Многие команды принимают решение о выборе между системой горячего и холодного впрыска топлива на очень ранних этапах. И во многих случаях решение сводится к одному фактору — цене пресс-формы.
На бумаге это кажется разумным. Более низкие первоначальные затраты выглядят более безопасными.
Но как только пресс-форма запускается в производство, становится видна реальная картина. Начинает расти количество брака. Время цикла не соответствует ожиданиям. Детали немного отличаются друг от друга в разных полостях. Тогда люди понимают, что система литников — это не просто небольшая конструктивная деталь.
Она контролирует движение материала, его охлаждение и стабильность процесса во времени.
Это становится еще более очевидным при работе с силиконом или эластомерами. Эти материалы плохо переносят нестабильную текучесть или перепады температуры.
Таким образом, настоящий вопрос заключается не в том, “какой из них дешевле”, а в том, “какой из них подходит для данного продукта и процесса”.”

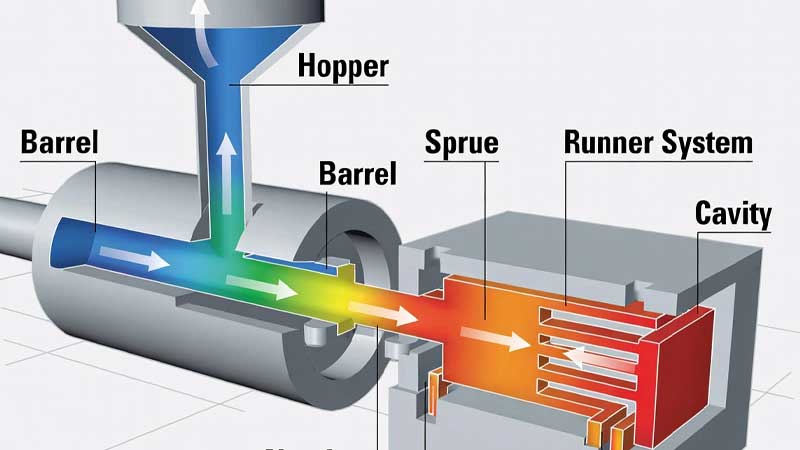
Что на самом деле делает система Runner
Большинство объяснений ограничиваются фразой “литник подает материал в полость”. Технически это верно, но в реальном производстве не очень полезно.
На практике литниковая система контролирует два момента, которые ежедневно волнуют операторов: как течет материал и что с ним происходит до того, как он достигнет детали.
Поведение потока — это не только наполнение.
При прохождении материала через литниковый канал происходит его сдвиг. Если литниковый канал слишком узкий, сдвиг быстро увеличивается. В этот момент могут появиться следы текучести, струйное вытекание или нестабильное заполнение.
В случае с силиконовыми деталями ситуация может быть еще хуже. Вы можете не заметить очевидных дефектов, но тактильные ощущения или эластичность могут стать непостоянными. Для таких изделий, как клавиатуры или уплотнители, это уже проблема.
Таким образом, направляющая — это не просто канал. Она является частью системы управления технологическим процессом.
Термическая история имеет большее значение, чем кажется на первый взгляд.
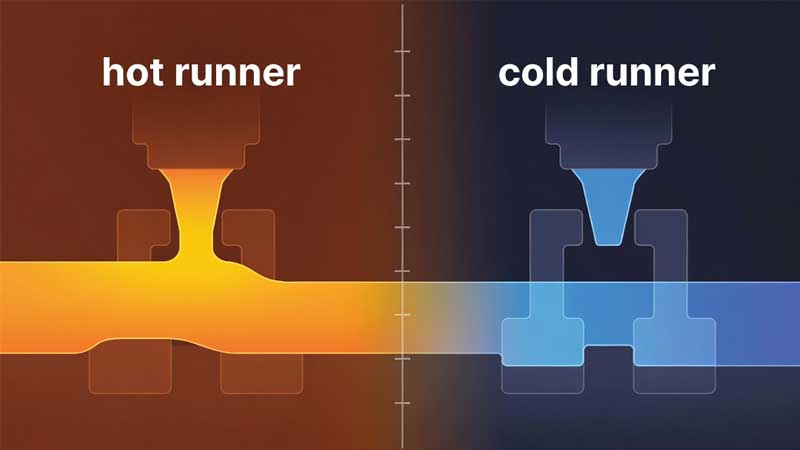
Системы горячего литья поддерживают материал в расплавленном состоянии постоянно. Это способствует текучести, но также означает, что материал дольше остается при высокой температуре.
Некоторые материалы хорошо справляются с этим. Другие — нет.
В нескольких длительных производственных циклах, которые мы наблюдали, материал, слишком долго находящийся в коллекторе, начинал медленно разрушаться. Это происходило не сразу, а позже проявлялось в виде черных точек или незначительного изменения цвета.
Системы холодного литья позволяют избежать этого, подавая свежий материал в каждом цикле. Это менее эффективно, но более предсказуемо.
Системы холодного литья: простые, но сложные в замене.
Формы с холодным литьем часто считаются базовым вариантом. В действительности, они до сих пор широко используются, и на то есть причина.
Почему многие заводы до сих пор отдают им предпочтение?
Они проще в управлении.
Настройка более щадящая. Небольшие колебания температуры не сразу вызывают проблемы. Операторам не нужно управлять несколькими зонами отопления.
Если проект предполагает использование различных материалов или частые изменения, системы с холодным литьем просто проще в эксплуатации.
Размер бегуна: распространенная ошибка в оценке
Одна ошибка встречается довольно часто. Люди увеличивают размер кроссовок, чтобы улучшить плавность бега.
Да, давление падает. Поток становится легче.
Но происходит и кое-что ещё. Время охлаждения увеличивается. Литник дольше остаётся горячим, чем деталь. Это создаёт дисбаланс и иногда приводит к усадке или внутреннему напряжению.
Поэтому на практике канавка не должна быть “максимально большой”. Она должна быть достаточно большой лишь для обеспечения стабильного наполнения.
Выбор ворот практичнее, чем кажется.
Туннельные ворота популярны, потому что они автоматически раздвигаются. Это хорошо работает в условиях крупносерийного производства с автоматизацией.
Но это не всегда лучший выбор. Для некоторых силиконовых деталей, особенно более толстых или чувствительных, более стабильный поток обеспечивают краевые или веерные затворы.
Всё зависит от того, что важнее: внешний вид, согласованность или автоматизация.
Системы горячего литья: высокая эффективность, меньшая погрешность.
Системы горячего литья решают одни проблемы, но создают другие.
Что они на самом деле улучшают
Главное преимущество заключается не только в экономии материалов.
Речь идёт о равномерности распределения материала по всем полостям. Когда материал остаётся расплавленным, потери давления меньше, и поток легче контролировать. Это особенно важно в многогнездных формах.
При изготовлении сложных деталей использование горячеканальных систем позволяет создавать конструкции, которые было бы сложно реализовать с помощью холодноканальных систем.
Проблемы, которые проявляются только в процессе эксплуатации.
На бумаге системы горячего литья выглядят очень аккуратно. В реальных производственных условиях они требуют внимания.
Внутри коллектора в небольших углублениях может скапливаться материал. Со временем он разрушается и в конечном итоге проявляется в самой детали.
Контроль температуры — еще один важный аспект. Если температура в одной из зон немного отклоняется от нормы, могут наблюдаться колебания цвета или неравномерное отверждение.
Утечки из форсунок также не редкость. После их возникновения следует очистка и простой оборудования.
Это не проблемы стадии проектирования. Это проблемы стадии производства.

Быстрый или холодный бегун: чем вы на самом деле жертвуете?
Это непростое сравнение.
Системы горячего литья обходятся дороже на начальном этапе, но сокращают количество отходов материалов. Системы холодного литья дешевле в строительстве, но приводят к постоянным отходам.
Холоднолитые установки проще в управлении. Горячелитые установки более эффективны, но требуют более строгого контроля.
Материал также играет роль. Некоторые материалы, особенно чувствительные к высоким температурам, просто безопаснее использовать с системами холодного литья.
Таким образом, решение заключается не в том, какой вариант лучше. Вопрос в том, на какие компромиссы вы готовы пойти.
Когда холодный запуск — более безопасный выбор
Существует множество ситуаций, когда системы с холодным впуском более целесообразны.
Один из вариантов — мелкосерийное производство. Стоимость системы горячего литья трудно оправдать.
Ещё один пример — проекты с частой сменой цвета. Очистка системы горячего литья занимает время и сопряжена с риском.
Для термочувствительных материалов использование литниковых систем холодного литья снижает вероятность деградации.
В некоторых областях применения, связанных с медициной или пищевой промышленностью, также предпочтительно сокращение времени пребывания материала в организме.
В таких случаях более простая система часто приводит к меньшему количеству проблем.
Когда Hot Runner дает ощутимые результаты
В условиях крупномасштабного производства преимущество становится очевидным.
Экономия на материалах быстро накапливается. Со временем она может компенсировать более высокую стоимость пресс-форм.
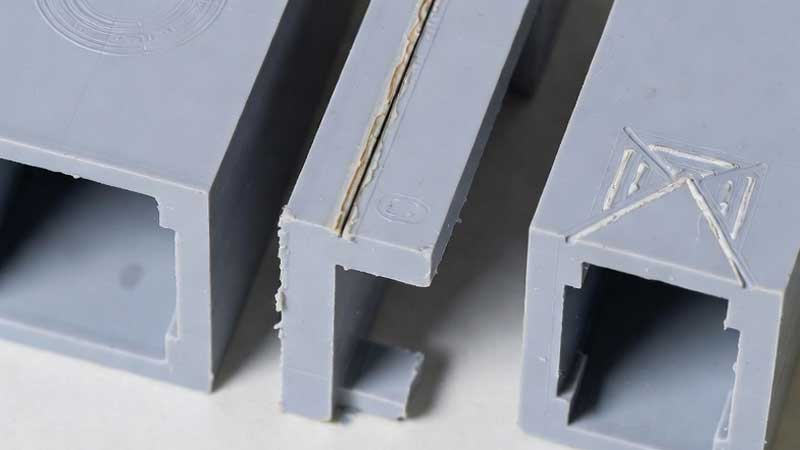
Для деталей со строгими требованиями к внешнему виду, системы горячего литья помогают уменьшить или устранить следы от литниковых каналов.
В многогнездных формах они улучшают баланс и однородность, что напрямую влияет на выход готовой продукции.
Для прецизионных силиконовых компонентов такая однородность может иметь решающее значение.

Конструкция направляющих по-прежнему важнее, чем сама система.
Независимо от того, используется ли система горячего или холодного литья, именно конструкция определяет результат.
Сбалансированный поток имеет важное значение. Если полости заполняются неравномерно, качество детали будет варьироваться.
Давление должно оставаться в стабильном диапазоне. Слишком высокое давление приводит к вспышке. Слишком низкое — к короткому снимку.
Время выдержки следует контролировать. Материал не должен находиться в состоянии покоя дольше, чем необходимо, особенно при литье из силикона.
Хорошо спроектированная система направляющих незаметно повышает производительность. Плохая же приводит к постоянным проблемам с устранением неполадок.
Силикон и LSR: где проявляется повышенная чувствительность.
Силикон ведёт себя иначе, чем обычные пластмассы. Это меняет подход к проектированию литниковых систем.
LSR легко растекается, но при правильных условиях быстро затвердевает.
Это означает, что контроль температуры имеет решающее значение. Если материал начинает затвердевать слишком рано, весь процесс становится нестабильным.
Системы с холодным литьем часто используются, поскольку они снижают этот риск.
В более сложных конфигурациях можно использовать системы горячего канала с клапанными затворами, но они требуют точного управления и опыта.
Как принимать решения на практике
Вместо того чтобы спрашивать, какая система лучше, полезно задать несколько простых вопросов.
Достаточно ли велик объем производства, чтобы оправдать использование системы горячего литья?
Чувствителен ли этот материал к нагреву?
Требует ли продукт высоких косметических качеств?
Будет ли этот процесс предполагать частые изменения?
Имеет ли производственная команда опыт работы со сложными системами?
Ответы, как правило, указывают в нужном направлении.

Заключение
Идеальной системы для бегунов не существует.
Существует только одна система, которая подходит для конкретного продукта, материала и производственной конфигурации.
Когда выбор сделан правильно, процесс идёт гладко и спокойно. Когда же нет, проблемы возникают снова и снова.
Именно поэтому к проектированию направляющих не следует относиться как к второстепенной детали. Это часть основной инженерной работы.
На ранних этапах мы тесно сотрудничаем с клиентами, анализируя конструкцию детали, свойства материалов и производственные цели до начала изготовления оснастки. Это помогает избежать ненужных корректировок на более поздних этапах.
Если вы работаете над новым проектом или пытаетесь улучшить существующий, мы можем помочь вам оценить варианты и найти практическое решение, которое будет работать в реальных условиях.








