Les grandes marques de machines à café ont opéré ce changement il y a quelques années. Elles ont abandonné les joints en plastique et les anneaux en caoutchouc EPDM habituels. À leur place, on trouve désormais… silicone de qualité alimentaire Joints. La raison était simple et pratique : ces nouveaux joints résistent mieux à la chaleur et à la pression quotidiennes. Les machines La Marzocco et Breville fonctionnent plus proprement et nécessitent moins de réparations. Pour les concepteurs de ces machines et les fournisseurs de pièces détachées pour les petits appareils électroménagers, ce changement a un impact concret : moins de retours, une performance plus stable et un café toujours réussi.
L'histoire a commencé avec les problèmes quotidiens rencontrés sur les chaînes de production et chez les clients. Les premières machines étaient plus simples. Les modèles actuels sont plus performants. Ils nécessitent des joints qui résistent à de nombreux cycles d'infusion sans problème. Le silicone s'est imposé discrètement comme la norme. Voici comment cela s'est produit et pourquoi c'est important pour votre prochain projet.

L'évolution de l'étanchéité des machines à café
Revenons aux années 1980 et 1990. La plupart des machines à expresso domestiques utilisaient du plastique basique ou du caoutchouc EPDM pour le groupe et le porte-filtre. Ces matériaux étaient suffisants lorsque la pression restait basse et que la température de l'eau avoisinait les 90 °C. Un joint n'avait à résister qu'à quelques centaines d'utilisations. Les fuites étaient rares au début.
Les machines modernes ont tout changé. Elles fonctionnent désormais à 9 bars et maintiennent l'eau entre 93 et 96 °C pendant de longues périodes. La machine chauffe et refroidit plusieurs fois par jour. Parallèlement, les consommateurs exigent des matériaux plus sûrs. Ils vérifient la présence de BPA et s'informent sur les éventuels goûts désagréables. Le caoutchouc a commencé à montrer ses limites. Le plastique s'est déformé sous l'effet de la chaleur répétée. Les marques ont donc commencé à explorer d'autres pistes.
Le silicone s'est avéré supérieur dès les premiers essais sur le terrain. Son prix était légèrement plus élevé au départ, mais les chiffres des centres de service ont été sans appel : moins de fuites signifiaient moins d'interventions et les clients conservaient leurs appareils plus longtemps. Aujourd'hui, on retrouve le silicone dans presque tous les modèles haut de gamme. Les anciens matériaux ne pouvaient tout simplement plus répondre aux nouvelles exigences en matière de contrôle de la température et de pureté des saveurs.
Comparatif des matériaux : silicone, caoutchouc et plastique
Prenez un joint usagé en main et la différence saute aux yeux. Le plastique durcit et se fissure sur les bords. Le caoutchouc s'aplatit et perd son élasticité. Le silicone, lui, reste souple et reprend sa forme même après une utilisation intensive.
Le tableau ci-dessous, issu de tests répétés en laboratoire et de lots de production réels, illustre la résistance de chaque matériau dans les conditions d'utilisation quotidiennes d'une machine à café.
| Matériel | Écart de température | Rétrécissement par compression après 22 heures à 100 °C | Récupère les huiles de café | Vie quotidienne à la maison | Coût des pièces à volume élevé |
| Silicone de qualité alimentaire (LSR) | -60°C à 230°C | 10–20% | Aucun | 3 à 5 ans | Moyen |
| Caoutchouc EPDM | -40°C à 150°C | 30–50% | Quelques | 1 à 2 ans | Faible |
| Plastique standard | Jusqu'à 120°C | Changement permanent | Haut | Moins d'un an | Très bas |
Le silicone résiste parfaitement aux variations de température, du démarrage à froid à l'infusion à chaud, sans se fragiliser. Il est totalement imperméable aux huiles du café, garantissant ainsi une extraction au goût pur. De plus, il conserve sa souplesse après chaque verrouillage et déverrouillage du porte-filtre. Un atout non négligeable lorsque la poignée est utilisée dix fois par jour, voire plus. Le caoutchouc, quant à lui, durcit avec le temps. Le plastique, lui, se déforme après les premières utilisations à chaud. À l'usage, la différence est flagrante.

Analyse technique approfondie : Pourquoi le silicone s’impose dans le secteur brassicole
L'eau de brassage circule sous pression. Elle transmet la chaleur directement au joint pendant plusieurs minutes. Les matériaux ordinaires commencent à s'affaiblir après quelques mois. Leurs chaînes se rompent sous l'effet des contacts répétés avec l'eau chaude.
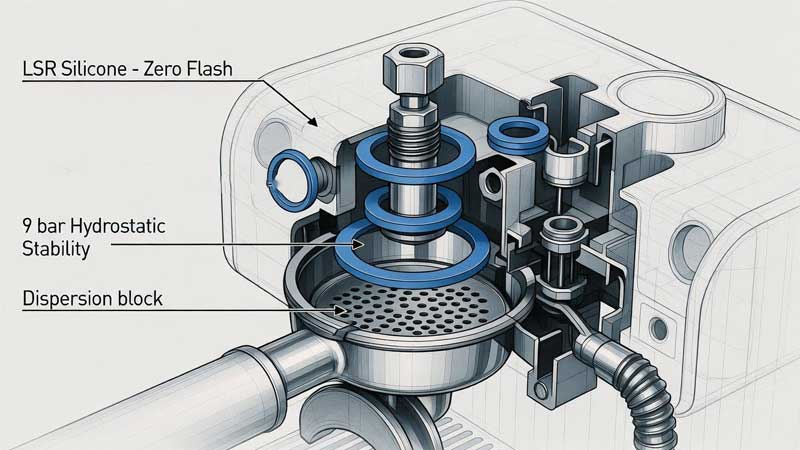
Le silicone possède une structure différente. Les liaisons silicium-oxygène restent stables même dans l'eau chaude en continu. Le joint conserve son étanchéité après des milliers de cycles à 9 bars. Il ne se ramollit ni ne se durcit sans prévenir.
La surface présente également un avantage. Le silicone possède une faible énergie de surface. Le tartre et le calcaire adhèrent difficilement. Dans les régions où l'eau est dure, les joints en caoutchouc nécessitent souvent un nettoyage mensuel. Les versions en silicone permettent de réduire cet intervalle à deux ou trois mois. Les équipes de maintenance consacrent ainsi moins de temps au détartrage. Les clients apprécient la simplicité d'utilisation de la machine.
Côté production, le caoutchouc de silicone liquide offre un autre avantage discret. Le moulage par injection remplit parfaitement le moule. Les pièces sortent de la presse sans aucune bavure. Le joint s'insère exactement dans la gorge du groupe. Aucun ébarbage supplémentaire n'est nécessaire. Aucun bord rugueux susceptible de provoquer des fuites. L'assemblage est plus rapide et les contrôles qualité simplifiés.
Sécurité alimentaire et conformité réglementaire
Les contrôles de la chaîne d'approvisionnement commencent généralement par la documentation. Le silicone simplifie cette étape. Il répond déjà aux exigences principales sans travail supplémentaire.
Les principales notes qui comptent sont :
- FDA 21 CFR 177.2600 pour les États-Unis
- Normes LFGB pour l'Allemagne et l'UE
- Conformité totale avec la réglementation en vigueur en Europe concernant le contact alimentaire.
Des tests à 95 °C montrent une quasi-absence de diffusion de substances dans l'eau. Les pièces en plastique peuvent libérer de faibles traces sous l'effet combiné de la chaleur et de la pression. Le silicone reste silencieux et inerte.
L'éloignement de PFAS Il s'adapte aussi naturellement. De nombreux joints en caoutchouc anciens nécessitaient ces revêtements pour être efficaces. Le silicone, lui, fonctionne sans. Il assure une étanchéité tout aussi performante et dure plus longtemps. Les marques mettent désormais en avant l'absence de PFAS sur leurs fiches produits comme un avantage indéniable.
Modes de défaillance courants des joints non en silicone
Les ateliers de réparation constatent que les mêmes problèmes se répètent. Les joints en plastique se fissurent lorsque l'appareil passe du froid au chaud. Un jour, tout est étanche. Le lendemain, de l'eau s'infiltre par les bords.
Avec le temps, le caoutchouc adhère légèrement à la poignée métallique. Le porte-filtre devient plus difficile à verrouiller et à déverrouiller. Certains utilisateurs le tordent trop fort et endommagent la pièce.
Le vieux caoutchouc retient également les huiles du café dans ses petits pores. Ces huiles se décomposent lentement et confèrent une amertume à chaque espresso. Les problèmes de goût apparaissent avant même toute fuite visible. Ce type de défaillance silencieuse est particulièrement préjudiciable à l'image de marque.

Étude de cas : Optimisation du joint de culasse
Un fabricant européen de café expresso a suivi de près ses données après avoir opté pour des joints toriques en silicone sur mesure. Les résultats ont été très instructifs.
Avant le changement :
- Les joints en caoutchouc ont duré de 8 à 10 mois en utilisation domestique normale.
- Les déclarations de fuites ont atteint 12 % des unités au cours de la première année.
- Les centres de service ont consacré des heures supplémentaires au nettoyage des résidus d'huile sur les machines retournées.
Après le passage au silicone 60 Shore A :
- Les joints durent désormais de 3 à 4 ans dans les mêmes conditions.
- Les demandes de garantie pour fuites ont diminué de 42 %.
- Les tests de saveur ont révélé des notes plus nettes provenant des haricots.
- Le taux de rejet à l'assemblage a diminué car les pièces s'ajustaient parfaitement à la rainure à chaque fois.
La dureté s'est avérée être le facteur le plus déterminant. Des tests comparatifs avec des duretés de 50 A, 60 A et 70 A ont démontré que la dureté de 60 à 70 A offrait le meilleur compromis. L'étanchéité était parfaite à 9 bars, tout en permettant une rotation aisée de la poignée. Les modèles plus tendres présentaient des fuites sous pression, tandis que les plus durs étaient perçus comme trop rigides.
Deux petites astuces issues de ce projet restent utiles aujourd'hui. Une fine couche de graisse alimentaire lors du premier montage permet au joint de se mettre en place sans se tordre. Un jeu de 0,2 mm pour la dilatation thermique prolonge sa durée de vie de plusieurs mois. Ces détails sont souvent pris en compte lors de la mise au point de nouveaux modèles.

Conclusion
Le silicone a révolutionné les machines à café. Il supporte la chaleur et la pression nécessaires à l'infusion moderne, préserve la pureté du goût et réduit les coûts d'entretien, ce qui se traduit concrètement par une meilleure rentabilité.