Silikon ürünlerinin üretiminde, son kürleme, formül seçimi ve kalıplama süreçleri kadar önemlidir. İlk vulkanizasyondan sonra, silikonun iç yapısı henüz tam olarak stabil değildir ve moleküler zincirlerin çapraz bağlanması ve yüzey özellikleri daha da iyileştirilebilir. Son kürleme, bu aşama için özel olarak tasarlanmış önemli bir işlemdir.
Bu makale, silikonun kürlenmesinden sonra derinlemesine inceleme yaparak, silikon performansını anlamak ve optimize etmek için kapsamlı bir bakış açısı sunmaktadır.

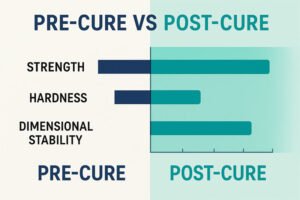
Silikon İçin Post-Kürleme Neden Gereklidir?
Son kürleme, silikon işlemede önemli bir rol oynar. Bu işlem, silikonu ısıtarak çapraz bağlanmayı tamamlar ve kalan uçucu maddeleri giderir. Bu, hem performansı hem de güvenliği artırır.
Post-Kürlemenin Faydaları:
- Geliştirilmiş Mekanik Özellikler: Kürleme sonrası silikon güçlendirilerek çekme dayanımı, yırtılma direnci ve elastik geri kazanımı artar. Bu sayede, contaların ve yastıklama pedlerinin yüksek sıcaklıklarda veya uzun süreli kullanımda stabil kalması sağlanır.
- Güvenlik ve Saflık: Bu işlem, düşük molekül ağırlıklı siloksanların ve katalizör yan ürünlerinin kalıntılarını giderir. Kokuyu azaltır, şeffaflığı artırır ve ürünlerin FDA, LFGB ve USP Sınıf VI gibi gıda ve tıbbi sınıf standartlarını karşılamasına yardımcı olur.
- Isıl ve Yaşlanma Kararlılığı: Son kürleme, silikonun ısıya, neme ve ışığa karşı direncini artırır. Bu, pişirme matları, otomotiv contaları ve elektrik yalıtım parçaları için çok önemlidir.
- Boyutsal ve Yüzey Stabilitesi: İşlem, boyut tutarlılığını ve yüzey pürüzsüzlüğünü iyileştirerek büzülmeyi, eğrilmeyi veya sararmayı önler.
Farklı uygulamalar, farklı kürleme sonrası odak noktaları gerektirir. Gıda sınıfı silikon, güvenlik ve dokunma hissini vurgular. Tıbbi sınıf silikon, biyouyumluluğa odaklanır. Endüstriyel ve elektrikli silikon, mekanik mukavemet ve ısı direncine öncelik verir.
Kısacası, kürleme sonrası işlem, silikonu yalnızca kullanılabilir bir durumdan güvenilir ve yüksek kaliteli bir duruma dönüştürür. Bu adımın atlanması, yüksek performanslı veya yüksek güvenlikli ürünlerin standartları karşılamasını engelleyebilir.

Post-Kürleme Nasıl Yapılır?
Ekipman Seçimi
Silikonun son kürlenmesi genellikle ısıtma fırınlarında yapılır ve ekipman seçimi sonuçları önemli ölçüde etkiler. Yaygın olarak kullanılan ekipmanlar şunlardır:
- Dolaşımlı Sıcak Hava Fırını: Bu fırın, homojen ısıtma sağlamak için sirküle eden sıcak hava kullanır. Büyük silikon ürün partileri için uygundur. Eşit hava akışı, yerel aşırı ısınmayı veya düzensiz çapraz bağlanmayı azaltmaya yardımcı olur.
- Vakumlu Fırın: Bu fırın, çapraz bağlama işlemini tamamlarken düşük basınç altında uçucu maddeleri uzaklaştırır. Kokuya duyarlı veya tıbbi sınıf silikonlar için idealdir.
- Sürekli Konveyörlü Fırın: Bu fırın, üretim hattı operasyonları için uygundur ve ince levhalar veya profil tipi silikon ürünleri sürekli olarak işleyebilir, böylece sabit sıcaklıklar ve yüksek verimlilik sağlar.
Tutarlı ve kontrollü kürleme sonrası sonuçların sağlanması için ekipman seçiminde ürün boyutu, şekli, uygulama ve üretim ölçeği dikkate alınmalıdır.
Sıcaklık ve Zaman Kontrolü
Kürleme sonrası sıcaklık genellikle 150°C ile 250°C arasında değişir ve süre 2 ila 8 saattir. Kesin parametreler şunlara bağlıdır:
- Ürün Kalınlığı: Daha kalın ürünler ısıyı daha yavaş iletir ve iç çapraz bağlanmanın tamamlanması için daha uzun süre bekletilmeleri gerekir.
- Silikon Formülasyonu: Peroksitle kürlenen veya platin katalizli sıvı silikon (LSR) gibi farklı sistemler, farklı sıcaklık hassasiyetlerine sahiptir ve ayarlanmış sıcaklık profillerine ihtiyaç duyarlar.
- Başvuru Şartları: Gıda sınıfı, tıbbi sınıf ve endüstriyel silikonların kalıntı uçucu maddeler ve mekanik performans standartları farklıdır. Bunlar, tutma süresini belirler.
Silikon performansının istikrarlı bir şekilde sürdürülmesi ve kusurların önlenmesi için sıcaklık ve zamanın doğru şekilde kontrol edilmesi kritik öneme sahiptir.

Kürleme Sonrası Aşamalar
Standart bir kürleme sonrası işlem, her birinin net hedefleri olan üç aşamaya ayrılır:
- Isıtma Aşaması: Yüzeyde veya lokal olarak aşırı ısınmaya neden olarak deformasyona veya eğilmeye yol açmamak için sıcaklığı yavaşça artırın. Isıtma profili, ürün kalınlığına ve fırın sıcaklık dağılımına göre tasarlanmalı ve segmentli kontrol içerebilir.
- Tutma Aşaması: Tam iç çapraz bağlanmayı sağlamak için ayarlanan sıcaklığı belirli bir süre koruyun. Bu aşama, uçucu maddelerin uzaklaştırılması için de kritik öneme sahiptir. Yeterli hava akışı şarttır.
- Soğutma Aşaması: Isıl gerilimi azaltmak ve çatlama veya yüzey kusurlarını önlemek için ürünleri kademeli olarak soğutun. Kalın veya karmaşık profiller, boyutsal kararlılığı artırmak için uzun süreli soğutma gerektirebilir.
Açıkça tanımlanmış aşamalar, ürün tutarlılığını ve verimini artırmaya yardımcı olur.
Hava Akışı ve Sıcaklık Tekdüzeliği
- Hava akışı: Uygun hava sirkülasyonu uçucu maddeleri uzaklaştırır ve homojen bir sıcaklık sağlar. Yetersiz hava akışı, çapraz bağlı alanların yetersiz veya aşırı olmasına yol açabilir.
- Sıcaklık Tekdüzeliği: Fırın içindeki büyük sıcaklık farkları, düzensiz sertliğe veya yüzey sararmasına neden olabilir. Sıcaklık kontrol sistemlerinin düzenli kalibrasyonu, optimize edilmiş kanal tasarımı ve kilit noktalardaki sensörler, homojenliği sağlamak için gereklidir.
Hava akışına ve sıcaklık kontrolüne dikkat edilmesi, ürün kalitesini doğrudan etkiler ve başarılı bir kürleme sonrası için önemli bir faktördür.

Yaygın Kusurlar ve Çözümleri
Üretim sırasında, kürleme sonrası süreçte bazı yaygın sorunlar ortaya çıkabilir. Aşağıdaki tablo, başlıca kusurları ve bunlara ilişkin çözümleri özetlemektedir:
| Arıza Türü | Olası Neden | Çözüm |
| Yüzey Sararması | Sıcaklık çok yüksek veya oksidasyon reaksiyonu | Sıcaklığı düşürün veya kürlenme süresini kısaltın |
| Kalan Koku | Uçucu maddeler tam olarak çıkarılmadı | Hava sirkülasyonunu artırın veya tutma süresini uzatın |
| Çatlama veya Deformasyon | Hızlı ısınma veya destek eksikliği | Yavaş yavaş ısıtın ve uygun destek yapıları ekleyin |
| Düzensiz Çapraz Bağlanma | Eşit olmayan sıcaklık veya zayıf hava akışı | Hava kanalı tasarımını optimize edin veya ürünün fırındaki yerleşimini ayarlayın |
| Azalmış Esneklik | Aşırı kürleme | Hem tutma süresini hem de sıcaklığı dikkatlice kontrol edin |
Uygun izleme ve zamanında ayarlamalar bu sorunların çoğunu önleyebilir, silikonun istikrarlı performansını ve görünümünü korumasını sağlayabilir.

Çözüm
Silikon kürleme sonrası, ürün performansını, güvenliğini ve uyumluluğunu sağlamak için önemli bir adımdır. Üreticiler, sıcaklık, süre, hava akışı ve formülasyon parametrelerini dikkatlice kontrol ederek çapraz bağlamayı tamamlayabilir, uçucu kalıntıları giderebilir ve hem mekanik hem de termal özellikleri iyileştirebilir. Bu işlem aynı zamanda gıda sınıfı, tıbbi sınıf ve endüstriyel uygulamalar için gerekli standartların karşılanmasına da yardımcı olur. Kürleme sonrası, silikon üretiminde yalnızca teknik bir gereklilik değil, aynı zamanda yüksek kaliteli silikon ürünleri garantilemede de önemli bir faktördür.
Her harika ürün, güvenilir malzemeler ve hassas işçilikle başlar. Ekibimiz, silikon tasarım ve üretiminde onlarca yıllık uzmanlığa sahiptir ve her özelleştirilmiş ürünün en yüksek güvenlik, esneklik ve dayanıklılık standartlarını karşılamasını sağlar. Silikon ürününüzü profesyonel rehberlik ve güvenilir kaliteyle hayata geçirmenize yardımcı olalım. Özel projenize başlamak için bugün bizimle iletişime geçin.