Подрезы часто создают проблемы на производственном участке. Если деталь имеет незапланированный подрез, она может застрять во время извлечения. Гибкие материалы, такие как ЛСР или ТПЭ Если конструкция пресс-формы не соответствует свойствам материала, детали могут растянуться, порваться или оставить следы на поверхности. Небольшие ошибки могут привести к цепной реакции. Одна заклинившая деталь может остановить работу станка на несколько минут, а иногда и на несколько часов, если потребуется осмотр или регулировка пресс-формы.
Опытные команды быстро понимают, что планирование подрезов экономит время и средства. Вы не только предотвращаете застревание деталей, но и сокращаете брак, минимизируете износ инструмента и избегаете увеличения времени цикла. Даже незначительные элементы, такие как защелка или небольшая канавка, могут создать проблемы, если их игнорировать на ранних этапах проектирования.

Оценка необходимости подрыва
Некоторые элементы почти всегда требуют подрезки:
- Защелкивающиеся застежки на откидных чехлах или медицинских корпусах
- Вертикальная резьба, выступы или прорези для проволоки
- Толстостенные сердечники предотвращают усадку и деформацию.
Не каждый выступ или паз требует бокового механизма или эластичного отрыва. Иногда проблему решает регулировка конусности стенки или небольшое перемещение линии разъема. На тонкостенном покрытии из LSR перемещение выступа всего на 1 мм и добавление небольшого угла уклона устранили необходимость в двух боковых механизмах. Время цикла сократилось, а процент брака снизился.
Принимая решение, учитывайте сложность пресс-формы, объем производства и простоту обслуживания. Иногда отказ от бокового воздействия оправдывает небольшую переработку конструкции детали. Экономия на механической обработке и сложности пресс-формы обычно перевешивает незначительный компромисс в конструкции.
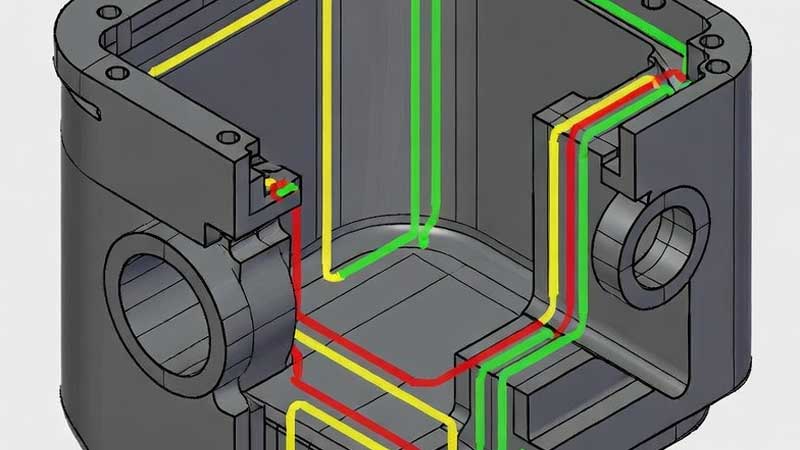
Стратегия расставания
The разделительная линия Определяет, как происходит разделение деталей в пресс-форме. Это влияет на извлечение деталей, качество поверхности и точность сборки.
Основные правила:
- Никогда не проводите линию по кромкам или поверхностям защелкивания.
- Избегайте мест соединения двух деталей на сборочных поверхностях.
- Зигзагообразные линии помогают снять напряжение во время выталкивания, но увеличивают время обработки.
- Даже смещение лески на 1–2 мм может предотвратить появление небольших следов от трения.
Пример таблицы: Рекомендации по разделительной линии
| Особенность | Размещение линий | Эффект | Примечание |
| Защелкивающаяся застежка | Сторона | Защищает поверхность. | Рекомендуемая сквозная температура >2° |
| Толстостенная | Центральная линия | Уменьшает следы от усадки | Может потребоваться небольшая конусность сердечника. |
| Запаечная кромка | Избегать | Обеспечивает герметичность | План запорной поверхности |
Ранняя корректировка линии разъема может устранить конфликты, связанные с подрезами, уменьшить сложность пресс-формы и сократить производственные циклы. В недавних проектах небольшое перемещение линии позволило обработать три элемента с подрезами без использования дополнительных стержней.
Отклонение для эластичных функций
Метод Bump-off использует эластичность материала для устранения небольших подрезов. Он лучше всего подходит для тонких стенок, гибких застежек и небольших кнопок.
Рекомендации:
- Угол наклона: 30°–45°
- Избегайте ребер, острых углов и толстых участков.
- Рассчитайте пространство выброса, чтобы предотвратить чрезмерное растяжение.
На производственной линии тонкий гибкий язычок неоднократно выходил из строя, оставляя небольшие следы от натяжения. Регулировка угла отрыва до 35° решила проблему. Производство шло бесперебойно, одновременно выпускались тысячи деталей.
Даже небольшие корректировки — перемещение точки среза на 0,5 мм или добавление уклона на 1–2° — могут устранить следы без перепроектирования пресс-формы.
Боковые направляющие для жестких элементов
Боковые выталкивающие устройства необходимы в тех случаях, когда элементы не могут быть вытолкнуты вдоль главной оси:
- Внутренняя резьба, глубокие полости или жесткие выступы
- Пространство должно обеспечивать свободное передвижение.
- Движение должно быть вертикальным; наклонные направляющие усложняют изготовление пресс-форм.
- Тяговые поверхности, контактирующие с сердечниками.
- Для увеличения срока службы сердечника выбирайте материалы и покрытия с низким коэффициентом трения.
Регулярное техническое обслуживание крайне важно. Заусенцы или грязь на боковой части механизма могут привести к царапинам или деформации деталей. Еженедельный осмотр и смазка предотвращают износ и поддерживают исправность деталей.

Выбор материала влияет на конструкцию подрезки.
Поведение материала определяет, какие характеристики являются осуществимыми:
- LSR: упругий, с небольшими подрезами, часто выталкивается без дополнительных механизмов.
- TPE: менее эластичен, может потребоваться использование сердечников с боковым воздействием.
- Наполненные силиконы: повышенная жесткость, требуется тщательное планирование.
Это наглядно демонстрирует толстостенная деталь из LSR с множеством защелок. Эластичность материала позволила заменить два боковых действия выталкивающими элементами, что упростило пресс-форму, снизило стоимость и ускорило производство.
Баланс между дизайном, стоимостью и производством
Каждый подрез увеличивает стоимость, время цикла и сложность. В цеху:
- Включайте только необходимые для функционирования подрезы.
- Отрегулируйте углы тяги, чтобы уменьшить силы выброса.
- Используйте средство для отслаивания, если достаточно эластичности.
- Сначала проанализируйте заключительные строки, чтобы избежать сложных механизмов.
Матрица принятия решений по подрыву
| Тип | Материал | Метод | Риск |
| Защелкивающаяся застежка | ЛСР | Удар | Отметки для снятия отметок, если сквозняк <30° |
| Внутренний поток | ТПЭ | Боковые действия | Износ сердечника, следы трения |
| Полость с толстыми стенками | ЛСР/ТПЭ | Отрегулируйте линию разъема | Усадка, следы от усадки |
Исследования показывают, что сочетание небольших изменений в конструкции, размещения выступов и выборочных боковых воздействий эффективно решает большинство проблем, связанных с подрезкой. Количество отходов уменьшается, циклы сокращаются, срок службы пресс-формы увеличивается.

Анализ производственных процессов
- Каждая движущаяся часть пресс-формы добавляет секунды к циклу. Исключение ненужных боковых движений экономит время при больших объемах производства.
- Упругие свойства материала часто недооцениваются. Небольшая корректировка конусности стенок предотвращает разрывы и появление поверхностных царапин.
- Анализ DFM-моделирования позволяет выявить проблемы с подрезами до начала изготовления пресс-формы. Раннее наблюдение за поведением при выталкивании позволяет внести корректировки до окончательного утверждения.
Небольшие корректировки уклона, линии разъема или положения выступов оказывают непропорционально большое влияние на качество детали. Инженеры часто наблюдают за процессом извлечения детали и корректируют углы на 1–2° для оптимизации результатов. Эти незначительные изменения экономят часы, которые могли бы быть потрачены на последующую диагностику и устранение неполадок.
Заключение
Подрезы должны существовать только тогда, когда этого требует функциональность. Тщательный выбор материала, планирование линии разъема, конструкция выталкивателя и интеграция бокового действия обеспечивают высокое качество и надежность производства. Раннее сотрудничество между командами разработчиков и производства позволяет избежать неожиданностей, сократить количество брака и продлить срок службы пресс-формы.
Понимание того, как силикон ведет себя под давлением, как формы взаимодействуют с элементами конструкции и как незначительные корректировки влияют на производство, имеет ключевое значение. Принятие правильных проектных решений на начальном этапе предотвращает недели дорогостоящего устранения неполадок. Надежные результаты достигаются путем наблюдения, тестирования и корректировки в реальных производственных условиях, а не на основе произвольных правил проектирования.