Bebas kilat LSR Komponen-komponen ini sangat penting untuk aplikasi medis, kedirgantaraan, dan penyegelan dengan keandalan tinggi, namun mencapai konsistensi yang baik tetap sulit. Artikel ini berfokus pada dua faktor utama yang menentukan keberhasilan—toleransi cetakan yang sangat ketat dan logika vakum yang diatur waktunya dengan cermat—sambil membahas elemen pendukung seperti geometri, saluran dingin, dan kontrol proses harian. Tujuannya adalah untuk berbagi pendekatan praktis yang telah terbukti efektif dalam produksi nyata.

Pemangkasan Sekunder – Pemicu Biaya Tersembunyi
Penghilangan gerinda secara manual dan inspeksi 100% di bawah pembesaran seringkali menjadi biaya variabel terbesar dalam pencetakan silikon di AS. Pada segel medis yang lebih kecil, gasket mikro, atau komponen sensor, biaya tenaga kerja pemangkasan ditambah biaya overhead terkait dapat mencapai 40–60% dari biaya akhir komponen yang diterima. Dalam salah satu program segel katup pernapasan yang kami tangani, cetakan awal membutuhkan pemangkasan selama satu shift penuh pada setiap proses produksi; setelah revisi yang ditargetkan, operasi tersebut dihilangkan dan biaya per komponen turun secara signifikan dalam waktu dua bulan.
Industri yang diatur ketat memberikan sedikit ruang untuk pengerjaan ulang. Fragmen sisa material yang terlepas dalam implan dapat menyebabkan masalah biokompatibilitas atau mekanis yang serius. Dalam aplikasi penyegelan, bahkan bibir luapan 0,01 mm dapat menciptakan jalur kebocoran atau permukaan aus yang menyebabkan kegagalan kualifikasi. Tanpa sisa material berarti garis pemisah tidak menunjukkan adanya material yang keluar di bawah pembesaran 30–40×—bersih, halus, dan konsisten.
Perilaku Aliran LSR dan Jendela Kontrol Sempit
Selama injeksi, Viskositas LSR turun di bawah 500 cps, memungkinkannya menembus celah sekecil 0,005 mm hampir seketika. Tidak seperti TPU atau TPE, yang mengental dengan cepat akibat geser dan memberikan sedikit toleransi pada garis pemisah, LSR tetap cair hingga ikatan silang yang dikatalisis platinum dimulai di akhir siklus.
Tekanan injeksi 80–150 bar (lebih tinggi pada fitur mikro) memastikan pengisian yang sempurna, tetapi juga menyebabkan sedikit defleksi pelat cetakan—yang dikenal sebagai pernapasan cetakan. Bukaan mikroskopis ini terjadi tepat ketika material masih bergerak. Cetakan yang memiliki celah penutup kurang dari 3 μm pada suhu ruangan sering menunjukkan kelebihan material (flash) pada suhu operasi 170–200 °C kecuali perbedaan ekspansi termal antara inti dan rongga sengaja dikompensasi.

Pilar I – Mempertahankan Toleransi Pemutusan 5 Mikron
Pemilihan baja menjadi fondasi yang penting. Baja S136 hasil peleburan ulang ESR atau baja H13 premium, yang diproses dengan beberapa siklus temper, memberikan stabilitas dimensi yang dibutuhkan untuk produksi jangka panjang.
Ekspansi termal merupakan faktor konstan. Baja perkakas memuai sekitar 11–13 μm per meter per kenaikan suhu 100 °C. Untuk alas cetakan 300 mm, pergeseran dari suhu ambien ke suhu operasi menghasilkan total pemuaian 0,05–0,07 mm. Bahkan variasi kecil dalam keseragaman pemanasan atau sifat baja antara inti dan rongga dapat membuka satu sisi penutup sementara menutup sisi lainnya.
Analisis elemen hingga termal (FEA) pada tahap desain membantu memprediksi pergerakan, tetapi kalibrasi sebenarnya berasal dari pemetaan suhu saat pencetakan diikuti dengan penyesuaian geometri halus—biasanya offset 0,002–0,004 mm pada permukaan pemisah. Pemesinan menggunakan penggilingan nano-presisi 5 sumbu untuk pengasaran, kemudian pemesinan kawat EDM dengan hasil akhir seperti cermin atau penggerindaan profil optik pada pita penutup untuk mencapai Ra <0,02 μm. Permukaan yang lebih kasar menciptakan jalur keluar yang dimanfaatkan LSR dengan cepat.

Penyesuaian Geometri yang Menghilangkan Kilatan Cahaya
Sebuah proyek klien melibatkan bellow silikon yang dicetak berlebih dengan sudut internal yang tajam yang memusatkan tekanan dan menyebabkan kelebihan material (flash) di setiap transisi. Setelah satu kali revisi cetakan, perubahannya adalah:
| Aspek | Desain Asli | Desain yang Direvisi | Hasil |
| Jari-jari Sudut | Transisi tajam 0,2 mm | Jari-jari minimum 0,6–0,8 mm | Tekanan puncak berkurang 22–28% |
| Transisi Ketebalan Dinding | Langkah mendadak (0,4 hingga 1,2 mm) | Kemiringan bertahap 15° sepanjang 2,5 mm | Tidak ada semburan, aliran depan lebih halus. |
| Penempatan Gerbang | Gerbang tepi tunggal pada bagian tebal | Dua gerbang kipas seimbang | Pengisian merata, 15% pengemasan lebih cepat |
| Kejadian Kilat | 62% bagian memerlukan pemangkasan. | Pada dasarnya nol | Operasi pemangkasan dihilangkan |
| Waktu Siklus | 52 detik | 41 detik | Peningkatan throughput 21% |
Perubahan geometri sederhana ini menghasilkan komponen yang lebih rapi dan siklus yang lebih cepat.
Pilar II – Logika Vakum dan Pengaturan Waktu
Kedalaman ventilasi menghadirkan dilema klasik. Ventilasi konvensional 10–20 μm memungkinkan kilatan cahaya; kedalaman yang lebih sempit 2–4 μm berisiko menyebabkan udara terjebak, terbakar, atau tembakan yang tidak sempurna kecuali vakum diterapkan secara efektif.
Pra-vakum dimulai segera setelah gaya penjepit mencapai 70–80%, membersihkan sebagian besar udara di dalam rongga sebelum material masuk. Vakum bertahap, yang dipicu oleh posisi sekrup atau tekanan rongga, memberikan kontrol yang lebih halus: tarikan kuat sekitar pengisian 60%, diikuti oleh denyut vakum tinggi singkat di dekat pengisian 95% untuk mengekstrak kantong akhir tanpa menarik silikon ke dalam ventilasi.
Cincin penyegel vakum perimeter—alur sempit di luar rongga yang terhubung ke saluran vakum—telah terbukti andal. Cincin ini mempertahankan penutupan logam ke logam sekaligus menawarkan jalur pembuangan yang terkontrol. Pada satu alat rumah medis multi-rongga, fitur ini mengurangi penolakan terkait flash dari 18% menjadi di bawah 1% dan mempertahankan level tersebut hingga lebih dari 100.000 tembakan.

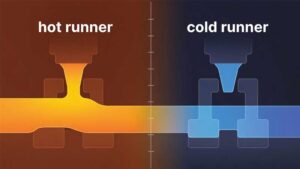
Sistem Cold-Runner – Realitas Ekonomi
Sistem cold runner menghilangkan limbah runner yang mengeras (biasanya 30–60% dari berat tembakan) dan mengurangi waktu siklus sebesar 15–30%. Untuk program micro-seal representatif sebanyak 500.000 buah/tahun:
- Cetakan konvensional: perkakas $85k, limbah material ~12%, siklus 48 detik, pemangkasan diperlukan
- Cetakan cold-runner: perkakas $102k (+$17k), limbah <2%, siklus 36 detik, tanpa pemangkasan
Pada umumnya penyembuhan platinum Dengan harga LSR, penghematan material saja sudah cukup untuk menutup biaya tambahan dalam waktu sekitar 4,5 bulan. Termasuk penghematan tenaga kerja dan peningkatan pemanfaatan mesin press, pengembalian modal seringkali turun menjadi 3–4 bulan.
Total biaya pendaratan adalah metrik yang lebih baik daripada harga cetakan. Alat tanpa cacat yang dirancang dengan baik mungkin membutuhkan biaya awal 25–40% lebih banyak, tetapi alat ini menghilangkan limbah, pengerjaan ulang, dan penundaan validasi.
Disiplin Proses untuk Mencegah Penyimpangan Bertahap
Pengalihan V/P yang dipicu tekanan rongga pada pengisian 95–98% mencegah pengisian berlebih sekaligus memastikan reproduksi detail yang lengkap. Keseragaman suhu cetakan ±2 °C di seluruh permukaan menghindari ekspansi lokal yang menyebabkan kelebihan material di satu sisi; pencitraan termal selama pengoperasian awal memastikan pemanasan yang merata.
Permukaan penutup memerlukan pembersihan setiap 40–60 ribu tembakan. Residu silikon dan zat pelepas membentuk lapisan tipis yang dapat melebihi jarak aman yang dirancang. Rutinitas pembersihan ultrasonik, pengelapan dengan pelarut, dan inspeksi mikroskopis menghentikan kembalinya kilatan cahaya secara perlahan.

Kesimpulan
Pencetakan LSR tanpa flash bergantung pada integrasi yang ketat antara toleransi cetakan, strategi vakum, optimasi geometri, dan kontrol proses yang konsisten. Ketika elemen-elemen ini selaras, operasi sekunder menghilang, risiko kualitas menurun, dan ekonomi secara keseluruhan meningkat secara signifikan.