Кажется, что резать силиконовые листы просто, но растрескивание и деформация краев могут незаметно испортить качество вашего продукта.
Чтобы избежать растрескивания или деформации краев при резке силиконовых листов, используйте правильные инструменты, следите за чистотой лезвий, стабилизируйте лист, контролируйте температуру и подбирайте метод резки в соответствии с толщиной листа.
Ошибки резки могут привести к отходам, задержкам и бракованным партиям продукции. Я видел, как крошечные дефекты кромок влияют даже на высококачественные изделия. Давайте рассмотрим наиболее эффективные способы избежать этих дорогостоящих ошибок.
Почему края силиконового листа растрескиваются или деформируются во время резки?
Потертости и искажения обычно появляются, когда производство кажется гладким, — до тех пор, пока позже не появляются дефекты.
Истирание или деформация происходят, если силиконовые листы смещаются во время резки, лезвия затуплены или неправильно установлены, а также если тепло вызывает деформацию материала.

Силикон гибкий и резиноподобный. Благодаря этому его легко использовать, но сложно резать аккуратно. Он слегка растягивается во время резки. Если лезвие тупое, оно тянет лист, а не режет его. Тепло, выделяемое трением или лазером, также может деформировать край.
Когда-то мы вырезали сотни детских салфеток лазерным резаком. Мы не проверяли температуру луча. Результат? Волнистые края у половины партии. На восстановление ушла целая неделя.
Какой метод резки лучше всего подходит для силиконовых листов?
Различные методы работают лучше в зависимости от толщины, твердости и требуемой точности.
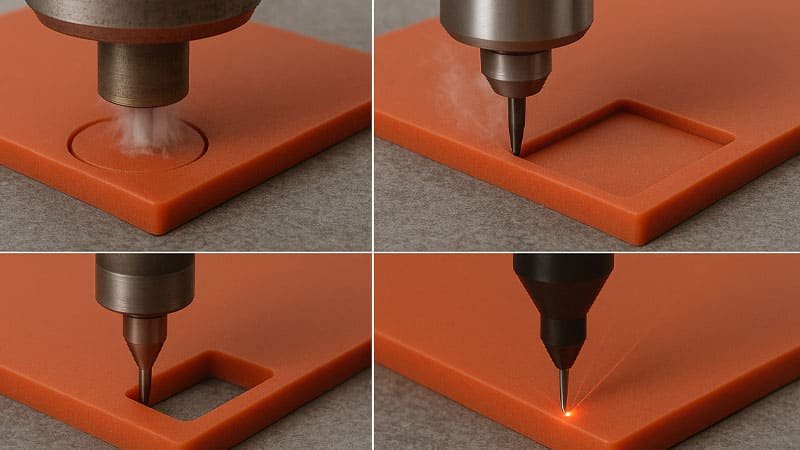
Высечка, гидроабразивная резка и резка с ЧПУ идеально подходят для создания ровных кромок на силиконовых листах. Лазерная резка требует точного контроля, чтобы предотвратить деформацию кромок.
Давайте разберем плюсы и минусы:
| Метод | Лучшее для | Риск драки | Примечания |
|---|---|---|---|
| Высечка | Тонкие и средние листы, быстрое производство | Низкий | Нужны острые и чистые штампы |
| Гидроабразивная резка | Толстые или слоистые листы | Очень низкий | Нет нагрева, очень точный |
| ЧПУ-резка | Сложные формы, жесткие допуски | Низкий | Медленнее, но точнее |
| Лазерная резка | Мелкие детали, небольшая партия | Средний-высокий | Необходимо охлаждение, могут обгореть края |
| Ручная резка | Прототипы или небольшие партии | Высокий | Только с сильными поддерживающими слоями |
Мы перешли на гидроструйную очистку для более толстых подложек. Это сократило количество брака на 80% и повысило однородность качества между партиями.
Как состояние лезвия влияет на резку силикона?
Лезвие не просто режет — оно либо аккуратно разрезает, либо разрывает силикон.
Острое, гладкое лезвие сводит к минимуму трение и давление при резке, предотвращая сопротивление и разрывы кромок при резке силикона.
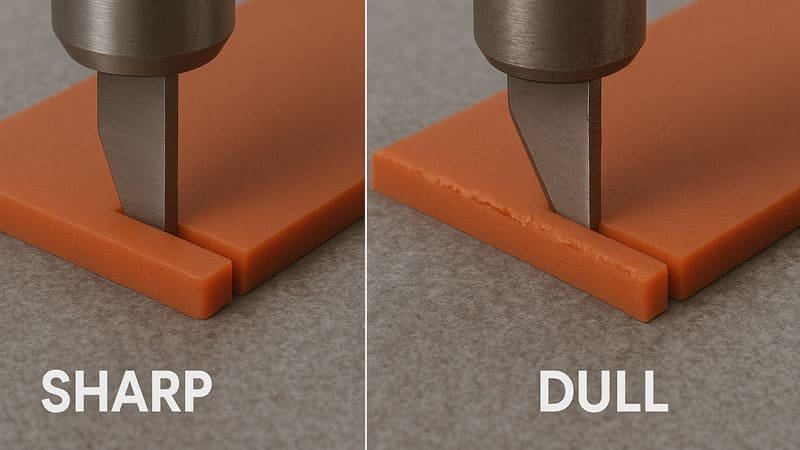
Тупые лезвия давят, а не режут. Это растягивает силикон, оставляя зазубрины. Даже лёгкая зазубрина на лезвии может снизить точность. Я всегда проверяю лезвия перед началом каждой смены. Одна незамеченная зазубрина на вращающемся лезвии привела к многочисленным потёртостям кромок, прежде чем кто-либо это заметил.
Частая замена лезвий может показаться затратной, но это гораздо дешевле, чем выбрасывать материалы или исправлять деформированные края.
Какую роль температура играет в искажении краев?
Тепло бесшумно и часто незаметно, но оно легко деформирует силикон.
Избыточное нагревание во время резки размягчает силикон, из-за чего края деформируются, плавятся или скручиваются.

Лазерные резаки, трение быстрых лезвий и даже длительный контакт с нагретыми поверхностями могут повысить температуру до уровня, превышающего термостойкость силикона. Некоторые силиконовые составы начинают деформироваться уже при 200 °C.
Нам пришлось установить внешние воздушные охладители в нашей лазерной системе, чтобы сохранить чёткость кромки. Для ручной резки я рекомендую резать в прохладном, затенённом месте и защищать лезвия от прямых солнечных лучей.
Как поддерживать силиконовый лист во время резки?
Движущийся или не имеющий опоры лист превращает чистую резку в догадки.
Правильная стабилизация листа предотвращает смещение, растяжение или складывание, что обеспечивает точность и однородность резки.

Силикон тяжёлый и может провисать, особенно в больших рулонах. При резке без полной поддержки материал может сместиться в сторону. Это приводит к смещению лезвия.
При работе с тонкими листами я использую вакуумные столы или самоклеящиеся коврики. Для толстых листов помогают даже зажимы. Поддержка всего пути реза — лучший способ добиться стабильного результата.
Как толщина листа влияет на технологию резки?
Более толстый силикон требует мощности. Более тонкие листы требуют контроля.
Техника резки должна соответствовать толщине силикона, чтобы избежать разрывов или смятия краев.

Для тонких листов (менее 2 мм) подойдут острые лезвия или лазеры, но для этого нужны скорость и стабилизация. Для толстых листов (более 5 мм) высечка может быть недостаточно глубокой. Лучше использовать гидроабразивную резку или фрезерование с ЧПУ.
Однажды мы попробовали высечь лист толщиной 10 мм. Он наполовину прорезался и наполовину порвался. С тех пор мы всегда оцениваем толщину перед выбором инструмента. Правильный подход может стать решающим фактором между ровными краями и полным их разрушением.
Каковы наилучшие правила, которым необходимо следовать перед резкой?
Подготовка экономит время. Пропуск подготовки приводит к ошибкам.
Очистите, измерьте и стабилизируйте силиконовый лист перед резкой, чтобы обеспечить ровные края и избежать ошибок.

Вот мой контрольный список подготовки перед каждым сеансом резки:
- Очистите лист – Пыль или масла мешают трению и вызывают проскальзывание лезвий.
- Разгладьте лист. – Скручивание рулона может привести к неровным краям.
- Отметьте путь – Используйте светлый маркер, не оставляющий пятен, или цифровые направляющие.
- Тестовый разрез – Всегда сначала срезайте небольшой угол.
- Стабилизировать лист – Используйте коврики, зажимы или вакуумный держатель.
- Проверьте свой лезвие/инструмент – Убедитесь, что он острый и чистый.
Эти шаги могут занять 10–15 минут. Но они сэкономят часы на последующем контроле качества.
Как проверить качество реза после обработки?
Резка не закончена, пока не будет проведена окончательная проверка.
Для подтверждения качества резки силиконовых листов проверьте гладкие края, однородную форму и отсутствие пригоревших следов.

Рекомендую проверить визуально и вручную не менее 10% из каждой партии. Потрогайте кромку. Гладкая кромка ощущается как ровная, плавная линия. Потёртая — как зазубренная. Для осмотра мелких деталей используйте увеличительные линзы.
Если вы видите микропузырьки или завитки на краях, это часто означает перегрев. Немедленно проверьте настройки. Однажды мы проигнорировали проблему с завитками, и впоследствии выяснилось, что клиент забраковал всю партию.
Заключение
Предотвращение растрескивания кромок при резке силикона зависит от подготовки, использования правильных инструментов и постоянного контроля.