Tem curiosidade sobre a produção de produtos de silicone com formas complexas e detalhes precisos? A conformação pneumática de silicone (SPF) é a solução.
Exploraremos as vantagens e aplicações da conformação pneumática de silicone e a compararemos com outros processos de moldagem, ajudando você a entender qual método é mais adequado às suas necessidades.
O que é conformação pneumática de silicone
A conformação pneumática de silicone utiliza pressão de ar para moldar o material. Nesse processo, o silicone líquido é injetado em um molde. A pressão de ar é então aplicada para empurrar o silicone para dentro de todos os detalhes e aberturas do molde, garantindo que o material adquira o formato desejado. Ao controlar a força e a direção da pressão de ar, o processo garante que o silicone preencha o molde uniformemente, evitando bolhas ou defeitos.
Este método é especialmente útil para criar peças com formas complexas ou tamanhos pequenos. Ajuda a alcançar alta precisão e eficiência. A conformação pneumática de silicone é comumente usada na produção de dispositivos médicos, selos eletrônicos e peças automotivas, onde precisão e consistência são cruciais.
Mercados de alto padrão com crescente demanda por conformação pneumática de silicone
Vários mercados de alto padrão estão demonstrando crescente necessidade de conformação pneumática de silicone. A indústria médica se destaca em primeiro lugar. Ela utiliza essa tecnologia para fabricar peças avançadas, como implantes flexíveis e instrumentos cirúrgicos precisos. A demanda cresce aqui porque essas peças precisam ser seguras, macias e precisas.
Em seguida, o setor aeroespacial está despertando interesse. Eles buscam componentes de silicone leves e resistentes ao calor para sistemas de aeronaves. Essa necessidade aumenta à medida que os aviões se tornam mais avançados.
O campo da robótica flexível é outro grande destaque. Empresas utilizam moldagem pneumática de silicone para peças flexíveis de robôs, como garras e atuadores. Este mercado está se expandindo rapidamente com a crescente inovação em robótica.
Por fim, os bens de consumo de luxo estão se juntando à tendência. Wearables de alta qualidade, como pulseiras de smartwatch, contam com esse método para obter estilo e conforto. Esses mercados estão crescendo porque a moldagem pneumática de silicone oferece qualidade e precisão que não se encontram em nenhum outro lugar.
Processo de conformação pneumática de silicone
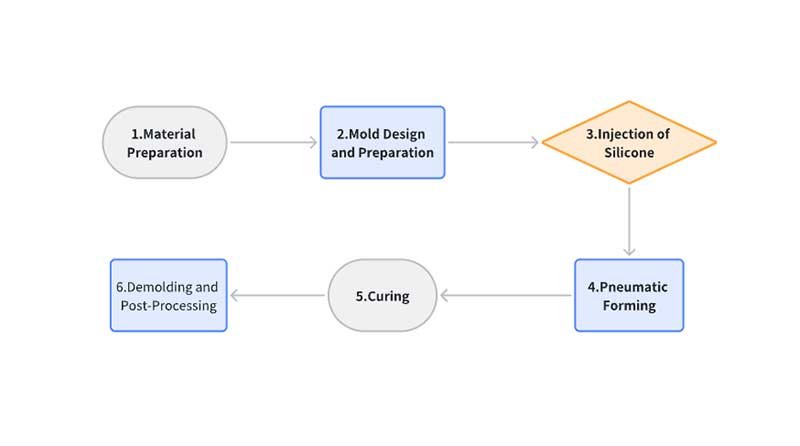
- Preparação do material
O primeiro passo é escolher o material certo, geralmente borracha de silicone líquido (LSR). Este silicone possui excelentes propriedades de fluidez e aderência, facilitando o preenchimento de moldes com formas complexas. Antes do uso, o silicone líquido normalmente é processado para remover quaisquer bolhas de ar e garantir a uniformidade. Isso pode incluir mistura, desgaseificação e aquecimento para preparar o material.
- Projeto e preparação de moldes
O projeto do molde é uma etapa importante. Um molde adequado é criado com base nos requisitos do produto. Os moldes geralmente são feitos de metais resistentes ao calor, como alumínio ou aço. A superfície do molde deve ser lisa e sem defeitos para que o silicone possa ser facilmente removido após a cura.
- Injeção de Silicone
Assim que o molde estiver pronto, o silicone líquido é injetado. Esta etapa requer controle preciso para garantir que o silicone preencha o molde uniformemente, sem criar bolsas de ar. A quantidade e a velocidade da injeção são cuidadosamente controladas para se adequar ao tamanho e formato do molde, garantindo um processo suave e eficiente.
- Conformação Pneumática
Após a injeção do silicone, a pressão do ar é aplicada para ajudar o silicone a preencher todas as partes do molde. O sistema pneumático injeta ar comprimido ou gás no molde. Essa pressão força o silicone a preencher todos os detalhes e lacunas, garantindo uma distribuição uniforme. Ao controlar a pressão do ar, os fabricantes podem evitar bolhas de ar e defeitos, garantindo um acabamento liso e de alta qualidade.
- Cura
O silicone é então curado com calor. A temperatura e o tempo são cuidadosamente controlados para garantir a cura completa do silicone, tornando-o durável, elástico e resistente ao calor. Normalmente, o processo de cura leva de alguns minutos a várias horas, dependendo do tipo de silicone e da espessura do produto.
- Desmoldagem e Pós-Processamento
Após a cura, o produto de silicone é removido do molde. A remoção cuidadosa é necessária para evitar danos ao produto. Uma vez desmoldado, o produto passa por um pós-processamento. Isso pode incluir o corte do excesso de material, a verificação de defeitos na superfície e a inspeção da qualidade do produto. As verificações finais garantem que o produto atenda às especificações exigidas.

Comparação com moldagem por injeção de silicone líquido
Moldagem Pneumática de Silicone (SPF) e Moldagem por Injeção de Silicone Líquido (LIM) são duas técnicas comumente utilizadas para a produção de produtos de silicone de alta precisão. Ambos os métodos são empregados em diversos setores, como dispositivos médicos, componentes automotivos e eletrônicos de consumo, mas cada um possui características únicas.
O processo SPF é conhecido por sua capacidade de criar paredes ultrafinas e geometrias complexas, enquanto o LIM se destaca na produção de alta velocidade com menor desperdício de material.
A tabela a seguir destaca as diferenças entre esses dois processos, ajudando as empresas a selecionar o método mais adequado com base nas necessidades do seu produto.
| Dimensão de comparação | Conformação Pneumática de Silicone (SPF) | Moldagem por injeção de silicone líquido (LIM) |
| Princípio de moldagem | O ar comprimido impulsiona o fluxo de silicone | Enchimento por injeção de parafuso + vulcanização por calor |
| Temperatura do molde | 160-180°C (Controle de gradiente localizado) | 180-200°C (Controle uniforme de temperatura) |
| Faixa de pressão | 0,2-2,0 MPa (controle de pressão dinâmica) | 15-30 MPa (alta pressão constante) |
| Tempo de ciclo | 90-150 segundos (incluindo resfriamento e ejeção) | 45-80 segundos (vulcanização de alta velocidade) |
| Limite de espessura da parede | 0,08 mm (vantagem em áreas ultrafinas) | 0,3 mm (limitado pelo controle de calor de cisalhamento) |
| Relação de comprimento de fluxo (L/T) | 250:1 (forte penetração em canais complexos) | 150:1 (limites de alta viscosidade) |
| Taxa de desperdício de material | 3-5% (resíduos do canal frio) | 1-2% (controle de circuito fechado de canal quente) |

Aplicações da conformação pneumática de silicone
| Área de aplicação | Caso de uso |
| Médico e Saúde | Dispositivos minimamente invasivos: selo oclusor cardíaco de silicone |
| Modelos de órgãos biônicos: redes vasculares de silicone para cirurgia | |
| Eletrônicos de consumo | Vedações à prova d'água: Anéis de vedação para fones de ouvido TWS |
| Módulos de toque flexíveis: almofada de proteção para dobradiça Samsung Galaxy Z Fold | |
| Indústria automobilística | Smart Cockpit Seals: faixas de vedação dinâmicas para telhados |
| Vedações do sistema de acionamento elétrico: Vedações de isolamento de alta tensão | |
| Equipamentos Industriais | Selos de equipamentos semicondutores: Selos resistentes a plasma |
| Componentes de máquinas alimentícias: componentes de silicone de grau alimentício |
Aplicações médicas e de saúde
Dispositivos Médicos Minimamente Invasivos
Exemplo de aplicação: Membranas de vedação de silicone para oclusores cardíacos (espessura: 0,1 mm ± 5 μm)
Avanços técnicos: A tecnologia de controle de pressão em múltiplos estágios (gradiente de pressão de 0,05-0,8 MPa) garante a conformação uniforme de paredes ultrafinas. Tratamento de ativação de plasma nas superfícies do molde para eliminar resíduos de agentes desmoldantes, atendendo aos padrões de biocompatibilidade ISO 10993.
Situação do mercado: Empresas líderes como Medtronic e Boston Scientific dominam o mercado de ponta, com taxas de substituição domésticas inferiores a 15%.
Modelos de Órgãos Biônicos
Exemplo de aplicação: Redes vasculares de silicone para treinamento cirúrgico (incluindo estruturas simuladas de coágulos sanguíneos).
Inovações de ProcessoTecnologia de camada de sacrifício: Moldes de núcleo solúveis em água auxiliam na criação de cavidades complexas. Moldagem de compósitos de dureza múltipla (gradiente de dureza Shore de 20A a 50A).
Aplicações de eletrônicos de consumo
Componente de vedação à prova d'água
Produto típico: Anéis de vedação acústica de silicone para fones de ouvido TWS (classificação à prova d'água IPX8).
Parâmetros do Processo: Enchimento de fenda de injeção ultrafina de 0,3 mm (flutuação de pressão < ±0,05 MPa). Tecnologia de microespuma (densidade: 0,9 g/cm³, deformação permanente por compressão < 5%).
Módulos de toque flexíveis
Referência Tecnológica: Almofada protetora para dobradiça do Samsung Galaxy Z Fold (testada para 100.000 dobras).
Avanços materiais: Silicone modificado com grafeno (condutividade térmica aumentada para 5 W/m·K). Silicone autocicatrizante (taxa de reparo de microfissuras > 90% em 24 horas).

Aplicações na indústria automotiva
Sistemas de vedação de cockpit inteligente
Caso de produção em massa: Faixa de vedação dinâmica para teto panorâmico do Tesla Model Y.
Desafios do ProcessoMoldagem por curvatura contínua (raio de curvatura gradual de R50 mm a R800 mm). Estabilidade dimensional em temperaturas extremas (-40 °C a 150 °C) com coeficiente de expansão térmica < 200 ppm/°C.
Selos do sistema de acionamento elétrico
Especificações técnicas: Vedações de isolamento do sistema de alta tensão de 800 V (índice de resistência de rastreamento ≥ 600 V).
Soluções de materiais: Silicone preenchido com nitreto de boro (resistividade volumétrica > 1×10¹⁵ Ω·cm). Projeto de estrutura sanduíche (camada condutora/camada isolante/camada de blindagem co-moldadas).
Aplicações de equipamentos industriais
Selagem de equipamentos semicondutores
Requisitos rigorosos:
Resistência à corrosão do plasma (perda de massa < 0,1 mg após 10⁸ ciclos de bombardeio de RF).
Desgaseificação ultrabaixa (TML < 0,1%, CVCM < 0,01%).
Solução:
Borracha de fluorosilicone combinada com borracha de perfluoropoliéter para modificação.
Adsorção e desmoldagem por peneira molecular (resíduo de COVs < 1μg/g).
Componentes de máquinas de processamento de alimentos
Barreiras de Certificação: FDA 21 CFR 177.2600 + UE 1935/2004.
Inovações de Processo:
Tecnologia de desmoldagem por pulverização eletrostática sem contato.
Detecção de diferença de cor online (ΔE < 0,5).
Essas inovações destacam a versatilidade da conformação pneumática de silicone em diversos setores, especialmente em dispositivos médicos, eletrônicos de consumo, aplicações automotivas e equipamentos industriais. O desenvolvimento contínuo da tecnologia de moldagem e das propriedades dos materiais continua a impulsionar o progresso nessas áreas, tornando a conformação pneumática de silicone um processo cada vez mais vital para uma fabricação de alta precisão, durabilidade e baixo custo.

Comprovação de desempenho de peças de nível aeroespacial geradas por conformação pneumática de silicone
O sistema de validação de desempenho ambiental extremo para componentes de silicone de nível aeroespacial exige o estabelecimento de uma estrutura multidimensional abrangente, abrangendo triagem de materiais, simulação de ambientes extremos, verificação funcional, previsão de vida útil e certificações internacionais.
Por meio de testes rigorosos, como ciclos de vácuo térmico (-150 °C a +200 °C), erosão atômica por oxigênio (5 × 10¹⁵ átomos/cm²) e choque mecânico de 1500 G, combinados com o modelo de aceleração de Arrhenius e a teoria de acumulação de danos por fadiga, o sistema garante que os componentes de silicone resistam à radiação do espaço profundo, flutuações extremas de temperatura e condições de alto vácuo. A conformidade com a certificação de baixa desgaseificação da NASA (TML < 1,0%), as revisões de adequação espacial da ESA e os padrões de aviação DO-160 G são obrigatórios, estabelecendo uma cadeia de dados em circuito fechado rastreável.
| Categoria de teste | Condições Simuladas | Padrões de teste | Critérios-chave de desempenho |
| Ciclagem Térmica-Vácuo | -150°C a +200°C, 10⁻⁶ Torr, 100 ciclos | ECSS-Q-ST-70-02C | Taxa de variação de volume <0,5% |
| Erosão de oxigênio atômico | 5×10¹⁵ átomos/cm² (equivalente LEO) | ASTM E2089 | Profundidade de erosão superficial <10μm (SEM) |
| Desempenho de vedação dinâmica | 0→10⁵ Pa pressão cíclica, 10⁶ ciclos | ISO 3601-3 | Taxa de vazamento <1×10⁻⁶ cc/seg (teste He) |
| Teste elétrico criogênico | -180°C +10kV descarga sustentada | DO-160G Seção 25 | Resistividade volumétrica >1×10¹⁴ Ω·cm |
| Envelhecimento por radiação | Irradiação de raios gama de 500 krad | ASTM D1879 | Atenuação da resistência à tração <20% |
| Validação de vida útil | Modelo de Arrhenius (Ea=100kJ/mol) | MIL-HDBK-217F | Vida útil equivalente >15 anos (missão) |
Conclusão
A conformação pneumática de silicone oferece precisão, durabilidade e flexibilidade incomparáveis, tornando-a ideal para uma ampla gama de aplicações. Seja para dispositivos médicos, eletrônicos flexíveis ou componentes automotivos avançados, essa tecnologia garante produtos personalizados de alta qualidade, com detalhes minuciosos e desempenho confiável.