De nombreuses équipes choisissent très tôt entre le procédé à canal chaud et le procédé à canal froid. Et bien souvent, ce choix se résume à un seul critère : le prix du moule.
Sur le papier, cela semble raisonnable. Un coût initial plus faible paraît plus sûr.
Mais une fois le moule en production, la réalité apparaît. Les rebuts augmentent. Le temps de cycle est plus long que prévu. Les pièces présentent de légères différences d'une cavité à l'autre. On réalise alors que le système d'alimentation n'était pas qu'un simple détail de conception.
Il contrôle la façon dont le matériau se déplace, dont il refroidit et la stabilité du processus au fil du temps.
Cela devient encore plus évident lorsqu'on travaille avec du silicone ou des élastomères. Ces matériaux tolèrent mal les variations d'écoulement ou de température.
La vraie question n’est donc pas “ lequel est le moins cher ”, mais “ lequel convient au produit et au processus ”.”

Ce que fait réellement le système Runner
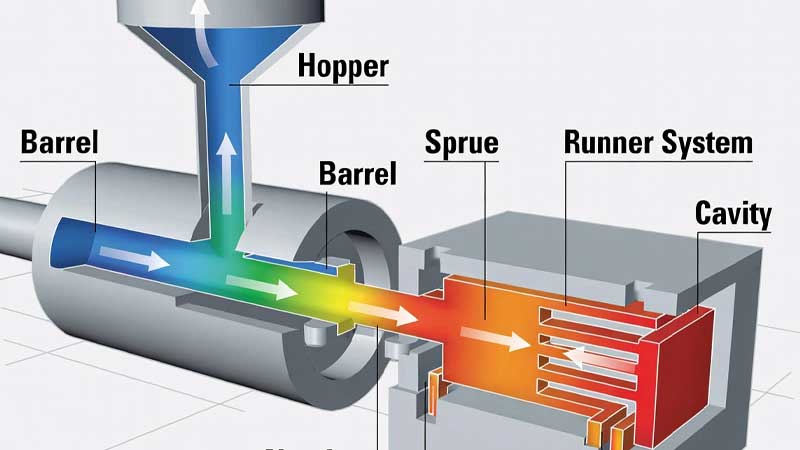
La plupart des explications s'arrêtent à “ le canal d'alimentation achemine le matériau dans la cavité ”. C'est techniquement correct, mais peu utile en production réelle.
En pratique, le système de convoyeurs contrôle deux éléments qui importent quotidiennement aux opérateurs : le flux de matière et ce qui lui arrive avant d’atteindre la pièce.
Le comportement de flux ne se résume pas au remplissage.
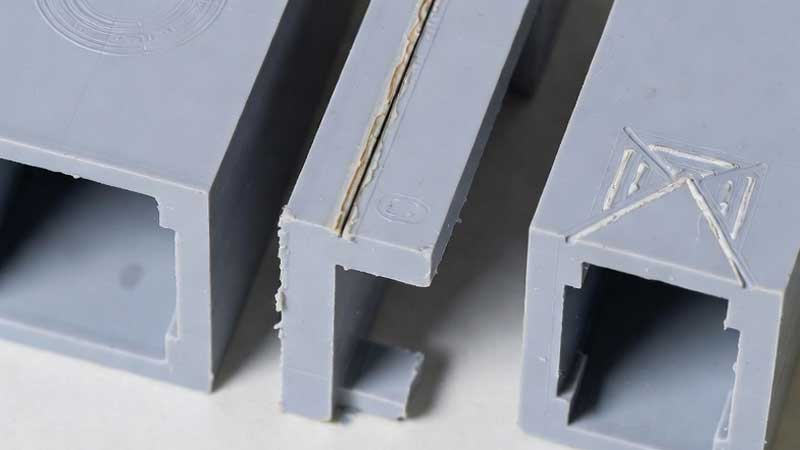
Lorsqu'un matériau traverse un canal d'alimentation, il est cisaillé. Si ce canal est trop étroit, le cisaillement augmente rapidement. On peut alors observer des marques d'écoulement, des projections ou un remplissage irrégulier.
Avec les pièces en silicone, le problème peut être plus marqué. Les défauts ne sont pas toujours visibles, mais le toucher ou l'élasticité peuvent devenir irréguliers. Pour des produits comme les claviers ou les joints, c'est déjà problématique.
Le canal d'alimentation n'est donc pas qu'un simple conduit. Il fait partie intégrante du système de contrôle du processus.
L'historique thermique est plus important qu'on ne le pense.
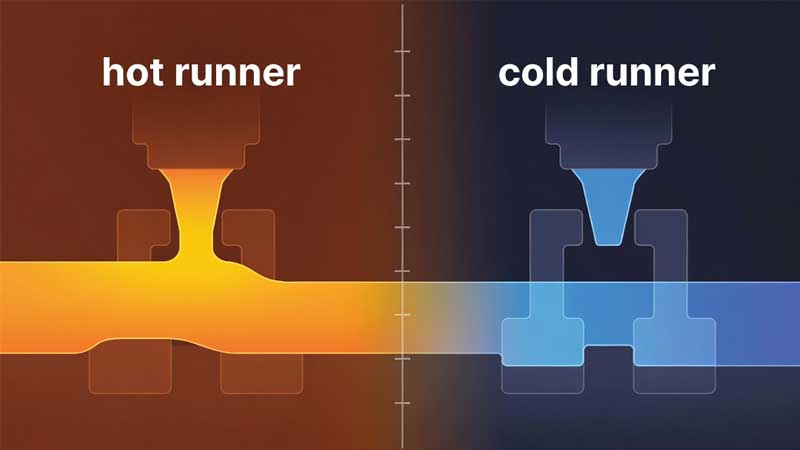
Les systèmes à canaux chauds maintiennent le matériau à l'état fondu en permanence. Cela facilite l'écoulement, mais implique également que le matériau reste à haute température plus longtemps.
Certains matériaux supportent bien cela. D'autres non.
Lors de quelques longues séries de production que nous avons observées, le matériau, resté trop longtemps dans le collecteur, a commencé à se dégrader lentement. La défaillance n'était pas immédiate ; elle se manifestait plus tard par des points noirs ou une légère décoloration.
Les systèmes à canaux froids évitent ce problème en alimentant le circuit avec du matériau frais à chaque cycle. Ils sont moins efficaces, mais plus prévisibles.
Systèmes à canaux froids : simples, mais difficiles à remplacer
Les moules à canaux froids sont souvent considérés comme l'option de base. En réalité, leur utilisation reste très répandue pour une bonne raison.
Pourquoi de nombreuses usines les préfèrent encore
Ils sont plus faciles à gérer.
La configuration est plus tolérante. De faibles variations de température ne causent pas de problèmes immédiats. Les opérateurs n'ont pas à gérer plusieurs zones de chauffage.
Si le projet implique différents matériaux ou des changements fréquents, les systèmes à canaux froids sont tout simplement plus faciles à gérer.
Pointure de coureur : une erreur fréquente
Une erreur revient assez souvent : on augmente la taille des tapis de course pour améliorer le flow.
Oui, la pression diminue. L'écoulement devient plus facile.
Mais il se passe autre chose. Le temps de refroidissement augmente. Le canal d'alimentation reste chaud plus longtemps que la pièce. Cela crée un déséquilibre et peut parfois entraîner des retassures ou des contraintes internes.
En pratique, le canal d'alimentation ne doit donc pas être “ aussi grand que possible ”. Il doit être juste assez grand pour assurer un remplissage stable.
Le choix du portail est plus pratique qu'il n'y paraît.
Les portes de tunnel sont appréciées car elles s'ouvrent automatiquement. Ce système est particulièrement adapté à la production automatisée en grande série.
Mais ce ne sont pas toujours les meilleures solutions. Pour certaines pièces en silicone, notamment les plus épaisses ou les plus sensibles, les vannes à bordure ou à jet plat offrent un débit plus stable.
Cela dépend de ce qui compte le plus : l’apparence, la cohérence ou l’automatisation.
Systèmes à canaux chauds : Haute efficacité, moindre tolérance aux erreurs
Les systèmes à canaux chauds résolvent certains problèmes, mais ils en créent d'autres.
Ce qu'ils améliorent réellement
Le principal avantage ne se limite pas aux économies de matériaux.
Il s'agit d'assurer une consistance homogène entre les cavités. Lorsque le matériau reste fondu, la perte de pression est moindre et l'écoulement est plus facile à contrôler. Ceci est particulièrement important pour les moules multicavités.
Pour les pièces complexes, les canaux chauds permettent de concevoir des pièces qui seraient difficiles à réaliser avec des canaux froids.
Problèmes qui n'apparaissent qu'en production
Sur le papier, les systèmes à canaux chauds semblent très propres. En production, ils nécessitent une attention particulière.
Des résidus peuvent se loger dans les moindres recoins du collecteur. Avec le temps, ils se dégradent et finissent par se retrouver dans la pièce.
Le contrôle de la température est un autre point important. Si une zone est légèrement déséquilibrée, vous risquez d'observer des variations de couleur ou un durcissement irrégulier.
Les fuites de buses sont également fréquentes. Lorsqu'elles surviennent, un nettoyage et une interruption de service s'ensuivent.
Ce ne sont pas des problèmes liés à la conception, mais à la production.

Coureur chaud vs coureur froid : quels sont les véritables compromis ?
Il ne s'agit pas d'une simple comparaison.
Les systèmes à canaux chauds sont plus coûteux à l'achat, mais réduisent le gaspillage de matériaux. Les systèmes à canaux froids sont moins chers à construire, mais génèrent des déchets continus.
Les systèmes à canaux froids sont plus faciles à gérer. Les systèmes à canaux chauds sont plus efficaces, mais nécessitent un contrôle plus strict.
Le matériau joue également un rôle. Certains matériaux, notamment ceux sensibles à la chaleur, sont tout simplement plus sûrs avec des canaux froids.
Il ne s'agit donc pas de déterminer quelle option est la meilleure, mais plutôt d'accepter ou non les compromis que vous êtes prêt à faire.
Quand le système Cold Runner est le choix le plus sûr
Il existe de nombreuses situations où les systèmes à canaux froids sont plus judicieux.
La production en petites séries en est un exemple. Le coût d'un système à canaux chauds est difficile à justifier.
Les projets impliquant des changements de couleur fréquents constituent un autre exemple. Le nettoyage d'un système à canaux chauds est long et comporte des risques.
Pour les matériaux thermosensibles, les canaux froids réduisent les risques de dégradation.
Dans certaines applications médicales ou alimentaires, un temps de séjour plus court du matériau est également préférable.
Dans ces cas-là, un système plus simple engendre souvent moins de problèmes.
Quand le canal chaud fait toute la différence
En production de masse, l'avantage devient évident.
Les économies réalisées sur les matériaux s'accumulent rapidement. À terme, elles peuvent compenser le coût plus élevé des moules.
Pour les pièces soumises à des exigences d'aspect strictes, les canaux chauds contribuent à réduire ou à éliminer les marques d'injection.
Dans les moules multicavités, ils améliorent l'équilibre et la consistance, ce qui influe directement sur le rendement.
Pour les composants en silicone de précision, cette constance peut être cruciale.

Le design du coureur reste plus important que le système.
Qu'il s'agisse d'un système à canal chaud ou à canal froid, c'est la conception elle-même qui détermine le résultat.
Un flux équilibré est important. Si les cavités ne se remplissent pas uniformément, la qualité des pièces sera variable.
La pression doit rester stable. Une pression trop élevée provoque des étincelles. Une pression trop faible provoque des tirs trop courts.
Le temps de séjour doit être contrôlé. Le matériau ne doit pas y rester plus longtemps que nécessaire, notamment lors du moulage en silicone.
Un système de canaux d'alimentation bien conçu améliore le rendement discrètement. Un système mal conçu engendre des dépannages constants.
Silicone et LSR : là où les choses se compliquent
Le silicone se comporte différemment des plastiques standards. Cela modifie la conception des systèmes de canaux d'alimentation.
Le LSR s'écoule facilement, mais il durcit aussi rapidement une fois les conditions optimales réunies.
Cela signifie que le contrôle de la température est crucial. Si le matériau commence à durcir trop tôt, l'ensemble du processus devient instable.
Les systèmes à canaux froids sont souvent utilisés car ils réduisent ce risque.
Dans les configurations plus avancées, on peut utiliser des canaux chauds à soupape, mais ils nécessitent un contrôle précis et de l'expérience.
Comment décider en pratique
Au lieu de se demander quel système est le meilleur, il est plus utile de poser quelques questions simples.
Le volume de production est-il suffisamment élevé pour justifier l'utilisation d'un système à canaux chauds ?
Le matériau est-il sensible à la chaleur ?
Le produit exige-t-il une qualité cosmétique élevée ?
Le processus impliquera-t-il des changements fréquents ?
L'équipe de production a-t-elle de l'expérience avec les systèmes complexes ?
Les réponses indiquent généralement une direction claire.

Conclusion
Il n'existe pas de système de course parfait.
Il n'existe qu'un seul système adapté au produit, au matériau et à la configuration de production.
Lorsque le choix est judicieux, le processus se déroule sans accroc et en toute discrétion. Dans le cas contraire, les problèmes surgissent sans cesse.
C’est pourquoi la conception des chenilles ne doit pas être considérée comme un détail mineur. Elle fait partie intégrante du travail d’ingénierie.
Nous collaborons étroitement avec nos clients dès les premières étapes, en examinant la conception des pièces, le comportement des matériaux et les objectifs de production avant même le début de l'outillage. Cela permet d'éviter des ajustements inutiles par la suite.
Si vous travaillez sur un nouveau projet ou si vous essayez d'améliorer un projet existant, nous pouvons vous aider à évaluer les options et à trouver une solution pratique qui fonctionne en production réelle.








