Промышленные производители сталкиваются с трудностями при преобразовании стандартных силиконовых листов в точные компоненты. Традиционные методы резки часто приводят к неровным краям, неточности размеров и отходам материала, что приводит к задержкам производства и проблемам с качеством.
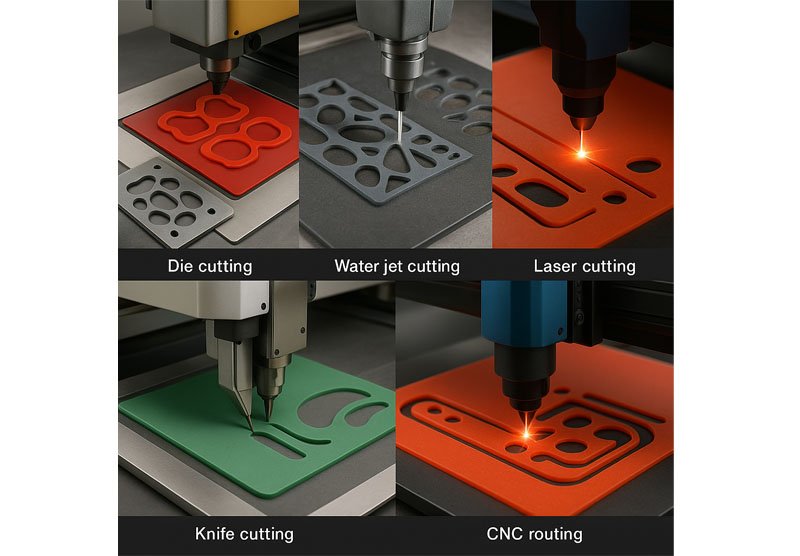
Силиконовые листы можно вырезать по индивидуальному заказу с помощью высечки, гидроабразивной резки, лазерной резки, ножевой резки и фрезерования с ЧПУ. Каждый метод обладает своими преимуществами с точки зрения точности, качества кромок, стоимости инструмента и объёмов производства. Высечка наиболее экономична для больших тиражей, а гидроабразивная резка идеально подходит для сложных конструкций.
За годы работы, помогая клиентам превращать стандартные силиконовые листы в точно спроектированные компоненты, я накопил ценные знания о преимуществах и ограничениях каждого метода резки. Позвольте мне рассказать вам о вариантах, чтобы помочь выбрать идеальный подход для ваших конкретных задач.
Как высечка превращает силиконовые листы в точные компоненты?
Инженеры-технологи часто сталкиваются с проблемой обеспечения единообразия при производстве идентичных силиконовых деталей. Ручная резка приводит к разбросу размеров деталей, а простые режущие инструменты не позволяют добиться сложных форм, необходимых для специализированных применений.
Высечка использует изготовленные на заказ металлические штампы для штамповки или прессования силиконовых листов, создавая идентичные детали с ровными краями. Этот процесс позволяет достичь минимальных допусков до ±0,1 мм и производить тысячи идентичных изделий в час, что делает его идеальным для крупносерийного производства.

Золотой стандарт для крупносерийного производства
Высечка уже более десяти лет является основой нашего производства силиконовых компонентов на заказ. Помню, как один клиент обратился к нам с предложением производить 50 000 силиконовых прокладок ежемесячно для своей новой линии по производству детских бутылочек. Высечка стала очевидным выбором, позволив нам обеспечить стабильное качество при удивительно низкой себестоимости единицы продукции.
Этот процесс использует специально разработанные металлические штампы (по сути, сложные формочки для печенья) для вырубки одинаковых фигур из силиконовых листов. Штампы могут быть практически любой формы: от простых кругов и прямоугольников до сложных геометрических фигур с внутренними вырезами и точными краями.
Виды высечки для силикона
Существует несколько разновидностей технологии высечки, каждая из которых имеет определенные преимущества:
- Плоская высечка Этот традиционный метод использует гидравлические прессы для продавливания стальных линеек через силиконовый материал. Он отлично подходит для силиконовых листов средней и большой толщины (2–10 мм) и обеспечивает отличное сочетание точности и скорости производства.
- Ротационная высечка Для сверхбольших объёмов производства ротационная высечка использует цилиндрические штампы, установленные на вращающихся барабанах. Хотя первоначальная стоимость инструмента выше, скорость производства может достигать тысяч изделий в час, что значительно снижает себестоимость единицы продукции при больших тиражах.
- Высечка Clicker Этот вариант пресса использует поворотную балку и особенно эффективен для более толстых силиконовых листов (5–20 мм), где требуется большее усилие резки. Он обеспечивает превосходную точность, но работает на более низких скоростях, чем роторные системы.
| Метод высечки | Оптимальная толщина листа | Скорость производства | Стоимость инструмента | Точность |
|---|---|---|---|---|
| Платформа | 2мм-10мм | Середина | Умеренный | ±0,2 мм |
| Ротари | 0,5 мм-5 мм | Очень высоко | Высокий | ±0,1 мм |
| Кликер | 5мм-20мм | Низкий-Средний | Умеренный | ±0,25 мм |
Преимущества и ограничения
Высечка отлично подходит в ситуациях, когда требуется:
- Крупносерийное производство (обычно более 1000 идентичных деталей)
- Постоянная повторяемость от детали к детали
- Чистое, профессиональное качество кромки
- Экономически эффективное ценообразование
Однако у него есть ограничения:
- Высокие первоначальные затраты на оснастку (обычно $500–$2500 за штамп)
- Ограниченная гибкость внесения изменений в конструкцию (требуются новые штампы)
- Неэкономично для малых производственных циклов
- Возможные отходы материала между разрезанными частями
Для многих наших промышленных клиентов первоначальные инвестиции в вырубной пресс быстро окупаются благодаря снижению трудозатрат и повышению качества. Один клиент из автомобильной промышленности подсчитал, что его вырубной пресс окупился всего за 5000 деталей, а каждая последующая деталь представляла собой чистую экономию по сравнению с предыдущей ручной резкой.
Почему гидроабразивная резка идеально подходит для сложных конструкций из силиконовых листов?
Инженерам часто требуются сложные силиконовые компоненты со сложными внутренними характеристиками. Традиционные методы резки не позволяют добиться таких результатов, что приводит к компромиссам в функциональности продукта или требует сборки множества деталей.
Гидроабразивная резка использует струю воды под высоким давлением, смешанную с абразивными частицами, для точной резки силиконовых листов без тепловой деформации. Этот метод обеспечивает допуски ±0,1 мм, позволяет резать изделия сложной геометрии с внутренними элементами и не требует затрат на оснастку, что делает его идеальным для создания прототипов и мелко- и среднесерийного производства.

Точность без компромиссов
Гидроабразивная резка произвела революцию в нашем подходе к обработке сложных силиконовых компонентов. В прошлом году я работал с производителем медицинских изделий, которому требовались сложные силиконовые прокладки с множеством внутренних структур и различной толщиной. Традиционная высечка потребовала бы чрезмерно дорогостоящего инструмента, но гидроабразивная резка позволила нам изготавливать эти сложные детали с идеальной точностью.
Эта технология резки использует тончайшую струйку воды под давлением 60 000 фунтов на кв. дюйм, часто смешанную с абразивными частицами граната, которая разрезает силиконовый материал подобно микроскопическому ножу. Процесс полностью управляется компьютером, преобразуя цифровые чертежи непосредственно в готовые детали без необходимости использования физического инструмента.
Технические возможности гидроабразивной резки
Технология гидроструйной обработки обеспечивает исключительную точность и универсальность:
- Точность резки: Обычно ±0,1 мм, в системах высокого класса до ±0,05 мм
- Минимальный размер элемента: Всего 0,5 мм для тонких листов
- Диапазон толщины материала: Эффективно режет силикон толщиной от 0,5 мм до 50 мм.
- Ширина пропила: Обычно 0,5–1,0 мм (ширина материала, удаляемого при резке)
- Скорость резки: 50-500 мм/мин в зависимости от толщины и требований к точности
Одним из важнейших преимуществ гидроабразивной резки является возможность создания сложных внутренних структур без деформации окружающего материала. Поскольку при этом не используется нагрев (в отличие от лазерной резки), отсутствует риск термической деформации или изменения свойств материала вблизи кромки реза.
Идеальное применение гидроабразивной резки
Технология гидроструйной обработки особенно ценна для:
- Прототипирование и разработка продукта Благодаря отсутствию затрат на оснастку конструкции можно быстро изменять и переделывать, что позволяет быстро проводить итерации на этапах разработки.
- Низкие и средние производственные циклы Экономически выгодно для партий от 1 до 1000 деталей, где затраты на высекальный инструмент будут непомерно высокими.
- Сложная геометрия Отлично подходит для резки сложных форм, малых радиусов и внутренних элементов, которые было бы сложно или невозможно выполнить другими методами.
- Резка смешанных материалов Может резать армированные силиконовые листы, содержащие слои стекловолокна или ткани, которые могут вызвать проблемы при использовании других технологий резки.
Основным ограничением гидроабразивной резки является скорость производства. Несмотря на превосходную точность и гибкость, она не может сравниться с высечкой при крупносерийном производстве. Для многих наших клиентов мы используем гидроабразивную резку на начальном этапе производства и создания прототипов, а затем, после завершения разработки дизайна и увеличения объёмов производства, переходим на высечку.
Как лазерная резка обеспечивает баланс между точностью и скоростью производства силиконовых листов?
Дизайнеры сталкиваются с трудностями, когда нужно одновременно создавать сложные дизайны и производить продукцию небольшими тиражами. Ручная резка неточна, а высечка требует дорогостоящего инструмента, использование которого при средних тиражах сложно оправдать.
Лазерная резка использует сфокусированную световую энергию для точной резки силиконовых листов с шириной реза 0,1–0,2 мм. Этот управляемый компьютером процесс обеспечивает допуски ±0,1 мм, не требует использования инструментов и позволяет обрабатывать 50–100 деталей в час, что делает его подходящим для среднесерийного производства сложных конструкций.

Высокотехнологичное решение для резки
Для многих наших клиентов лазерная резка представляет собой идеальный компромисс между гидроабразивной резкой и высечкой. Недавно я помогал производителю бытовой электроники, которому требовалось 5000 силиконовых прокладок точных размеров, изготовленных на заказ, для запуска нового продукта. Лазерная резка обеспечила идеальный баланс скорости и точности производства, не требуя дорогостоящего инструмента.
Эта технология использует сфокусированный луч световой энергии для испарения силиконового материала по запрограммированной траектории резки. Процесс полностью управляется компьютером, что обеспечивает невероятную точность и гибкость дизайна. Однако важно отметить, что лазерная резка лучше всего подходит для определённых составов силикона, поскольку некоторые из них при испарении могут образовывать вредные побочные продукты.
Технические аспекты лазерной резки силикона
Лазерная резка силикона требует тщательного контроля параметров:
- Настройки питания: Обычно 50–150 Вт для силиконовых листов
- Скорость резки: 10-30 мм/секунду в зависимости от толщины
- Фокусное расстояние: Скорректировано в зависимости от толщины материала
- Вспомогательный газ: Обычно азот для предотвращения пригорания и улучшения качества кромок
Основная проблема при лазерной резке силикона — это контроль зон термического влияния (ЗТВ). В отличие от металлов, силикон может подвергаться небольшому обугливанию или изменению поверхности вблизи кромки реза. Современные лазерные системы минимизируют этот эффект, но он остаётся важным фактором для применений со строгими требованиями к свойствам материала.
| Тип силикона | Пригодность для лазерной резки | Особые соображения |
|---|---|---|
| Общего назначения | Хороший | Минимальное обугливание при правильных настройках |
| Платиновое отверждение | Справедливый | Может потребоваться более низкая скорость для предотвращения теплового повреждения |
| Фторсиликон | Бедный | Может выделять вредные побочные продукты при нагревании |
| Усиленный | Переменная | Зависит от армирующего материала |
Идеальные области применения лазерной резки
Лазерная технология превосходна в следующих сценариях:
- Средние объемы производства Идеально подходит для партий от 100 до 5000 деталей, когда скорость имеет значение, но применение штампов не оправдано
- Жесткие допуски Обеспечивает точность, сравнимую с гидроабразивной резкой, но с более высокой скоростью производства
- Маркировка и резка Возможность одновременной резки фигур и гравировки идентификационных знаков за одну операцию.
- Быстрый поворот Программы можно быстро адаптировать к изменениям в проекте без необходимости использования новых инструментов.
Один из клиентов в аэрокосмической отрасли особенно ценит лазерную резку силиконовых компонентов, поскольку она позволяет наносить QR-коды и номера деталей непосредственно на каждую деталь в процессе резки. Эта интегрированная функция маркировки оптимизирует процессы управления запасами и контроля качества.
К основным ограничениям лазерной резки силикона относятся возможное обугливание кромок, ограничения по толщине (обычно до 10 мм) и проблемы совместимости материалов. Для применений, требующих идеально ровных кромок или использующих определённые специальные силиконовые составы, гидроструйная резка может быть предпочтительнее, несмотря на её более низкую скорость.
Когда для силиконовых листов подходят ручные и полуавтоматические методы резки ножом?
Малый бизнес и стартапы часто не могут оправдать покупку дорогостоящего режущего оборудования для ограниченных производственных нужд. Это вынуждает их выбирать между аутсорсингом (с высоким минимальным заказом) или использованием некачественного оборудования, которое обеспечивает нестабильные результаты.
Ножевая резка включает в себя различные методы: от ручной резки точными ножами до полуавтоматических систем с осциллирующими или скребковыми ножами. Эти методы требуют минимальных затрат на инструмент, позволяют достичь допусков ±0,5 мм при наличии опытных операторов и экономичны для небольших серий производства (от 1 до 100 изделий).

Экономически эффективные решения для мелкосерийного производства
Не стоит недооценивать ценность хорошо отлаженных методов резки. Когда я только начинал работать в силиконовой промышленности, я лично вручную вырезал прототипы прокладок для клиента, который впоследствии стал одним из наших крупнейших клиентов. Эта гибкость, связанная с выпуском небольших партий, позволила им протестировать свою продукцию перед тем, как перейти к более крупносерийному производству.
Резка ножом включает в себя несколько подходов: от полностью ручного до полуавтоматического:
Ручная прецизионная резка
Используя специальные режущие инструменты и шаблоны, опытные специалисты могут изготавливать удивительно точные силиконовые компоненты. Этот подход требует:
- Прецизионные стальные линейки или шаблоны
- Острые режущие инструменты, разработанные специально для эластомеров
- Стабильные режущие поверхности (обычно самовосстанавливающиеся режущие коврики)
- Квалифицированные операторы с опытом изготовления силикона
Несмотря на свою трудоёмкость, этот метод практически не требует капиталовложений и идеально подходит для производства очень малых партий или разработки прототипов. Опытные операторы позволяют достичь допусков ±0,5 мм для деталей простой геометрии.
Цифровые планшетные резаки
Эти полуавтоматические системы представляют собой существенное усовершенствование по сравнению с ручной резкой, оставаясь при этом гораздо более доступными по цене, чем системы гидроабразивной или лазерной резки:
- Режущая головка с компьютерным управлением (осциллирующая, ножевая или вращающаяся)
- Вакуумный стол для удержания материала на месте
- Цифровой интерфейс проектирования для точного создания выкроек
- Скорость производства 10-30 деталей в час
Эти системы обычно стоят от $10 000 до $50 000 (по сравнению с $100 000 и более для лазерных или гидроабразивных систем) и обеспечивают хорошее сочетание точности и доступности для малого и среднего бизнеса. При правильной настройке и эксплуатации они могут достигать допусков ±0,2 мм.
| Метод резки ножом | Первоначальные инвестиции | Точность | Скорость производства | Лучшие приложения |
|---|---|---|---|---|
| Ручная резка | $100-$500 | ±0,5 мм | 5-10 деталей/час | Прототипы, единичные экземпляры |
| Резка по шаблону | $500-$2,000 | ±0,3 мм | 10-15 деталей/час | Небольшие тиражи, простые формы |
| Цифровой планшетный | $10,000-$50,000 | ±0,2 мм | 10-30 деталей/час | Малые и средние тиражи, разнообразный дизайн |
Идеальные сценарии для резки ножом
Эти методы эффективны в нескольких конкретных ситуациях:
- Операции запуска Когда капитал ограничен, но необходимы небольшие производственные мощности
- Прототипирование Для быстрого изготовления тестовых образцов перед переходом на более дорогие методы производства
- Очень маленькие партии производства При производстве всего от 1 до 100 идентичных деталей не оправдывает более дорогие методы
- Толстые силиконовые листы Особенно эффективен для резки толстых материалов (10 мм и более), которые могут оказаться сложными для обработки другими методами.
Один из наших клиентов, мастерская по изготовлению автозапчастей на заказ, использует цифровую резку ножом исключительно для своих силиконовых компонентов. Поскольку обычно производственные партии составляют менее 50 штук, гибкость и низкие затраты на оснастку идеально соответствуют их бизнес-модели, заключающейся в производстве специализированных деталей для коллекционных автомобилей.
Каким образом фрезерование с ЧПУ обеспечивает точность при обработке толстых силиконовых листов?
Производителям сложно точно резать толстые силиконовые листы, особенно когда требуется создание сложных трёхмерных объектов. Стандартные методы резки часто неэффективны при работе с более толстыми материалами, что приводит к неровным краям и неточности размеров.
Фрезерование на станках с ЧПУ использует вращающиеся режущие инструменты с компьютерным управлением для точной обработки силиконовых листов, особенно толстых (10 мм и более). Этот метод позволяет достигать допусков ±0,2 мм, создавать скошенные кромки и трёхмерные контуры, а также обрабатывать материалы толщиной до 50 мм, что делает его идеальным для специализированных применений, требующих толстых силиконовых компонентов.

Освоение изготовления толстых материалов
Фрезерование с ЧПУ решило, казалось бы, невыполнимые задачи по резке для многих наших клиентов, работающих с толстыми силиконовыми листами. Недавно я сотрудничал с производителем промышленного оборудования, которому требовались силиконовые демпфирующие прокладки толщиной 25 мм с точно скошенными краями и внутренними карманами. Фрезерование с ЧПУ оказалось единственным приемлемым решением, позволившим добиться именно того, чего не могли добиться традиционные методы резки.
Эта технология использует вращающиеся режущие инструменты, установленные на управляемой компьютером портальной системе, для точного удаления материала в соответствии с запрограммированными траекториями. В отличие от других методов резки, которые просто разделяют материал по линии, фрезерование с ЧПУ позволяет создавать трёхмерные элементы, такие как:
- Скошенные или скошенные края
- Карманы и углубления разной глубины
- Ступенчатые переходы толщины
- Текстурированные поверхности
- Сложные трехмерные контуры
Технические аспекты фрезерной обработки силикона на станках с ЧПУ
Успешная маршрутизация силикона требует специальных знаний:
- Выбор инструмента: Обычно это твердосплавные концевые фрезы со специальной геометрией для эластомеров.
- Скорости вращения шпинделя: Обычно ниже, чем для жестких материалов (5000–15000 об/мин)
- Скорость подачи: Тщательный контроль для предотвращения деформации материала
- Крепление: Необходим для надежного удержания гибких силиконовых листов во время обработки.
- Охлаждение: Часто требуется предотвратить накопление тепла, которое может повредить свойства силикона.
Основная сложность при обработке силикона на станках с ЧПУ заключается в обеспечении его гибкости и эластичности. В отличие от жёстких материалов, сохраняющих форму во время обработки, силикон может изгибаться и деформироваться под действием сил резания. Это требует специальных крепёжных решений и тщательного контроля параметров обработки.
Идеальное применение для фрезерования с ЧПУ
Эта технология превосходна в нескольких конкретных сценариях:
- Обработка толстых материалов Идеально подходит для силиконовых листов толщиной 10–50 мм, которые сложно резать другими методами.
- Создание 3D-объектов Когда требуются компоненты различной толщины, карманы,
- Жесткие требования к допускам Возможность достижения постоянных допусков ±0,2 мм даже при работе с толстыми материалами
- Смешанные операции Объединение резки, сверления и текстурирования поверхности в одной установке
| Толщина материала | Преимущество фрезерования с ЧПУ | Ограничения альтернативного метода |
|---|---|---|
| 10-20 мм | Чистое качество кромок, стабильность размеров | Высечка требует чрезмерного усилия, лазерная резка ограничена глубиной |
| 20-30 мм | Возможность создания 3D-объектов | Струя воды может вызвать деформацию материала и неравномерную резку. |
| 30-50 мм | Точный контроль толщины на больших площадях | Большинство других методов не могут обрабатывать такую толщину. |
Один из клиентов-производителей, специализирующийся на системах виброизоляции, использует исключительно фрезеровку на станках с ЧПУ для своих толстых силиконовых компонентов. Они особенно ценят возможность создания профилей переменной толщины, которые оптимизируют демпфирующие характеристики, сохраняя при этом точные монтажные размеры, что невозможно при использовании традиционных методов резки.
Ограничения, которые следует учитывать
Несмотря на свою эффективность, фрезерование с ЧПУ имеет и некоторые недостатки:
- Более низкая скорость производства по сравнению с высечкой
- Более высокие затраты на программирование и настройку
- Потенциальный износ инструмента, влияющий на размеры при длительной работе
- Неэкономично для очень тонких материалов (менее 3 мм)
Для многих специализированных приложений, требующих изготовления изделий из толстого силикона, эти ограничения значительно перевешиваются уникальными возможностями фрезерования с ЧПУ. При оценке этого метода я рекомендую учитывать весь жизненный цикл производства, включая возможные изменения конструкции и долгосрочные производственные потребности.
Как выбрать оптимальный метод резки для вашего конкретного применения?
Инженеры часто выбирают методы резки, основываясь на их опыте, а не на их пригодности, что приводит к неоправданным затратам, проблемам с качеством и задержкам производства. Без систематической оценки компании часто используют неоптимальные методы производства.
Оптимальный метод резки зависит от пяти ключевых факторов: объёма производства, толщины материала, сложности конструкции, допусков и бюджетных ограничений. Высечка отлично подходит для больших объёмов, гидроабразивная резка — для сложных конструкций, лазерная — для средних тиражей, ножевая резка — для прототипов, а фрезерование с ЧПУ — для толстых материалов.

Делать правильный выбор каждый раз
Помогая сотням клиентов выбрать оптимальный метод резки силиконовых компонентов, я разработал системный подход к этому вопросу. В прошлом месяце я провёл Джона через этот процесс, когда его компании потребовалась индивидуальная резка силиконовых компонентов для новой линейки товаров для детей. Тщательно изучив его конкретные потребности, мы определили высечку как оптимальное решение, сэкономив ему тысячи долларов на производственных расходах.
Процесс отбора включает оценку пяти критических факторов:
1. Оценка объема производства
Количество требуемых идентичных деталей существенно влияет на наиболее экономичный метод резки:
- Прототип/Малая серия (1–100 шт.) Рекомендуется: резка ручным ножом, цифровая планшетная резка. Обоснование: низкие затраты на настройку перевешивают более низкую скорость производства.
- Средний тираж (100–5000 шт.) Рекомендуется: лазерная резка, гидроабразивная резка. Обоснование: баланс между затратами на настройку и эффективностью производства.
- Большой тираж (более 5000 шт.) Рекомендуется: Высечка. Обоснование: Более высокая первоначальная стоимость инструмента компенсируется высокой скоростью производства и низкой стоимостью за единицу.
2. Учет толщины материала
Различные технологии резки имеют оптимальные диапазоны толщин:
| Диапазон толщины | Оптимальные методы | Методы, которых следует избегать |
|---|---|---|
| 0,5 мм-2 мм | Высечка, лазерная резка, ножевая резка | ЧПУ-фрезерование (излишняя настройка) |
| 3мм-10мм | Высечка, гидроабразивная резка, лазерная резка | Резка ручным ножом (непоследовательная) |
| 10мм-20мм | Гидроабразивная резка, фрезерование с ЧПУ | Лазерная резка (ограниченная глубина) |
| 20 мм+ | Фрезерование с ЧПУ, гидроабразивная резка | Большинство других методов |
3. Оценка сложности проекта
Сложность вашего проекта существенно влияет на выбор метода:
- Простые фигуры (круги, прямоугольники, базовые геометрические фигуры) Множество вариантов: высечка обеспечивает максимальную экономию при больших объемах.
- Средняя сложность (множество функций, некоторые внутренние вырезы) Лучшие варианты: высечка (большие объемы), лазерная или гидроабразивная резка (малые и средние объемы)
- Высокая сложность (сложные детали, узкие внутренние характеристики) Лучшие варианты: гидроабразивная или лазерная резка для большинства объемов.
- 3D-объекты (переменная толщина, контурные поверхности) Единственный приемлемый вариант: фрезерование с ЧПУ
4. Требования толерантности
Требуемая точность напрямую влияет на выбор метода:
- Стандартный допуск (±0,5 мм) Возможны различные варианты, включая экономичную резку ножом для небольших объемов
- Допуск точности (±0,2 мм) Требуется лазерная резка, гидроабразивная резка, высечка или фрезерование с ЧПУ
- Высокая точность (±0,1 мм) Ограничено гидроабразивной резкой, лазерной резкой или прецизионной высечкой
5. Бюджетные ограничения
Финансовые соображения часто определяют окончательное решение:
- Минимальные инвестиции Ручная резка или цифровые планшетные системы обеспечивают самые низкие первоначальные затраты
- Умеренные инвестиции Аутсорсинг поставщикам услуг по сокращению затрат обеспечивает баланс качества и стоимости
- Максимальное качество независимо от стоимости Собственные передовые системы резки или поставщики услуг по резке премиум-класса
Систематически оценивая эти пять факторов, вы сможете уверенно выбрать оптимальный метод резки для вашей конкретной задачи. По моему опыту, такой структурированный подход предотвращает дорогостоящие ошибки и обеспечивает наилучший баланс качества, стоимости и эффективности производства.
Для многих наших клиентов идеальным решением часто является объединение нескольких методов резки на протяжении всего жизненного цикла продукта — начиная с ножевой или гидроабразивной резки на этапе создания прототипа и мелкосерийного начального производства, а затем переходя к высечке по мере увеличения объемов и стабилизации конструкции.
Заключение
Выбор подходящего метода резки силиконовых листов зависит от ваших конкретных потребностей. Высечка отлично подходит для больших объёмов, гидроабразивная резка — для сложных конструкций, лазерная — для средних тиражей, ножевая резка — для прототипов, а фрезерование с ЧПУ — для толстых материалов. Сравнив эти варианты с вашими требованиями, вы добьётесь оптимальных результатов.








