Industrielle Hersteller haben Schwierigkeiten, Standard-Silikonplatten in präzise Komponenten umzuwandeln. Herkömmliche Schneidemethoden führen häufig zu unebenen Kanten, Maßungenauigkeiten und Materialabfall, was zu Produktionsverzögerungen und Qualitätsproblemen führt.
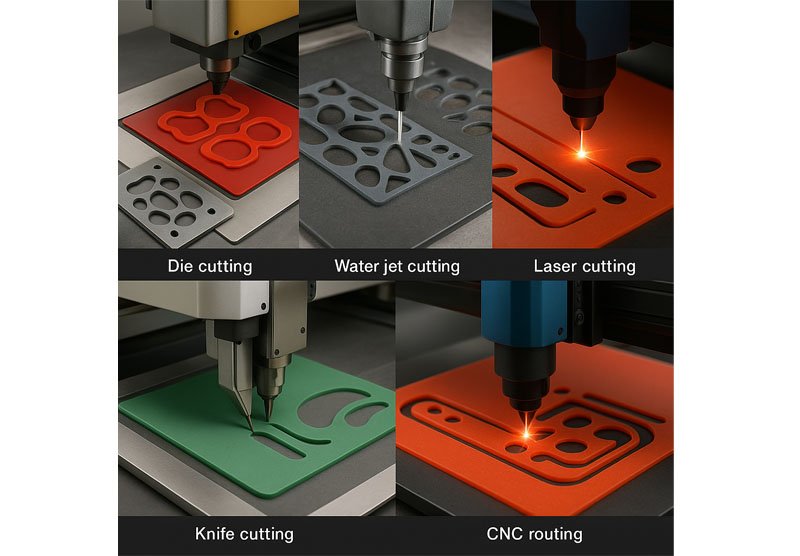
Silikonplatten können durch Stanzen, Wasserstrahlschneiden, Laserschneiden, Messerschneiden und CNC-Fräsen individuell zugeschnitten werden. Jede Methode bietet unterschiedliche Vorteile hinsichtlich Präzision, Kantenqualität, Werkzeugkosten und Produktionsvolumen. Stanzen ist am wirtschaftlichsten für große Auflagen und Wasserstrahlschneiden ideal für komplexe Designs.
Durch jahrelange Erfahrung in der Verarbeitung von Standard-Silikonplatten zu präzise gefertigten Komponenten habe ich wertvolle Einblicke in die Stärken und Schwächen der einzelnen Schneideverfahren gewonnen. Ich zeige Ihnen die verschiedenen Optionen und helfe Ihnen, die optimale Lösung für Ihre spezifischen Anwendungsanforderungen zu finden.
Wie werden Silikonplatten durch Stanzen in präzise Komponenten umgewandelt?
Fertigungsingenieure haben oft Schwierigkeiten, identische Silikonteile in gleichbleibender Qualität herzustellen. Durch das Schneiden von Hand entstehen Abweichungen zwischen den Teilen, während mit einfachen Schneidwerkzeugen die komplexen Formen, die für spezielle Anwendungen benötigt werden, nicht erreicht werden können.
Beim Stanzen werden maßgefertigte Metallstempel verwendet, um Silikonplatten zu stanzen oder zu pressen, wodurch identische Teile mit sauberen Kanten entstehen. Dieses Verfahren ermöglicht Toleranzen von bis zu ±0,1 mm und die Produktion von Tausenden identischen Teilen pro Stunde. Damit eignet es sich ideal für die Großserienproduktion.

Der Goldstandard für die Massenproduktion
Das Stanzen ist seit über einem Jahrzehnt das Rückgrat unserer Produktion kundenspezifischer Silikonkomponenten. Ich erinnere mich noch gut daran, wie uns ein Kunde mit der Bitte um die monatliche Produktion von 50.000 Silikondichtungen für seine neue Babyflaschenlinie kontaktierte. Das Stanzen war die naheliegende Wahl, da es uns ermöglichte, gleichbleibende Qualität zu liefern und gleichzeitig die Stückkosten bemerkenswert niedrig zu halten.
Bei diesem Verfahren werden speziell entwickelte Metallformen (im Wesentlichen hochentwickelte Ausstechformen) verwendet, um identische Formen aus Silikonplatten auszustanzen. Die Formen können in nahezu jeder Form hergestellt werden, von einfachen Kreisen und Rechtecken bis hin zu komplexen Geometrien mit Innenausschnitten und präzisen Kantendetails.
Stanzarten für Silikon
Es gibt verschiedene Varianten der Stanztechnologie, jede mit spezifischen Vorteilen:
- Flachbettstanzen Bei diesem traditionellen Verfahren werden Stahlbandmatrizen mithilfe hydraulischer Pressen durch das Silikonmaterial gepresst. Es eignet sich hervorragend für mitteldicke bis dicke Silikonplatten (2–10 mm) und bietet ein ausgewogenes Verhältnis zwischen Präzision und Produktionsgeschwindigkeit.
- Rotationsstanzen Für die Produktion extrem hoher Stückzahlen werden beim Rotationsstanzen zylindrische Stanzformen auf rotierenden Trommeln verwendet. Zwar sind die anfänglichen Werkzeugkosten höher, die Produktionsgeschwindigkeit kann jedoch Tausende von Teilen pro Stunde erreichen, was die Stückkosten bei großen Auflagen drastisch reduziert.
- Clicker-Stanzen Diese Variante verwendet eine Schwenkbalkenpresse und eignet sich besonders für dickere Silikonplatten (5–20 mm), bei denen eine höhere Schneidkraft erforderlich ist. Sie bietet hervorragende Präzision, arbeitet jedoch langsamer als Rotationssysteme.
| Stanzmethode | Optimale Blechdicke | Produktionsgeschwindigkeit | Werkzeugkosten | Präzision |
|---|---|---|---|---|
| Pritsche | 2 mm bis 10 mm | Mittel | Mäßig | ±0,2 mm |
| Drehbar | 0,5 mm bis 5 mm | Sehr hoch | Hoch | ±0,1 mm |
| Klicker | 5 mm bis 20 mm | Niedrig-Mittel | Mäßig | ±0,25 mm |
Vorteile und Einschränkungen
Stanzen eignet sich hervorragend für Szenarien, die Folgendes erfordern:
- Massenproduktion (typischerweise über 1.000 identische Teile)
- Konsistente Wiederholbarkeit von Teil zu Teil
- Saubere, professionelle Kantenqualität
- Kostengünstige Stückpreise
Es gibt jedoch Einschränkungen:
- Hohe anfängliche Werkzeugkosten (typischerweise $500-$2.500 pro Matrize)
- Eingeschränkte Flexibilität bei Designänderungen (erfordert neue Matrizen)
- Bei Kleinserien nicht wirtschaftlich
- Möglicher Materialabfall zwischen den Schnittteilen
Für viele unserer Industriekunden amortisiert sich die anfängliche Investition in Stanzformen schnell durch geringere Arbeitskosten und höhere Qualität. Ein Kunde aus der Automobilindustrie rechnete aus, dass sich seine Stanzwerkzeuge bereits nach 5.000 Teilen amortisierten. Jedes weitere Teil bedeutete im Vergleich zum vorherigen manuellen Stanzprozess reine Einsparungen.
Warum ist Wasserstrahlschneiden ideal für komplexe Silikonplattendesigns?
Ingenieure benötigen häufig komplizierte Silikonkomponenten mit komplexen inneren Merkmalen. Mit herkömmlichen Schneidemethoden sind diese Designs nicht realisierbar, was zu Kompromissen bei der Produktfunktionalität führt oder die Montage mehrerer Teile erfordert.
Beim Wasserstrahlschneiden wird ein Hochdruckwasserstrahl mit Schleifpartikeln gemischt, um Silikonplatten präzise und ohne Wärmeverzug zu schneiden. Dieses Verfahren erreicht Toleranzen von ±0,1 mm, ermöglicht das Schneiden komplexer Geometrien mit inneren Merkmalen und erfordert keine Werkzeugkosten. Daher eignet es sich ideal für die Prototypenentwicklung und kleine bis mittlere Produktionsläufe.

Präzision ohne Kompromisse
Das Wasserstrahlschneiden hat unsere Herangehensweise an komplexe Silikonkomponenten revolutioniert. Letztes Jahr arbeitete ich mit einem Hersteller medizinischer Geräte zusammen, der komplexe Silikondichtungen mit zahlreichen inneren Merkmalen und unterschiedlichen Dicken benötigte. Herkömmliches Stanzen hätte unerschwinglich teure Werkzeuge erfordert, doch das Wasserstrahlschneiden ermöglichte uns die Herstellung dieser komplexen Teile mit höchster Präzision.
Bei dieser Schneidetechnologie wird ein hauchdünner Wasserstrahl mit einem Druck von 60.000 PSI, oft gemischt mit abrasiven Granatpartikeln, verwendet, um Silikonmaterial wie ein mikroskopisches Messer zu durchtrennen. Der Prozess ist vollständig computergesteuert und setzt digitale Entwürfe direkt in fertige Teile um, ohne dass physische Werkzeuge erforderlich sind.
Technische Möglichkeiten des Wasserstrahlschneidens
Die Wasserstrahltechnologie bietet bemerkenswerte Präzision und Vielseitigkeit:
- Schnittpräzision: Typischerweise ±0,1 mm, wobei High-End-Systeme ±0,05 mm erreichen
- Minimale Featuregröße: Nur 0,5 mm für dünne Bleche
- Materialdickenbereich: Schneidet effektiv Silikon von 0,5 mm bis 50 mm Dicke
- Schnittbreite: Normalerweise 0,5–1,0 mm (die Breite des beim Schneiden entfernten Materials)
- Schnittgeschwindigkeit: 50–500 mm/Minute, abhängig von Dicke und Präzisionsanforderungen
Einer der größten Vorteile des Wasserstrahlschneidens ist die Möglichkeit, komplexe innere Strukturen zu erzeugen, ohne das umgebende Material zu verformen. Da im Gegensatz zum Laserschneiden keine Hitze entsteht, besteht keine Gefahr von thermischen Verformungen oder Materialveränderungen in der Nähe der Schnittkante.
Perfekte Anwendungen für das Wasserstrahlschneiden
Die Wasserstrahltechnologie ist besonders wertvoll für:
- Prototyping und Produktentwicklung Da keine Werkzeugkosten anfallen, können Designs schnell geändert und neu zugeschnitten werden, was eine schnelle Iteration während der Entwicklungsphasen ermöglicht.
- Kleine bis mittlere Produktionsläufe Wirtschaftlich rentabel für Auflagen von 1–1.000 Teilen, bei denen die Kosten für Stanzwerkzeuge unerschwinglich wären.
- Komplexe Geometrien Hervorragend geeignet zum Schneiden komplizierter Formen, enger Radien und innerer Merkmale, die mit anderen Methoden schwierig oder unmöglich wären.
- Schneiden gemischter Materialien Kann verstärkte Silikonplatten mit Glasfaser- oder Gewebeschichten schneiden, die bei anderen Schneidtechnologien Probleme verursachen könnten.
Die größte Einschränkung beim Wasserstrahlschneiden liegt in der Produktionsgeschwindigkeit. Obwohl es für Präzision und Flexibilität perfekt geeignet ist, kann es bei der Massenproduktion nicht mit der Rohleistungsgeschwindigkeit des Stanzens mithalten. Für viele unserer Kunden nutzen wir das Wasserstrahlschneiden für die Erstproduktion und das Prototyping und wechseln dann zum Stanzen, sobald die Designs fertiggestellt sind und die Stückzahlen steigen.
Wie bringt das Laserschneiden Präzision und Produktionsgeschwindigkeit für Silikonplatten in Einklang?
Produktdesigner stehen vor der Herausforderung, sowohl komplexe Designs als auch moderate Produktionsmengen zu produzieren. Beim Schneiden von Hand mangelt es an Präzision, während beim Stanzen teure Werkzeuge erforderlich sind, die sich bei mittleren Auflagen kaum rechtfertigen lassen.
Beim Laserschneiden werden Silikonplatten mithilfe fokussierter Lichtenergie präzise mit einer schmalen Schnittbreite von 0,1–0,2 mm geschnitten. Dieser computergesteuerte Prozess erreicht Toleranzen von ±0,1 mm, erfordert keine physischen Werkzeuge und kann 50–100 Teile pro Stunde verarbeiten. Damit eignet er sich für die Produktion komplexer Designs in mittleren Stückzahlen.

Die High-Tech-Schneidlösung
Für viele unserer Kunden ist Laserschneiden der perfekte Kompromiss zwischen Wasserstrahlschneiden und Stanzen. Kürzlich habe ich einem Hersteller von Unterhaltungselektronik geholfen, der für die Markteinführung eines neuen Produkts 5.000 maßgefertigte Silikondichtungen mit präzisen Abmessungen benötigte. Laserschneiden bot die perfekte Balance zwischen Produktionsgeschwindigkeit und Präzision, ohne dass teure Werkzeuge erforderlich waren.
Diese Technologie nutzt einen fokussierten Lichtstrahl, um Silikonmaterial entlang eines programmierten Schneidepfads zu verdampfen. Der Prozess ist vollständig computergesteuert und ermöglicht so höchste Präzision und Designflexibilität. Wichtig zu beachten ist jedoch, dass das Laserschneiden am besten mit bestimmten Silikonformulierungen funktioniert, da einige Arten beim Verdampfen schädliche Nebenprodukte erzeugen können.
Technische Überlegungen zum Laserschneiden von Silikon
Das Laserschneiden von Silikon erfordert eine sorgfältige Parameterkontrolle:
- Energieeinstellungen: Typischerweise 50-150 Watt für Silikonplatten
- Schnittgeschwindigkeit: 10–30 mm/Sekunde, abhängig von der Dicke
- Brennweite: Angepasst an die Materialstärke
- Hilfsgas: Normalerweise Stickstoff, um Verbrennungen zu verhindern und die Kantenqualität zu verbessern
Die größte Herausforderung beim Laserschneiden von Silikon ist die Beherrschung der Wärmeeinflusszonen (WEZ). Im Gegensatz zu Metallen kann es bei Silikon in der Nähe der Schnittkante zu leichten Verkohlungen oder Oberflächenveränderungen kommen. Moderne Lasersysteme minimieren diesen Effekt, dennoch ist er bei Anwendungen mit strengen Anforderungen an die Materialeigenschaften ein wichtiger Aspekt.
| Silikontyp | Eignung zum Laserschneiden | Besondere Überlegungen |
|---|---|---|
| Allgemeine Zwecke | Gut | Minimale Verkohlung bei richtigen Einstellungen |
| Platingehärtet | Gerecht | Möglicherweise sind langsamere Geschwindigkeiten erforderlich, um Hitzeschäden zu vermeiden |
| Fluorsilikon | Arm | Kann beim Erhitzen schädliche Nebenprodukte freisetzen |
| Verstärkt | Variable | Abhängig vom Verstärkungsmaterial |
Ideale Anwendungen für das Laserschneiden
In diesen Szenarien ist die Lasertechnologie hervorragend geeignet:
- Mittlere Produktionsmengen Perfekt für Auflagen von 100–5.000 Teilen, bei denen Geschwindigkeit wichtig ist, aber die Werkzeugausstattung nicht gerechtfertigt ist
- Enge Toleranzen Erreicht eine mit dem Wasserstrahl vergleichbare Präzision, jedoch mit höheren Produktionsgeschwindigkeiten
- Markieren und Schneiden Kann in einem einzigen Arbeitsgang sowohl Formen schneiden als auch Erkennungszeichen gravieren
- Schnelle Abwicklung Programme können schnell an Designänderungen angepasst werden, ohne dass neue Werkzeuge erforderlich sind
Ein Kunde aus der Luft- und Raumfahrtindustrie schätzt das Laserschneiden seiner Silikonkomponenten besonders, da er während des Schneidvorgangs QR-Codes und Teilenummern direkt auf jedem Teil anbringen kann. Diese integrierte Kennzeichnungsfunktion optimiert die Bestandsverwaltung und Qualitätskontrollprozesse.
Die Haupteinschränkungen beim Laserschneiden von Silikon sind mögliche Kantenverkohlung, Dickenbeschränkungen (typischerweise bis zu 10 mm) und Bedenken hinsichtlich der Materialverträglichkeit. Für Anwendungen, die absolut makellose Kanten erfordern oder bestimmte spezielle Silikonformulierungen beinhalten, kann das Wasserstrahlschneiden trotz seiner geringeren Geschwindigkeit vorzuziehen sein.
Wann eignen sich manuelle und halbautomatische Messerschneideverfahren für Silikonplatten?
Kleine Unternehmen und Startups können sich teure Schneidegeräte für begrenzte Produktionsanforderungen oft nicht leisten. Sie stehen daher vor der Wahl zwischen Outsourcing (mit hohen Mindestbestellmengen) oder dem Kampf mit unzureichenden Werkzeugen, die inkonsistente Ergebnisse liefern.
Das Messerschneiden umfasst Methoden vom Handschneiden mit Präzisionsmessern bis hin zu halbautomatischen Systemen mit oszillierenden oder Schleppmessern. Diese Verfahren erfordern nur minimale Werkzeuginvestitionen, können mit erfahrenen Bedienern Toleranzen von ±0,5 mm erreichen und sind für kleine Produktionsläufe von 1 bis 100 Stück wirtschaftlich.

Kostengünstige Lösungen für die Kleinserienproduktion
Unterschätzen Sie nicht den Wert gut ausgeführter Messerschneidemethoden. Als ich in der Silikonindustrie anfing, schnitt ich persönlich Dichtungsprototypen für einen Kunden von Hand, der später zu einem unserer größten Kunden wurde. Diese anfängliche Flexibilität bei kleinen Chargen ermöglichte es ihnen, ihr Produkt zu testen, bevor sie sich auf größere Produktionsläufe einließen.
Das Messerschneiden umfasst mehrere Ansätze, von vollständig manuell bis halbautomatisch:
Manuelles Präzisionsschneiden
Mithilfe spezieller Schneidwerkzeuge und Schablonen können erfahrene Techniker überraschend präzise Silikonkomponenten herstellen. Dieser Ansatz erfordert:
- Präzisionsstahlmaßstäbe oder -schablonen
- Scharfe Schneidwerkzeuge, speziell für Elastomere entwickelt
- Stabile Schneideflächen (typischerweise selbstheilende Schneidematten)
- Erfahrene Bediener mit Erfahrung in der Silikonherstellung
Diese Methode ist zwar arbeitsintensiv, erfordert aber praktisch keine Kapitalinvestitionen und eignet sich ideal für Kleinserien oder die Prototypenentwicklung. Mit erfahrenen Bedienern sind Toleranzen von ±0,5 mm für einfache Geometrien erreichbar.
Digitale Flachbett-Schneideplotter
Diese halbautomatischen Systeme stellen eine deutliche Verbesserung gegenüber dem manuellen Schneiden dar und sind dabei weitaus günstiger als Wasserstrahl- oder Lasersysteme:
- Computergesteuerter Schneidkopf (oszillierend, Schleppmesser oder rotierend)
- Vakuumtisch zum Fixieren des Materials
- Digitale Designschnittstelle für präzise Mustererstellung
- Produktionsgeschwindigkeiten von 10–30 Teilen pro Stunde
Diese Systeme kosten in der Regel 10.000–150.000 TP4T (im Vergleich zu über 100.000 TP4T für Laser- oder Wasserstrahlsysteme) und bieten kleinen und mittleren Unternehmen ein gutes Gleichgewicht zwischen Präzision und Erschwinglichkeit. Bei richtiger Einrichtung und Bedienung können sie Toleranzen von ±0,2 mm erreichen.
| Messerschneidemethode | Erstinvestition | Präzision | Produktionsgeschwindigkeit | Beste Anwendungen |
|---|---|---|---|---|
| Manuelles Schneiden | $100-$500 | ±0,5 mm | 5-10 Teile/Stunde | Prototypen, Einzelstücke |
| Schablonenschneiden | $500-$2,000 | ±0,3 mm | 10-15 Teile/Stunde | Kleine Auflagen, einfache Formen |
| Digitales Flachbett | $10,000-$50,000 | ±0,2 mm | 10-30 Teile/Stunde | Kleine bis mittlere Auflagen, abwechslungsreiche Designs |
Perfekte Szenarien zum Messerschneiden
Diese Methoden eignen sich in mehreren spezifischen Situationen:
- Startvorgänge Wenn das Kapital begrenzt ist, aber kleine Produktionskapazitäten benötigt werden
- Prototyping Für eine schnelle Bearbeitung von Teststücken, bevor Sie sich für teurere Produktionsmethoden entscheiden
- Sehr kleine Produktionsläufe Wenn die Produktion von nur 1-100 identischen Teilen teurere Methoden nicht rechtfertigt
- Dicke Silikonplatten Besonders effektiv zum Schneiden dickerer Materialien (10 mm+), die mit anderen Methoden schwierig zu schneiden wären
Einer unserer Kunden, ein Autoteilehersteller, nutzt ausschließlich digitales Messerschneiden für seine Silikonkomponenten. Bei einer Produktionsmenge von typischerweise weniger als 50 Stück passen die Flexibilität und die niedrigen Werkzeugkosten perfekt zu seinem Geschäftsmodell, Spezialteile für Sammlerfahrzeuge herzustellen.
Wie sorgt CNC-Fräsen für Präzision bei dicken Silikonplatten?
Hersteller haben Schwierigkeiten, dicke Silikonplatten präzise zu schneiden, insbesondere wenn komplexe 3D-Elemente erforderlich sind. Herkömmliche Schneidemethoden versagen bei dickeren Materialien oft, was zu ungleichmäßigen Kanten und Maßungenauigkeiten führt.
Beim CNC-Fräsen werden computergesteuerte rotierende Schneidwerkzeuge verwendet, um Silikonplatten, insbesondere dickere Varianten (10 mm+), präzise zu formen. Mit diesem Verfahren lassen sich Toleranzen von ±0,2 mm erreichen, abgeschrägte Kanten und 3D-Konturen erzeugen und Materialien mit einer Dicke von bis zu 50 mm verarbeiten. Damit eignet es sich ideal für Spezialanwendungen, die dicke Silikonkomponenten erfordern.

Meistern der Fertigung dicker Materialien
CNC-Fräsen hat für viele unserer Kunden, die mit dicken Silikonplatten arbeiten, scheinbar unlösbare Schneidprobleme gelöst. Ich habe kürzlich mit einem Hersteller von Industrieanlagen zusammengearbeitet, der 25 mm dicke Silikon-Dämpfungspads mit präzise abgewinkelten Kanten und Innentaschen benötigte. CNC-Fräsen war die einzige praktikable Lösung und lieferte genau das, was mit herkömmlichen Schneidmethoden nicht möglich war.
Diese Technologie nutzt rotierende Schneidwerkzeuge, die auf einem computergesteuerten Portalsystem montiert sind, um Material präzise gemäß programmierter Werkzeugwege zu entfernen. Im Gegensatz zu anderen Schneidverfahren, bei denen Material einfach entlang einer Linie getrennt wird, kann CNC-Fräsen dreidimensionale Merkmale erzeugen, wie zum Beispiel:
- Abgeschrägte oder gefaste Kanten
- Taschen und Aussparungen unterschiedlicher Tiefe
- Abgestufte Dickenübergänge
- Strukturierte Oberflächen
- Komplexe 3D-Konturen
Technische Aspekte des CNC-Fräsens von Silikon
Das erfolgreiche Fräsen von Silikon erfordert spezielle Kenntnisse:
- Werkzeugauswahl: Typischerweise Hartmetall-Schaftfräser mit spezifischen Geometrien für Elastomere
- Spindeldrehzahlen: Normalerweise niedriger als bei starren Materialien (5.000–15.000 U/min)
- Vorschubgeschwindigkeiten: Sorgfältig kontrolliert, um Materialverformungen zu vermeiden
- Vorrichtung: Entscheidend für den sicheren Halt flexibler Silikonplatten während der Bearbeitung
- Kühlung: Oft erforderlich, um einen Hitzestau zu verhindern, der die Eigenschaften des Silikons beeinträchtigen könnte
Die größte Herausforderung beim CNC-Fräsen von Silikon besteht darin, die Flexibilität und Elastizität des Materials zu beherrschen. Im Gegensatz zu starren Materialien, die während der Bearbeitung ihre Position halten, kann sich Silikon unter Schnittkräften biegen und verformen. Dies erfordert spezielle Vorrichtungslösungen und eine sorgfältige Kontrolle der Bearbeitungsparameter.
Perfekte Anwendungen für CNC-Fräsen
Diese Technologie eignet sich hervorragend für mehrere spezifische Szenarien:
- Verarbeitung dicker Materialien Ideal für Silikonplatten mit einer Dicke von 10–50 mm, die mit anderen Schneidemethoden eine Herausforderung darstellen würden
- 3D-Feature-Erstellung Wenn Komponenten unterschiedliche Dicken, Taschen,
- Enge Toleranzanforderungen Kann selbst bei dicken Materialien konsistente Toleranzen von ±0,2 mm erreichen
- Gemischte Operationen Kombinieren von Schneiden, Bohren und Oberflächenstrukturieren in einer einzigen Einrichtung
| Materialstärke | Vorteile des CNC-Fräsens | Einschränkungen alternativer Methoden |
|---|---|---|
| 10-20 mm | Saubere Kantenqualität, Dimensionsstabilität | Beim Stanzen ist ein hoher Kraftaufwand erforderlich, beim Laserschneiden ist die Tiefe begrenzt |
| 20-30 mm | Möglichkeit zum Erstellen von 3D-Funktionen | Wasserstrahl kann zu Materialverformung und ungleichmäßigen Schnitten führen |
| 30-50 mm | Präzise Dickenkontrolle über große Flächen | Mit den meisten anderen Methoden ist diese Dicke nicht zu verarbeiten. |
Ein auf Schwingungsisolationssysteme spezialisierter Fertigungskunde nutzt für seine dicken Silikonkomponenten ausschließlich CNC-Fräsen. Er schätzt insbesondere die Möglichkeit, Profile mit variabler Dicke zu erstellen, die die Dämpfungsleistung optimieren und gleichzeitig präzise Montagemaße gewährleisten – was mit herkömmlichen Schneidemethoden nicht möglich ist.
Zu berücksichtigende Einschränkungen
Obwohl CNC-Fräsen leistungsstark ist, hat es auch einige Nachteile:
- Langsamere Produktionsgeschwindigkeit im Vergleich zum Stanzen
- Höhere Programmier- und Einrichtungskosten
- Möglicher Werkzeugverschleiß, der die Abmessungen bei langen Läufen beeinträchtigt
- Nicht wirtschaftlich für sehr dünne Materialien (unter 3 mm)
Bei vielen Spezialanwendungen, die die Herstellung dicker Silikone erfordern, werden diese Einschränkungen durch die einzigartigen Möglichkeiten des CNC-Fräsens bei weitem aufgewogen. Bei der Bewertung dieser Methode empfehle ich, den gesamten Produktionslebenszyklus zu berücksichtigen, einschließlich möglicher Designänderungen und langfristiger Produktionsanforderungen.
Wie wählen Sie die optimale Schneidmethode für Ihre spezifische Anwendung aus?
Ingenieure wählen Schneidemethoden oft nach Vertrautheit und nicht nach Eignung aus. Dies führt zu unnötigen Kosten, Qualitätsproblemen oder Produktionsverzögerungen. Ohne einen systematischen Bewertungsprozess verwenden Unternehmen häufig suboptimale Fertigungsansätze.
Die optimale Schneidemethode hängt von fünf Schlüsselfaktoren ab: Produktionsvolumen, Materialstärke, Designkomplexität, Toleranzanforderungen und Budgetbeschränkungen. Stanzen eignet sich hervorragend für hohe Stückzahlen, Wasserstrahlschneiden für komplexe Designs, Laserschneiden für mittlere Auflagen, Messerschneiden für Prototypen und CNC-Fräsen für dicke Materialien.

Jedes Mal die richtige Wahl treffen
Nachdem ich Hunderten von Kunden bei der Auswahl des optimalen Stanzverfahrens für ihre Silikonkomponenten geholfen habe, habe ich einen systematischen Ansatz für diese Entscheidung entwickelt. Letzten Monat habe ich John durch genau diesen Prozess geführt, als sein Unternehmen maßgeschneiderte Silikonkomponenten für eine neue Babyproduktlinie benötigte. Nach sorgfältiger Prüfung seiner spezifischen Anforderungen identifizierten wir das Stanzen als optimale Lösung und sparten ihm dadurch Tausende an Produktionskosten.
Der Auswahlprozess umfasst die Bewertung von fünf kritischen Faktoren:
1. Bewertung des Produktionsvolumens
Die Menge der benötigten identischen Teile hat einen erheblichen Einfluss auf die wirtschaftlichste Schneidmethode:
- Prototyp/Kleinserie (1–100 Stück) Empfohlen: Manuelles Messerschneiden, digitales Flachbettschneiden. Begründung: Niedrige Einrichtungskosten wiegen die langsamere Produktionsgeschwindigkeit auf.
- Mittlere Auflage (100–5.000 Stück) Empfohlen: Laserschneiden, Wasserstrahlschneiden Begründung: Gleichgewicht zwischen Einrichtungskosten und Produktionseffizienz
- Große Auflage (5.000+ Stück) Empfohlen: Stanzen. Begründung: Höhere anfängliche Werkzeugkosten werden durch schnelle Produktion und niedrige Stückkosten ausgeglichen.
2. Überlegungen zur Materialstärke
Verschiedene Schneidtechnologien haben optimale Dickenbereiche:
| Dickenbereich | Optimale Methoden | Zu vermeidende Methoden |
|---|---|---|
| 0,5 mm bis 2 mm | Stanzen, Laserschneiden, Messerschneiden | CNC-Fräsen (übermäßiges Einrichten) |
| 3 mm bis 10 mm | Stanzen, Wasserstrahlschneiden, Laserschneiden | Manuelles Messerschneiden (inkonsistent) |
| 10 mm bis 20 mm | Wasserstrahl, CNC-Fräsen | Laserschneiden (begrenzte Tiefe) |
| 20 mm+ | CNC-Fräsen, Wasserstrahl | Die meisten anderen Methoden |
3. Bewertung der Designkomplexität
Die Komplexität Ihres Designs hat erhebliche Auswirkungen auf die Methodenauswahl:
- Einfache Formen (Kreise, Rechtecke, grundlegende Geometrien) Mehrere praktikable Optionen: Stanzen bietet die beste Wirtschaftlichkeit für höhere Stückzahlen
- Mittlere Komplexität (mehrere Funktionen, einige interne Aussparungen) Beste Optionen: Stanzen (hohes Volumen), Laser- oder Wasserstrahlschneiden (niedriges bis mittleres Volumen)
- Hohe Komplexität (komplizierte Details, enge interne Funktionen) Beste Optionen: Wasserstrahl- oder Laserschneiden für die meisten Mengen
- 3D-Funktionen (variable Dicke, konturierte Oberflächen) Einzige praktikable Option: CNC-Fräsen
4. Toleranzanforderungen
Die erforderliche Präzision beeinflusst die Methodenauswahl direkt:
- Standardtoleranz (±0,5 mm) Mehrere Optionen realisierbar, einschließlich wirtschaftlicher Messerschnitte für geringere Mengen
- Präzisionstoleranz (±0,2 mm) Erfordert Laserschneiden, Wasserstrahlschneiden, Stanzen oder CNC-Fräsen
- Hohe Präzision (±0,1 mm) Beschränkt auf Wasserstrahl-, Laser- oder Präzisionsstanzen
5. Budgetbeschränkungen
Finanzielle Überlegungen geben oft den Ausschlag für die endgültige Entscheidung:
- Minimale Investition Manuelle Schneidesysteme oder digitale Flachbettsysteme bieten die niedrigsten Einstiegskosten
- Moderate Investition Outsourcing an Schneiddienstleister bietet ein ausgewogenes Verhältnis von Qualität und Kosten
- Maximale Qualität unabhängig von den Kosten Eigene fortschrittliche Schneidsysteme oder Premium-Schneidedienstleister
Durch die systematische Bewertung dieser fünf Faktoren können Sie sicher das optimale Schneidverfahren für Ihre spezifische Anwendung auswählen. Meiner Erfahrung nach verhindert dieser strukturierte Ansatz kostspielige Fehler und gewährleistet das optimale Gleichgewicht zwischen Qualität, Kosten und Produktionseffizienz.
Für viele unserer Kunden besteht die ideale Lösung oft darin, mehrere Schneidemethoden über den gesamten Lebenszyklus eines Produkts hinweg zu kombinieren – beginnend mit Messer- oder Wasserstrahlschneiden während der Prototypenentwicklung und der Erstproduktion kleiner Stückzahlen, und dann mit zunehmender Stückzahl und Stabilisierung des Designs zum Stanzen überzugehen.
Abschluss
Die Wahl des richtigen Schneidverfahrens für Ihre Silikonplatten hängt von Ihren spezifischen Anforderungen ab. Stanzen eignet sich für hohe Stückzahlen, Wasserstrahlschneiden für komplexe Designs, Laserschneiden für mittlere Auflagen, Messerschneiden für Prototypen und CNC-Fräsen für dicke Materialien. Durch die Abwägung dieser Optionen anhand Ihrer Anforderungen erzielen Sie optimale Ergebnisse.