estampar ou prensar folhas de silicone, criando peças idênticas com bordas limpas. Esse processo pode atingir tolerâncias de até ±0,1 mm e produzir milhares de peças idênticas por hora, tornando-o ideal para grandes volumes de produção.

O padrão ouro para produção de alto volume
O corte e vinco tem sido a espinha dorsal da nossa produção de componentes de silicone personalizados há mais de uma década. Lembro-me de quando um cliente nos contatou para produzir 50.000 juntas de silicone por mês para sua nova linha de mamadeiras. O corte e vinco foi a escolha óbvia, permitindo-nos oferecer qualidade consistente e, ao mesmo tempo, manter os custos unitários notavelmente baixos.
Este processo utiliza matrizes metálicas especialmente projetadas (basicamente cortadores de biscoitos sofisticados) para perfurar formas idênticas em folhas de silicone. As matrizes podem ser criadas em praticamente qualquer formato, desde simples círculos e retângulos até geometrias complexas com recortes internos e detalhes precisos nas bordas.
Tipos de corte e vinco para silicone
Existem diversas variações de tecnologia de corte e vinco, cada uma com vantagens específicas:
- Corte e vinco de mesa plana Essa abordagem tradicional utiliza prensas hidráulicas para forçar matrizes de aço através do silicone. É excelente para chapas de silicone de média a espessura (2 mm a 10 mm) e oferece um bom equilíbrio entre precisão e velocidade de produção.
- Corte e vinco rotativo Para produção em volume extremamente alto, o corte e vinco rotativo utiliza matrizes cilíndricas montadas em tambores rotativos. Embora o custo inicial da ferramenta seja maior, a velocidade de produção pode chegar a milhares de peças por hora, reduzindo drasticamente os custos unitários para grandes tiragens.
- Corte e vinco com clicker Esta variação utiliza uma prensa de viga oscilante e é particularmente eficaz para chapas de silicone mais espessas (5 mm a 20 mm), que exigem maior força de corte. Oferece excelente precisão, mas opera em velocidades mais baixas do que os sistemas rotativos.
| Método de corte e vinco | Espessura ideal da chapa | Velocidade de produção | Custo de ferramental | Precisão |
|---|---|---|---|---|
| Plataforma | 2 mm-10 mm | Médio | Moderado | ±0,2 mm |
| Rotativo | 0,5 mm-5 mm | Muito alto | Alto | ±0,1 mm |
| Clicker | 5 mm-20 mm | Baixo-Médio | Moderado | ±0,25 mm |
Vantagens e Limitações
O corte e vinco se destaca em cenários que exigem:
- Produção de alto volume (normalmente mais de 1.000 peças idênticas)
- Repetibilidade consistente de peça para peça
- Qualidade de borda limpa e profissional
- Preço unitário econômico
No entanto, ele tem limitações:
- Altos custos iniciais de ferramentas (normalmente $500-$2.500 por matriz)
- Flexibilidade limitada para alterações de design (requer novas matrizes)
- Não é econômico para pequenas produções
- Potencial desperdício de material entre as peças cortadas
Para muitos dos nossos clientes industriais, o investimento inicial em matrizes se paga rapidamente, com custos de mão de obra reduzidos e qualidade aprimorada. Um cliente da indústria automotiva calculou que suas ferramentas de corte e vinco se pagaram após apenas 5.000 peças, com cada peça subsequente representando uma economia significativa em comparação com o processo de corte manual anterior.
Por que o corte com jato de água é ideal para projetos complexos de chapas de silicone?
Engenheiros frequentemente precisam de componentes de silicone complexos com características internas complexas. Métodos de corte tradicionais não conseguem atingir esses designs, forçando comprometimentos na funcionalidade do produto ou exigindo a montagem de múltiplas peças.
O corte por jato de água utiliza um jato de água de alta pressão misturado com partículas abrasivas para cortar com precisão as folhas de silicone sem distorção térmica. Este método atinge tolerâncias de ±0,1 mm, permite cortar geometrias complexas com características internas e não requer custos com ferramentas, tornando-o perfeito para prototipagem e produções de baixa a média escala.

Precisão sem compromisso
O corte a jato de água revolucionou nossa abordagem para componentes complexos de silicone. No ano passado, trabalhei com um fabricante de dispositivos médicos que precisava de juntas de silicone complexas, com múltiplas características internas e espessuras variadas. O corte tradicional exigiria ferramentas proibitivamente caras, mas o corte a jato de água nos permitiu produzir essas peças complexas com precisão perfeita.
Essa tecnologia de corte utiliza um jato de água extremamente fino, pressurizado a 60.000 PSI, frequentemente misturado com partículas abrasivas de granada, para cortar o material de silicone como uma faca microscópica. O processo é totalmente controlado por computador, traduzindo designs digitais diretamente em peças acabadas, sem a necessidade de ferramentas físicas.
Capacidades técnicas de corte por jato de água
A tecnologia de jato de água oferece precisão e versatilidade notáveis:
- Precisão de corte: Normalmente ±0,1 mm, com sistemas de ponta atingindo ±0,05 mm
- Tamanho mínimo do recurso: Tão pequeno quanto 0,5 mm para folhas finas
- Faixa de espessura do material: Corta eficazmente silicone de 0,5 mm a 50 mm de espessura
- Largura do corte: Normalmente 0,5 mm-1,0 mm (a largura do material removido durante o corte)
- Velocidade de corte: 50-500 mm/minuto dependendo da espessura e dos requisitos de precisão
Uma das vantagens mais significativas do corte a jato de água é a capacidade de criar características internas complexas sem distorcer o material circundante. Como não há calor envolvido (ao contrário do corte a laser), não há risco de deformação térmica ou alterações nas propriedades do material perto da borda de corte.
Aplicações perfeitas para corte por jato de água
A tecnologia de jato de água é particularmente valiosa para:
- Prototipagem e Desenvolvimento de Produto Sem custos de ferramentas, os projetos podem ser rapidamente modificados e recortados, permitindo iteração rápida durante as fases de desenvolvimento.
- Produção de baixa a média tiragem Economicamente viável para tiragens de 1 a 1.000 peças onde os custos com ferramentas de corte e vinco seriam proibitivos.
- Geometrias Complexas Excelente no corte de formas complexas, raios estreitos e características internas que seriam difíceis ou impossíveis com outros métodos.
- Corte de materiais mistos Pode cortar folhas de silicone reforçadas contendo camadas de fibra de vidro ou tecido que podem causar problemas com outras tecnologias de corte.
A principal limitação do corte a jato de água é a velocidade de produção. Embora seja perfeito para precisão e flexibilidade, ele não consegue igualar a velocidade de saída bruta do corte e vinco para produção em grande volume. Para muitos de nossos clientes, utilizamos o corte a jato de água para a produção inicial e prototipagem, passando para o corte e vinco quando os projetos são finalizados e os volumes aumentam.
Como o corte a laser equilibra a precisão e a velocidade de produção de chapas de silicone?
Designers de produtos enfrentam desafios quando precisam de designs complexos e quantidades de produção moderadas. O corte manual carece de precisão, enquanto o corte e vinco exige ferramentas caras, difíceis de justificar para tiragens médias.
O corte a laser utiliza energia luminosa focalizada para cortar com precisão folhas de silicone com uma largura de corte estreita de 0,1 a 0,2 mm. Este processo controlado por computador atinge tolerâncias de ± 0,1 mm, não requer ferramentas físicas e pode processar de 50 a 100 peças por hora, tornando-o adequado para a produção em médio volume de designs complexos.

A solução de corte de alta tecnologia
O corte a laser representa o meio-termo perfeito entre o jato de água e o corte e vinco para muitos dos nossos clientes. Recentemente, ajudei um fabricante de eletrônicos de consumo que precisava de 5.000 juntas de silicone personalizadas com dimensões precisas para o lançamento de um novo produto. O corte a laser proporcionou o equilíbrio perfeito entre velocidade e precisão de produção, sem a necessidade de ferramentas caras.
Essa tecnologia utiliza um feixe de energia luminosa focalizado para vaporizar o material de silicone ao longo de um caminho de corte programado. O processo é totalmente controlado por computador, permitindo incrível precisão e flexibilidade de design. No entanto, é importante observar que o corte a laser funciona melhor com formulações específicas de silicone, pois alguns tipos podem produzir subprodutos nocivos ao serem vaporizados.
Considerações técnicas para corte a laser de silicone
O corte a laser de silicone requer um controle cuidadoso dos parâmetros:
- Configurações de energia: Normalmente 50-150 watts para folhas de silicone
- Velocidade de corte: 10-30 mm/segundo dependendo da espessura
- Distância focal: Ajustado com base na espessura do material
- Gás de assistência: Geralmente nitrogênio para evitar queimaduras e melhorar a qualidade da borda
O principal desafio do corte a laser de silicone é o gerenciamento das zonas afetadas pelo calor (ZTA). Ao contrário dos metais, o silicone pode sofrer leves carbonizações ou alterações na superfície próxima à borda de corte. Os sistemas a laser modernos minimizam esse efeito, mas ele continua sendo uma consideração importante para aplicações com requisitos rigorosos de propriedades do material.
| Tipo de silicone | Adequação de corte a laser | Considerações especiais |
|---|---|---|
| Uso geral | Bom | Carbonização mínima com configurações adequadas |
| Curado com platina | Justo | Pode exigir velocidades mais lentas para evitar danos causados pelo calor |
| Fluorosilicone | Pobre | Pode liberar subprodutos nocivos quando aquecido |
| Reforçado | Variável | Depende do material de reforço |
Aplicações ideais para corte a laser
A tecnologia laser se destaca nestes cenários:
- Volumes médios de produção Perfeito para tiragens de 100 a 5.000 peças onde a velocidade é importante, mas o ferramental de matriz não é justificado
- Tolerâncias rigorosas Alcança precisão comparável ao jato de água, mas com velocidades de produção mais rápidas
- Marcação e Corte Pode cortar formas e gravar marcas de identificação em uma única operação
- Retorno rápido Os programas podem ser ajustados rapidamente para mudanças de design sem novas ferramentas
Um cliente da indústria aeroespacial valoriza particularmente o corte a laser para seus componentes de silicone, pois permite a inclusão de códigos QR e números de peça diretamente em cada peça durante o processo de corte. Essa capacidade de marcação integrada agiliza seus processos de gestão de estoque e controle de qualidade.
As principais limitações do corte a laser de silicone incluem potencial carbonização das bordas, limitações de espessura (tipicamente até 10 mm) e problemas de compatibilidade de materiais. Para aplicações que exigem bordas absolutamente impecáveis ou que envolvam determinadas formulações especiais de silicone, o corte a jato de água pode ser preferível, apesar de sua velocidade mais lenta.
Quando os métodos de corte com faca manual e semiautomático são apropriados para folhas de silicone?
Pequenas empresas e startups muitas vezes não conseguem justificar equipamentos de corte caros para necessidades limitadas de produção. Isso as obriga a escolher entre terceirizar (com pedidos mínimos altos) ou lidar com ferramentas inadequadas que produzem resultados inconsistentes.
O corte com facas abrange métodos que vão desde o corte manual com facas de precisão até sistemas semiautomáticos que utilizam facas oscilantes ou de arrasto. Essas abordagens exigem investimento mínimo em ferramentas, podem atingir tolerâncias de ±0,5 mm com operadores qualificados e são econômicas para pequenas séries de produção de 1 a 100 peças.

Soluções econômicas para produção em pequena escala
Não subestime o valor de métodos de corte com faca bem executados. Quando comecei na indústria de silicone, eu pessoalmente cortava à mão protótipos de juntas para um cliente que mais tarde se tornou um dos nossos maiores clientes. Essa flexibilidade inicial para pequenos lotes permitiu que eles testassem o produto antes de se comprometerem com séries maiores de produção.
O corte com facas abrange diversas abordagens, desde totalmente manual até semiautomatizada:
Corte de precisão manual
Utilizando ferramentas de corte e moldes especializados, técnicos qualificados podem produzir componentes de silicone com precisão surpreendente. Essa abordagem requer:
- Réguas ou gabaritos de aço de precisão
- Ferramentas de corte afiadas projetadas especificamente para elastômeros
- Superfícies de corte estáveis (normalmente tapetes de corte auto-reparadores)
- Operadores qualificados com experiência em fabricação de silicone
Embora exija muita mão de obra, esse método praticamente não exige investimento de capital e pode ser ideal para tiragens extremamente pequenas ou desenvolvimento de protótipos. Com operadores experientes, tolerâncias de ±0,5 mm são alcançáveis para geometrias simples.
Cortadores digitais de mesa
Esses sistemas semiautomáticos representam uma melhoria significativa em relação ao corte manual, embora permaneçam muito mais acessíveis do que os sistemas de jato de água ou laser:
- Cabeça de corte controlada por computador (oscilante, faca de arrasto ou rotativa)
- Mesa de vácuo para manter o material no lugar
- Interface de design digital para criação precisa de padrões
- Velocidades de produção de 10 a 30 peças por hora
Esses sistemas normalmente custam entre $10.000 e $50.000 (em comparação com mais de $100.000 para sistemas a laser ou jato de água) e oferecem um bom equilíbrio entre precisão e preço acessível para pequenas e médias empresas. Podem atingir tolerâncias de ±0,2 mm com configuração e operação adequadas.
| Método de corte com faca | Investimento inicial | Precisão | Velocidade de produção | Melhores Aplicações |
|---|---|---|---|---|
| Corte manual | $100-$500 | ±0,5 mm | 5-10 peças/hora | Protótipos, itens únicos |
| Corte de molde | $500-$2,000 | ±0,3 mm | 10-15 peças/hora | Pequenas tiragens, formas simples |
| Mesa digital plana | $10,000-$50,000 | ±0,2 mm | 10-30 peças/hora | Pequenas e médias tiragens, designs variados |
Cenários perfeitos para corte de faca
Esses métodos se destacam em diversas situações específicas:
- Operações de inicialização Quando o capital é limitado, mas são necessárias pequenas capacidades de produção
- Prototipagem Para um rápido retorno de peças de teste antes de se comprometer com métodos de produção mais caros
- Produção em série muito pequena Quando produzir apenas 1-100 peças idênticas não justifica métodos mais caros
- Folhas grossas de silicone Particularmente eficaz para cortar materiais mais espessos (10 mm+) que podem desafiar outros métodos
Um de nossos clientes, uma loja de peças automotivas personalizadas, utiliza corte digital com faca exclusivamente para seus componentes de silicone. Com tiragens tipicamente inferiores a 50 peças, a flexibilidade e os baixos custos de ferramentas combinam perfeitamente com seu modelo de negócios de criação de peças especializadas para veículos de coleção.
Como o roteamento CNC fornece precisão para chapas de silicone espessas?
Os fabricantes têm dificuldade em cortar chapas grossas de silicone com precisão, especialmente quando são necessários recursos 3D complexos. Os métodos de corte padrão frequentemente falham com materiais mais espessos, resultando em bordas irregulares e imprecisões dimensionais.
O roteamento CNC utiliza ferramentas de corte rotativas controladas por computador para moldar com precisão folhas de silicone, especialmente as mais espessas (10 mm ou mais). Este método permite atingir tolerâncias de ± 0,2 mm, criar bordas chanfradas e contornos 3D e processar materiais de até 50 mm de espessura, tornando-o ideal para aplicações especializadas que exigem componentes de silicone espessos.

Dominando a fabricação de materiais espessos
A fresagem CNC resolveu desafios de corte aparentemente impossíveis para muitos dos nossos clientes que trabalham com chapas grossas de silicone. Recentemente, colaborei com um fabricante de equipamentos industriais que precisava de almofadas de amortecimento de silicone de 25 mm de espessura com bordas anguladas e bolsos internos precisos. A fresagem CNC foi a única solução viável, proporcionando exatamente o que os métodos de corte convencionais não conseguiam.
Esta tecnologia utiliza ferramentas de corte rotativas montadas em um sistema de pórtico controlado por computador para remover material com precisão, de acordo com trajetórias de ferramentas programadas. Ao contrário de outros métodos de corte que simplesmente separam o material ao longo de uma linha, o roteamento CNC pode criar recursos tridimensionais como:
- Bordas chanfradas ou chanfradas
- Bolsos e reentrâncias de profundidades variadas
- Transições de espessura escalonadas
- Superfícies texturizadas
- Contornos 3D complexos
Aspectos técnicos do silicone para roteamento CNC
O roteamento bem-sucedido do silicone requer conhecimento especializado:
- Seleção de ferramentas: Fresas de topo de metal duro com geometrias específicas para elastômeros
- Velocidades do fuso: Geralmente menor do que para materiais rígidos (5.000-15.000 RPM)
- Taxas de alimentação: Cuidadosamente controlado para evitar a deformação do material
- Fixação: Essencial para segurar folhas de silicone flexíveis com segurança durante a usinagem
- Resfriamento: Frequentemente necessário para evitar o acúmulo de calor que pode danificar as propriedades do silicone
O principal desafio do silicone para fresamento CNC é gerenciar a flexibilidade e a elasticidade do material. Ao contrário de materiais rígidos que mantêm sua posição durante a usinagem, o silicone pode flexionar e deformar sob forças de corte. Isso requer soluções de fixação especializadas e um controle cuidadoso dos parâmetros de usinagem.
Aplicações perfeitas para roteamento CNC
Essa tecnologia se destaca em vários cenários específicos:
- Processamento de materiais espessos Ideal para folhas de silicone de 10 mm a 50 mm de espessura que desafiariam outros métodos de corte
- Criação de recursos 3D Quando os componentes exigem espessuras e bolsos variados,
- Requisitos de tolerância rigorosos Pode atingir tolerâncias consistentes de ±0,2 mm mesmo em materiais espessos
- Operações Mistas Combinando corte, perfuração e texturização de superfície em uma única configuração
| Espessura do material | Vantagem do roteamento CNC | Limitações do Método Alternativo |
|---|---|---|
| 10-20 mm | Qualidade de borda limpa, estabilidade dimensional | O corte e vinco requer força excessiva, o corte a laser tem profundidade limitada |
| 20-30 mm | Capacidade de criar recursos 3D | O jato de água pode causar deflexão do material e cortes inconsistentes |
| 30-50 mm | Controle preciso da espessura em grandes áreas | A maioria dos outros métodos não consegue processar essa espessura |
Um cliente fabricante especializado em sistemas de isolamento de vibração utiliza exclusivamente roteamento CNC para seus componentes de silicone espesso. Eles valorizam especialmente a capacidade de criar perfis de espessura variável que otimizam o desempenho de amortecimento, mantendo dimensões de montagem precisas — algo impossível com os métodos de corte tradicionais.
Limitações a considerar
Embora poderoso, o roteamento CNC tem algumas desvantagens:
- Velocidade de produção mais lenta em comparação ao corte e vinco
- Maiores custos de programação e configuração
- Potencial de desgaste da ferramenta afetando as dimensões durante longas execuções
- Não é econômico para materiais muito finos (abaixo de 3 mm)
Para muitas aplicações especializadas que exigem a fabricação de silicone espesso, essas limitações são amplamente superadas pelos recursos exclusivos que o roteamento CNC oferece. Ao avaliar este método, recomendo considerar todo o ciclo de vida da produção, incluindo possíveis alterações de projeto e necessidades de produção a longo prazo.
Como você seleciona o método de corte ideal para sua aplicação específica?
Engenheiros frequentemente selecionam métodos de corte com base na familiaridade e não na adequação, resultando em custos desnecessários, problemas de qualidade ou atrasos na produção. Sem um processo de avaliação sistemático, as empresas frequentemente utilizam abordagens de fabricação abaixo do ideal.
O método de corte ideal depende de cinco fatores principais: volume de produção, espessura do material, complexidade do projeto, requisitos de tolerância e restrições orçamentárias. O corte e vinco é excelente para grandes volumes, o jato de água para projetos complexos, o laser para tiragens médias, o corte com faca para protótipos e o roteamento CNC para materiais espessos.

Fazendo a escolha certa sempre
Depois de ajudar centenas de clientes a escolher o melhor método de corte para seus componentes de silicone, desenvolvi uma abordagem sistemática para essa decisão. No mês passado, orientei John nesse processo exato quando sua empresa precisou de componentes de silicone cortados sob medida para uma nova linha de produtos para bebês. Ao avaliar cuidadosamente suas necessidades específicas, identificamos o corte e vinco como a solução ideal, economizando milhares de dólares em custos de produção.
O processo de seleção envolve a avaliação de cinco fatores críticos:
1. Avaliação do Volume de Produção
A quantidade de peças idênticas necessárias impacta drasticamente o método de corte mais econômico:
- Protótipo/Pequena tiragem (1-100 peças) Recomendado: Corte manual com faca, corte digital plano Justificativa: Os baixos custos de configuração superam a velocidade de produção mais lenta
- Tiragem média (100-5.000 peças) Recomendado: Corte a laser, corte a jato de água Justificativa: Equilíbrio entre custos de configuração e eficiência de produção
- Grande tiragem (mais de 5.000 peças) Recomendado: Corte e vinco Justificativa: Maior custo inicial de ferramental compensado pela produção rápida e baixo custo por peça
2. Considerações sobre a espessura do material
Diferentes tecnologias de corte têm faixas de espessura ideais:
| Faixa de espessura | Métodos Ótimos | Métodos para evitar |
|---|---|---|
| 0,5 mm-2 mm | Corte e vinco, corte a laser, corte com faca | Roteamento CNC (configuração excessiva) |
| 3 mm-10 mm | Corte e vinco, jato de água, corte a laser | Corte manual com faca (inconsistente) |
| 10 mm-20 mm | Jato de água, roteamento CNC | Corte a laser (profundidade limitada) |
| 20 mm+ | Roteamento CNC, jato de água | A maioria dos outros métodos |
3. Avaliação da complexidade do projeto
A complexidade do seu design impacta significativamente a seleção do método:
- Formas simples (círculos, retângulos, geometrias básicas) Várias opções viáveis: o corte e vinco oferece a melhor economia para volumes maiores
- Complexidade moderada (vários recursos, alguns recortes internos) Melhores opções: corte e vinco (alto volume), laser ou jato de água (baixo-médio volume)
- Alta complexidade (detalhes intrincados, recursos internos rígidos) Melhores opções: corte a jato de água ou a laser para a maioria dos volumes
- Recursos 3D (espessura variável, superfícies contornadas) Única opção viável: roteamento CNC
4. Requisitos de tolerância
A precisão necessária influencia diretamente a seleção do método:
- Tolerância padrão (±0,5 mm) Várias opções viáveis, incluindo corte econômico de facas para volumes menores
- Tolerância de precisão (±0,2 mm) Requer corte a laser, jato de água, corte e vinco ou roteamento CNC
- Alta precisão (±0,1 mm) Limitado a jato de água, laser ou corte de precisão
5. Restrições orçamentárias
Considerações financeiras geralmente determinam a decisão final:
- Investimento mínimo Os sistemas de corte manual ou de mesa digital oferecem o menor custo inicial
- Investimento moderado A terceirização para prestadores de serviços de corte oferece equilíbrio entre qualidade e custo
- Máxima qualidade independentemente do custo Sistemas de corte avançados internos ou prestadores de serviços de corte premium
Ao avaliar sistematicamente esses cinco fatores, você pode selecionar com segurança o método de corte ideal para sua aplicação específica. Na minha experiência, essa abordagem estruturada evita erros dispendiosos e garante o melhor equilíbrio entre qualidade, custo e eficiência de produção.
Para muitos dos nossos clientes, a solução ideal geralmente envolve a combinação de vários métodos de corte ao longo do ciclo de vida de um produto — começando com corte com faca ou jato de água durante a prototipagem e produção inicial de baixo volume, depois passando para o corte e vinco conforme os volumes aumentam e os designs se estabilizam.
Conclusão
A escolha do método de corte correto para suas chapas de silicone depende de suas necessidades específicas. O corte e vinco é excelente para grandes volumes, o jato de água para designs complexos, o laser para tiragens médias, o corte com faca para protótipos e o roteamento CNC para materiais espessos. Ao avaliar essas opções em relação às suas necessidades, você alcançará os melhores resultados.








