Bu sade ve üretim hattına yönelik kılavuzda, sararmayan şeffaf silikonun gerçek Kaliforniya güneşi altında 6-12 ay içinde neden açık limon sarısı bir renge dönüştüğünü ve CMF mühendislerinin, ürün tasarımcılarının ve markaların, yüksek UV ışınlarına, kıyı ve kentsel ortamlara yıllarca dayanabilen optik sınıf LSR'yi nasıl belirleyebileceklerini tam olarak açıklıyoruz.

CMF İncelemelerine Hala Hakim Olan Pahalı Efsane
Yıllardır tedarikçiler, kristal berraklığında ve kristal berraklığında parçalara ihtiyaç duyan tasarımcılar için sararmayan silikonu adeta kutsal kase olarak lanse ediyorlar. San Francisco, Boston veya Seattle'daki herhangi bir CMF incelemesine göz atın, aynı tanıtımı duyacaksınız: “Platin kürlü, Optik sınıfı LSR—sonsuza dek netlik garantisi.”
Ancak Kaliforniya'nın yüksek UV ışınlarına maruz kaldığı gerçekliğinde—özellikle Los Angeles'tan Körfez Bölgesi'ne kadar uzanan ve 300 günden fazla süren yoğun güneş ışığı altında—şeffaf akıllı saat kayışları, bahçe aydınlatma difüzörleri ve dış mekan kulaklık gövdeleri 6-12 ay içinde berrak halinden soluk limon sarısına dönüşüyor. Şeffaf silikonun sararması sadece kozmetik bir sorun değil; daha derin bir bozulmanın işaretidir: kırılganlık, elastikiyet kaybı ve ürün performansını düşüren ölçülebilir bir ışık geçirgenliği azalması.
Kuzey Amerika markaları için 15 yılı aşkın süredir yüksek hacimli LSR üretimi yaptıktan sonra, Çin, Vietnam ve ABD'deki fabrikalarda aynı arıza biçimlerinin tekrarlandığını gördük. Bu teori değil. Pazarlama broşürlerinde asla bahsedilmeyen, üretim sahasındaki gerçektir.
Kimya Derinlemesine İnceleme: Katkı Yöntemiyle Kürleme ve Yoğunlaşma Yöntemiyle Kürleme Karşılaştırması
Optik uygulamalarda neden ilave kürleme (platin) yöntemi daha avantajlıdır?
Silikonun omurgasını oluşturan Si-O-Si zinciri, polimer kimyasındaki en UV'ye dayanıklı bağlardan biridir. Bu yüzden bu efsane devam ediyor. Sorun, yan zincirlerde ve üretim sırasında eklenen diğer her şeyde yatıyor.
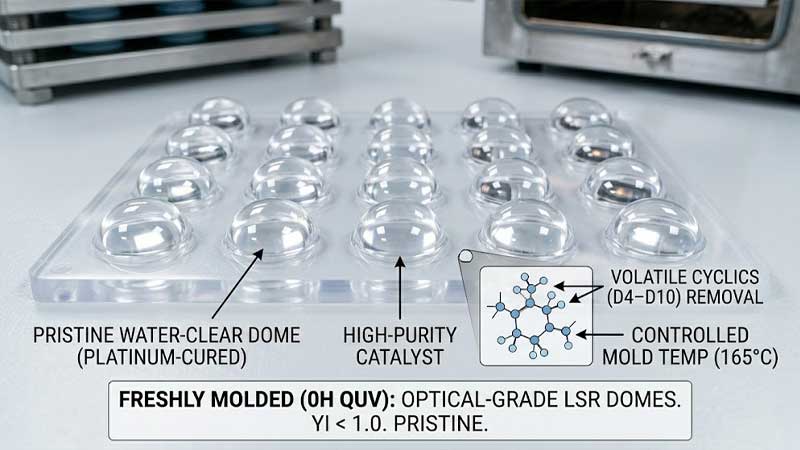
Platin katalizli hidrosililasyon yöntemiyle yapılan ilave kürleme, optik kalitede LSR için tartışmasız en iyi seçenektir. Asidik yan ürün yok, uçucu madde minimum düzeyde ve her şey mükemmel olduğunda en temiz başlangıç rengi elde edilir. Ancak mükemmellik nadirdir.
Platin katalizör saflığı her şeydir. ,9 %'den ,99 % Pt'ye kadar katalizörleri test ettik. Aradaki fark, kalıptan çıkar çıkmaz hafif bir saman rengi olarak ortaya çıkıyor; bu renk yalnızca D65 gün ışığında görülebiliyor ancak sararma sürecini başlatmak için yeterli. İz miktarda inhibitör veya aşırı metilhidrosiloksan (Si-H çapraz bağlayıcı) bile UV ışığı altında radikal yan reaksiyonlar yoluyla kromoforlar oluşturacaktır. 2024 yılında üst düzey bir giyilebilir cihaz markası için yapılan bir üretimde, 50:1 A/B karışımında 2 %'lik bir çapraz bağlayıcı fazlalığı, parçaların yalnızca 800 saatlik QUV maruziyetinden sonra belirgin şekilde sararmasına neden oldu; bu süre 12 aylık dış mekan garanti süresinin çok içindeydi.
Yoğunlaştırma Tedavisinin Ölümcül Kusurları Ortaya Çıktı
Yoğunlaşma ile kürleme (peroksit veya kalay katalizli) hala maliyet odaklı dış mekan parçaları için yaygın olarak kullanılmaktadır. İşte gerçek şu:
| Özellik | Katkı Maddesi ile Kürleme (Platin) | Yoğunlaştırma Kürlemesi (Peroksit/Kalay) |
| Yan ürünler | Hiçbiri | Asidik (asetik asit, alkoller) |
| Başlangıç rengi | Su berraklığında | Genellikle soluk sarı |
| UV stabilitesi | Mükemmel (uygun son işlemle) | Zayıf – oksidasyonu hızlandırır |
| Dış mekan önerisi | Şeffaflık tercih edilir. | Yüksek UV geçirgenliği için kaçının. |
| Tipik arıza süresi | 3000+ saat QUV mümkün | Kaliforniya güneşinde 1000 saatten az |
Arizona'da 2022 yılında gerçekleştirdiğimiz bir peyzaj aydınlatma projesinde parçaların dört aydan kısa sürede sararıp çatlaması üzerine, peroksit kürlemeli şeffaf ürün çeşitlerini dış mekan kullanımına yönelik olarak satıştan kaldırdık.
Üretimde Her Şeyi Değiştiren İpucu
En üst düzey platin sistemlerde bile, kürleme sonrası Bu konuda pazarlık söz konusu değildir. 200 °C'de vakum altında 4 saat süreyle işlem yapılması, aksi takdirde yüzeye göç edip sarı kinon benzeri yapılara oksitlenen D4–D10 siklik siloksanları uzaklaştırır.
Göç Problemi: Sorun Her Zaman Silikonun Kendisinde Değil
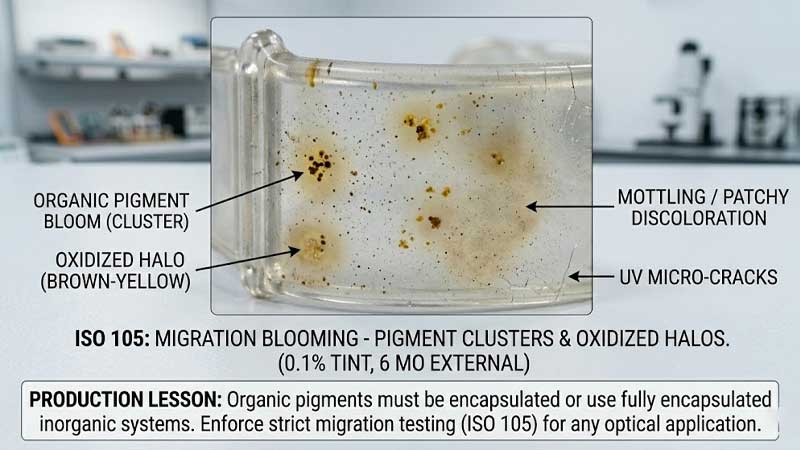
Pigment Göçü ve Gerçek Silikon Sararması Arasındaki Fark
Bazen silikon masumdur. Markalar, üstün bir sıcaklık hissi vermek için en ufak bir renk tonu eklemeye çalıştıklarında, pigment göçü son derece yaygındır.
| Neden | Tipik Yükleme | Arıza Modu | Bizim Kuralımız |
| Organik pigmentler | 0.1–0.5% | Çiçeklenme ve oksidasyon | >0.05%'yi reddet |
| Bazı demir oksitler | 0.2% | Kahverengi-sarı haleler | Tam ISO 105 geçiş testi |
| Tasarımcı "sıcak ton"“ | İz | YI 6 ayda 1,2 → 9,8 arttı. | Optik konusunda sıfır tolerans |
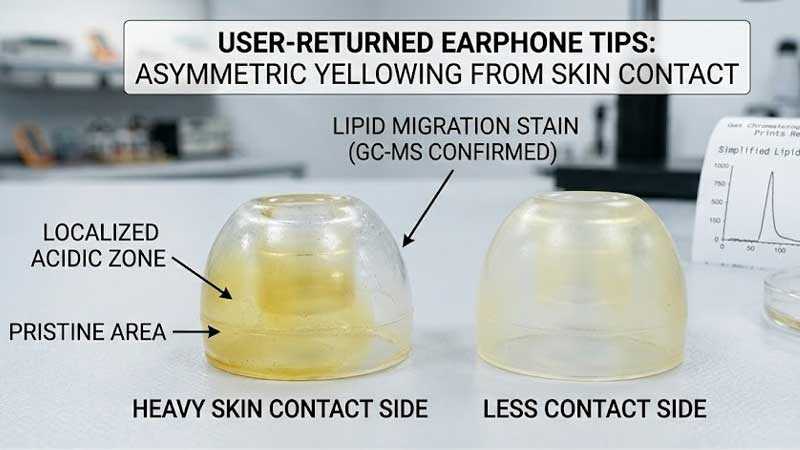
Çevresel Emilim ve Cilt Teması
Silikonun gaz geçirgenliği efsanevidir (çoğu kauçuktan 100 kat daha yüksektir). Los Angeles şehir merkezinde veya Seattle'ın liman bölgelerinde ozon, NOx ve PAH'lar doğrudan içeriye yayılır. Gerçek dünya örneği: Büyük bir ses markasının şeffaf kulak üstü yastıkları, sağ kulaklıkta en hızlı şekilde sarardı; GC-MS, sebum lipidlerinin ve ter tuzlarının lokalize asidik mikro ortamlar oluşturduğunu kanıtladı.
UV Stabilizatör Tuzağı: Şeffaflık mı, Dayanıklılık mı?
Her CMF mühendisi aynı hesap tablosu ikilemiyle karşı karşıyadır: "Dokunsallığı ve sağlamlığı bozmadan ne kadar stabilizatör ekleyebilirim?"“
| Stabilizör Yüklemesi | 3000h QUV ΔE | Yırtılma Mukavemeti Kaybı | Yüzey Hissi | Tavsiye |
| 0.5–0.8% | <2.0 | <5% | Harika | Güvenli optimum nokta |
| 1.0–1.2% | <1.5 | 8–12% | İyi | Çoğu dış mekan projesi |
| >1.5% | <1.0 | 12–20% | Zevksiz, toz mıknatısı | Ancak güç izin verirse |
Bir müşteri "camdan daha iyi optik netlik" ve "beş yıl boyunca sararma olmaması" istedi. Biz de 4000 saatlik QUV testini ΔE < 1,5 ile geçen 0,7 % özel HALS karışımı teslim ettik, ancak uzama 9 % düştü. Genel kural: Tüm mekanik özellikleri yeniden doğrulamadığınız sürece toplam stabilizatör yüklemesini asla 1,2 %'nin üzerine çıkarmayın.
Üretim Mantığı: Gerçekten Önemli Olan Proses Kontrolleri
Küf Sıcaklığı – Sessiz Katil
Platin katalizörünün termal oksidasyonundan elde edilen +0,8 YI birimi sayesinde, çevrim süresini kısaltmak için 180–190 °C'de çalıştırılması sağlanır.
Kalıp Ayırıcı Maddeler ve Kalıp Disiplini
Artık solvent içermeyen, platin uyumlu kalıp ayırıcı sistemleri ve her 500 atışta bir kalıbın tamamen temizlenmesini zorunlu kılıyoruz.
Kürleme Sonrası Standart
Vazgeçilmez protokolümüz: Azot gazı altında 200 °C'de 4 saat + 150 °C'de 2 saat. Bu aşamayı atlayan parçalar genellikle 1000 saatlik QUV testinden geçemez.
Gerçek Dünya Test Protokolü (ASTM G154'ün Ötesinde)
Dış mekanlarda kullanılan şeffaf malzemelerin her birini bu birleşik stres protokolünden geçiriyoruz:
| Döngü Aşaması | Süre | Koşullar | Amaç |
| UV Maruziyeti | 8 saat | 60 °C, 1,0 W/m² @ 340 nm (UVA-340) | Kaliforniya'daki en yoğun güneş ışığını simüle edin. |
| Yoğuşma | 4 saat | 50 °C, 100% RH | Çiğ ve nem saldırısı |
| Kuru Isı + Nem Döngüsü | 12 saat | 70 °C / 85% RH döngüsü | Çöl/kıyı bölgelerindeki günlük değişimler |
Sonuçlar, Konica Minolta CM-700d spektrofotometresi ile D65/10° altında, tam spektral eğriler ve ΔYI'nin saatlere göre değişimi şeklinde raporlanmıştır.
Bir sonraki projeniz için doğru silikonu nasıl belirleyebilirsiniz?
Tedarikçilerle görüşürken bu kontrol listesini aynen kullanın:
- Yalnızca optik sınıf LSR talep edin — tıbbi veya gıda teması için sertifikalı saflık göstergesi olarak kabul edilir.
- UV stabilizatör paketi %'nin yazılı olarak ve eksiksiz mekanik etki raporu (çekme, yırtılma, uzama) ile birlikte sunulması gerekmektedir.
- Fırın kayıtları ve D4–D10 < 50 ppm değerleri ile kürleme sonrası yeterliliği doğrulayın.
- İstediğiniz sertlik derecesi ve renkteki 1000 saatlik QUV verilerini talep edin; asla genel broşürleri kullanmayın.
- Tedarikçinin hedeflediğiniz ortamla (yüksek UV'li kıyı bölgeleri, çöller, kentsel kirlilik) ilgili deneyimini doğrulayın.







