Choisir une méthode de stérilisation inadaptée pour vos dispositifs médicaux en silicone peut s'avérer catastrophique. Après seulement quelques cycles, vous risquez une dégradation du matériau, un jaunissement, voire une défaillance mécanique. Je souhaite vous aider à comprendre l'impact spécifique de l'oxyde d'éthylène (OE), de la vapeur et des rayonnements gamma sur les performances du silicone, afin que vous puissiez faire le choix le plus sûr.
L'oxyde d'éthylène (OE), l'autoclave à vapeur et les rayonnements gamma ont chacun un impact différent sur le silicone de qualité médicale, affectant sa résistance mécanique, sa stabilité de couleur et ses dimensions. Le choix de la méthode appropriée nécessite de valider ces effets en fonction de votre formulation et de la conception de votre produit afin d'en garantir la sécurité et la durabilité.
Il est essentiel de comprendre le fonctionnement de ces méthodes avant de choisir la plus adaptée. Examinons les mécanismes spécifiques de chaque type de stérilisation et leur application optimale en production.
Quelles sont les principales méthodes de stérilisation du silicone médical ?
Vous avez besoin d'une méthode de stérilisation qui élimine les agents pathogènes sans altérer votre produit. Si vous ne comprenez pas les mécanismes de base de l'oxyde d'éthylène, de la vapeur et des rayons gamma, vous risquez de compromettre l'intégrité de vos dispositifs médicaux.
Les principales méthodes sont l'oxyde d'éthylène (OE) pour les pièces thermosensibles, l'autoclave à vapeur pour les outils réutilisables et l'irradiation gamma pour les articles à usage unique produits en grande quantité. Chacune utilise un mécanisme différent — gaz chimique, chaleur humide ou énergie ionisante — pour obtenir la stérilité.

J'ai vu de nombreux ingénieurs hésiter face à ce choix. Chez RuiYang, nous accompagnons souvent nos clients dans cette démarche. Il ne s'agit pas seulement d'éliminer les bactéries, mais aussi de comprendre comment le silicone réagit au traitement.
Oxyde d'éthylène (OE)
Il s'agit d'une méthode de diffusion gazeuse. Nous utilisons l'oxyde d'éthylène pour les produits qui ne supportent pas les hautes températures. Le gaz pénètre l'emballage et le dispositif pour éliminer les micro-organismes.
- Avantages: Il est très doux pour les matériaux. Il fonctionne à des températures plus basses.
- Les inconvénients: Cela laisse des résidus. Il est impératif d'aérer correctement les produits pour respecter la norme ISO 10993-7. C'est un processus long.
Autoclave à vapeur
Ce procédé utilise la chaleur humide et la pression. Il s'agit de la norme pour les équipements hospitaliers réutilisables.
- Avantages: Il est non toxique et rapide. Il est peu coûteux.
- Les inconvénients: Les hautes températures (121 °C à 134 °C) peuvent modifier les dimensions du silicone. Une absorption d'humidité peut se produire.
Rayonnement gamma
Ce procédé utilise des photons de haute énergie (cobalt-60). Il est courant pour les articles préemballés à usage unique.
- Avantages: Il pénètre profondément dans les emballages scellés. Il ne pose aucun problème de chaleur ou d'humidité.
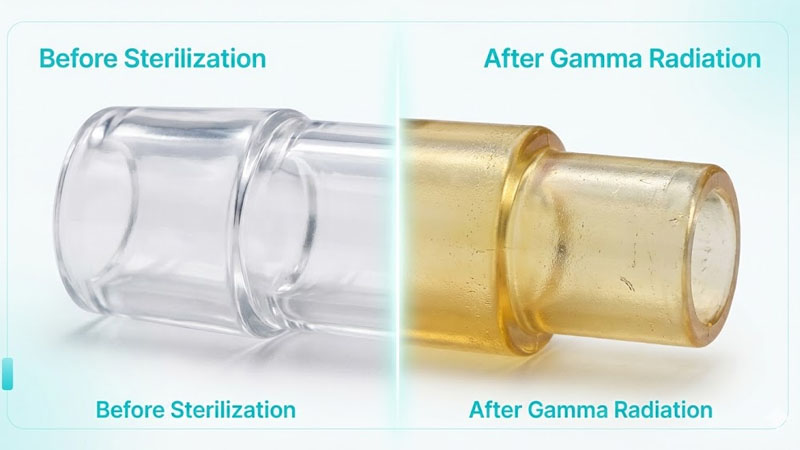
- Les inconvénients: Elle modifie la structure moléculaire. Elle provoque souvent un jaunissement. Elle peut dégrader considérablement les propriétés mécaniques.
Voici un tableau comparatif rapide pour vous aider à visualiser les différences :
| Fonctionnalité | Oxyde d'éthylène (OE) | Autoclave à vapeur | Rayonnement gamma |
|---|---|---|---|
| Mécanisme primaire | Gaz chimique | Chaleur humide et pression | Énergie ionisante |
| Température | Basse (30°C – 60°C) | Élevée (121°C – 134°C) | Ambiant |
| Temps de cycle | Long (aération comprise) | Court | Court à moyen |
| Cas d'utilisation optimal | Dispositifs complexes et sensibles à la chaleur | instruments chirurgicaux réutilisables | Articles à usage unique en grande quantité |
Comment les différentes méthodes de stérilisation affectent-elles les propriétés mécaniques et l'apparence ?
Si vous négligez les modifications physiques induites par la stérilisation, votre produit risque de présenter des défaillances sur le terrain. Cela peut entraîner des rappels de produits ou des risques pour la sécurité de l'utilisateur final.
La stérilisation influe sur la résistance à la traction, l'allongement et la déformation rémanente, tout en provoquant des modifications visuelles telles que le jaunissement ou l'apparition d'un voile. L'irradiation gamma est généralement responsable de la réticulation et de la décoloration les plus importantes, tandis que la vapeur affecte souvent la stabilité dimensionnelle en raison de l'absorption d'humidité.
Il nous faut examiner plus en détail les modifications physiques. J'ai testé de nombreux lots de silicone chez RuiYang, et les résultats varient considérablement selon la méthode utilisée.
Modifications des propriétés mécaniques
- Rayonnement gamma : Il s'agit de l'attaque la plus agressive sur la chaîne moléculaire. Elle génère des radicaux libres, ce qui peut entraîner une réticulation supplémentaire (durcissement) ou une rupture de chaîne (ramollissement). On observe souvent une diminution de l'allongement à la rupture. Le matériau devient moins élastique et plus cassant avec le temps.
- Autoclave à vapeur : La chaleur et la pression peuvent augmenter la déformation rémanente. Cela signifie que si vous comprimez le silicone, il risque de ne pas reprendre sa forme initiale parfaitement. Des cycles répétés peuvent provoquer des fissures ou des craquelures en surface.“
- EO : Cela a généralement le moins d'impact sur la résistance mécanique. Le module et la dureté restent relativement stables car la température est basse.
Modifications visuelles et esthétiques
L'apparence compte dans le domaine médical. Un tube jauni paraît sale ou vieux, aussi bien pour un médecin que pour un patient.
- Jaunissement : Les rayonnements gamma sont bien connus pour ce phénomène. L'énergie ionisante crée des chromophores dans le polymère de silicone. Même les qualités dites “ non jaunissantes ” peuvent changer de couleur.
- Brume et opacité : La vapeur peut provoquer une absorption d'eau, rendant le silicone transparent laiteux ou trouble. Ce phénomène est généralement réversible une fois l'humidité évaporée, mais des cycles répétés peuvent le rendre permanent.
- Défauts de surface : La vapeur peut parfois rendre la surface collante ou poisseuse si le silicone n'a pas été correctement polymérisé lors de sa fabrication.
Effets résiduels : L’oxyde d’éthylène (OE) laisse des résidus chimiques. Il est impératif de les contrôler rigoureusement. Un temps d’aération trop court rend le dispositif toxique. La vapeur, quant à elle, ne laisse aucun résidu chimique, mais l’humidité qu’elle génère peut altérer les composants électroniques contenus dans un boîtier en silicone.
Pourquoi la formulation est-elle importante lors du choix d'une méthode de stérilisation ?
Utiliser une formule de silicone générique pour un processus de stérilisation spécifique est une erreur. Vous risquez des réactions inattendues entre les additifs et le milieu de stérilisation.
La sensibilité de la formulation détermine la réaction du silicone à la stérilisation ; les pigments, les agents de renforcement et les stabilisants peuvent soit protéger le matériau, soit accélérer sa dégradation. Par exemple, les systèmes réticulés au platine résistent généralement mieux au jaunissement sous irradiation gamma que les systèmes réticulés au peroxyde.
Je dis toujours à mes clients que la formulation est essentielle. On ne peut pas se contenter de choisir du silicone médical standard. Il faut adapter la composition à la méthode de stérilisation.
Systèmes transparents vs. systèmes pigmentés
Le silicone transparent révèle le moindre défaut. L'exposition aux rayons gamma provoque un jaunissement évident. L'ajout de pigments colorés permet parfois de masquer ce changement de couleur. Attention toutefois : certains pigments réagissent aux rayons gamma et changent complètement de couleur. Il est donc indispensable de tester la stabilité de la couleur (valeurs ΔE) pour chaque pigment.
Systèmes de durcissement : platine ou peroxyde
- Cuisson au platine : Il s'agit de la norme pour les applications médicales de pointe. Ce procédé est plus propre et génère moins de sous-produits. Il présente généralement une meilleure stabilité face aux radiations et à la chaleur.
- Durci au peroxyde : Ces silicones sont moins chères, mais génèrent souvent des sous-produits. Elles ont tendance à jaunir et à devenir collantes après stérilisation à la vapeur. Pour un usage médical, je recommande presque toujours le silicone vulcanisé au platine.
Additifs et stabilisants
Nous pouvons ajouter des stabilisateurs spécifiques au mélange.
- Agents anti-jaunissement : Ces éléments contribuent à atténuer le changement de couleur dû aux rayons gamma.
- Stabilisateurs thermiques : Ces procédés améliorent la durée de vie du produit s'il doit subir des centaines de cycles d'autoclave à vapeur.
Il faut également tenir compte des résidus de catalyseur. Si du catalyseur reste présent dans le matériau, il peut réagir pendant la stérilisation. Cela risque de provoquer une mauvaise odeur ou d'augmenter la quantité de substances extractibles.
Comment la conception du produit influence-t-elle le succès de la stérilisation ?
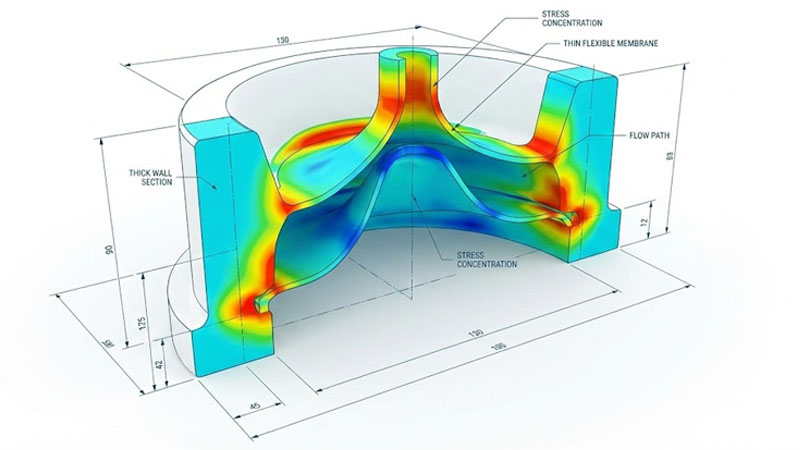
Une conception inadéquate peut créer des points de défaillance que la stérilisation aggrave. Les zones de concentration de contraintes peuvent se fissurer après des cycles de stérilisation répétés.
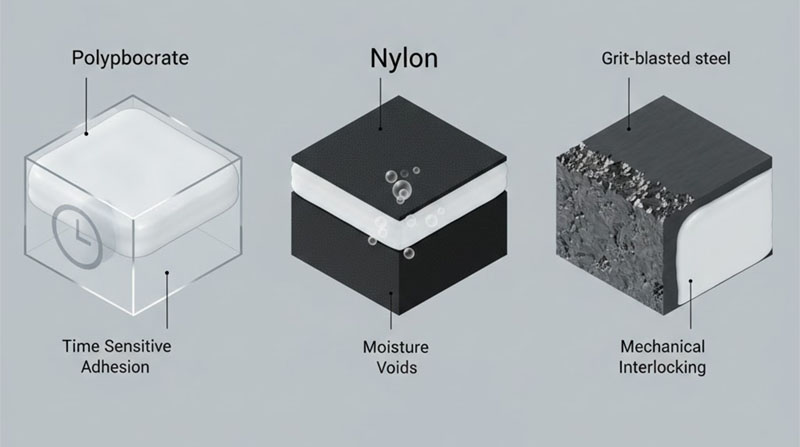
Des caractéristiques de conception telles que l'épaisseur des parois et la géométrie influencent la façon dont le silicone résiste aux contraintes de stérilisation ; les parties épaisses peuvent retenir les résidus plus longtemps, tandis que les parties fines peuvent se déformer sous l'effet de la chaleur. Il est essentiel de traiter les zones de concentration de contraintes pour prévenir la rupture par fatigue.
Le design et les matériaux sont indissociables. Je travaille avec des ingénieurs pour peaufiner les conceptions avant même de réaliser le moule.
Sections à parois minces vs. sections à parois épaisses
- Stérilisation à l'oxyde d'éthylène : Si votre paroi est très épaisse, le gaz EO met beaucoup de temps à se diffuser. Cela augmente la durée et le coût du cycle. Les parois fines s'aèrent plus rapidement.
- Stérilisation à la vapeur : Les parois fines sont fragiles à haute température. En cas de surpression dans l'autoclave, un tube à paroi fine risque de s'affaisser. Les parois épaisses conservent mieux la chaleur, ce qui est bénéfique pour l'élimination des micro-organismes, mais néfaste pour le vieillissement des matériaux.
Zones de concentration de stress
Les angles vifs sont à proscrire. Lorsque le silicone gonfle sous l'effet de la chaleur ou des radiations, des tensions se concentrent au niveau des angles vifs. C'est là que les fissures se forment.
- Rayon: Toujours arrondir les angles rentrants.
- Contre-dépouilles : Les contre-dépouilles profondes peuvent emprisonner l'humidité lors de la stérilisation à la vapeur. Cette humidité emprisonnée favorise la prolifération bactérienne ou dégrade localement le silicone.
Compatibilité multi-matériaux
De nombreux dispositifs médicaux ne sont pas uniquement en silicone. Il s'agit de silicone surmoulé sur du plastique ou du métal.
- Taux d'expansion : Le silicone se dilate sous l'effet de la chaleur, contrairement au métal. Si l'on stérilise à la vapeur une liaison silicone-métal, le silicone se détache. Il vous faut donc un ancrage mécanique, et non une simple liaison chimique.
- Attaque chimique : Le gaz EO n'endommage peut-être pas le silicone, mais il peut attaquer la pièce en polycarbonate qui y est fixée. Il est impératif de vérifier la compatibilité de l'ensemble.
Qu’est-ce qui est nécessaire pour la validation et les tests de vieillissement accéléré ?
Sans validation adéquate, vous ne pouvez qu'estimer la durée de vie de votre produit. Vous devez prouver que votre dispositif reste sûr et fonctionnel après stérilisation.
La validation comprend des tests de stérilisation cycliques permettant d'établir des courbes de dégradation des performances et de définir des critères de réussite/échec. Il est indispensable de simuler les conditions réelles d'utilisation, notamment le nettoyage et le stockage, afin de prédire avec précision la durée de vie du produit.

Nous ne pouvons pas nous contenter d'un seul test. Nous devons tester le pire scénario.
Conception d'un protocole de test cyclique
Si vous affirmez que votre appareil est “ réutilisable pendant 100 cycles ”, nous devons le tester pendant 100 cycles. En réalité, nous le testons généralement pendant 110 ou 120 cycles par mesure de sécurité.
- Étape 1 : Mesurer les propriétés de base (Résistance à la traction, Dimensions, Couleur).
- Étape 2 : Effectuez un cycle de stérilisation.
- Étape 3 : Propre et sec (simulant une utilisation hospitalière).
- Étape 4 : Répéter.
- Étape 5 : Mesurer les propriétés à intervalles réguliers (par exemple, après 10, 50, 100 cycles).
Courbes de dégradation des performances
Nous représentons les données graphiquement. Vous verrez une courbe.
- Résistance à la traction: Elle diminue généralement lentement avec le temps.
- Changement de couleur : Elle change souvent rapidement lors des premiers cycles, puis se stabilise.
- Nous avons défini un seuil de “ fin de vie ”. Par exemple : “ Lorsque l’allongement diminue de 20%, le produit est périmé. ”
Tests en conditions réelles vs tests en laboratoire
En laboratoire, nous pouvons enchaîner les cycles. En pratique, un appareil reste inutilisé pendant une semaine. Le temps permet aux réactions chimiques de se poursuivre. Le vieillissement en temps réel est la méthode de référence, mais le vieillissement accéléré (par la chaleur pour simuler le temps) est accepté pour les premières soumissions.
Comment gérons-nous les risques et la documentation pour la conformité réglementaire ?
Le défaut de documentation correcte de votre processus de stérilisation vous empêchera d'accéder au marché. Les organismes de réglementation, comme la FDA, exigent des preuves rigoureuses de sécurité.
La gestion des risques exige une documentation détaillée des contrôles de changement, de la cohérence des lots et des évaluations de sécurité biologique afin de se conformer aux normes réglementaires telles que l'ISO 10993 et le règlement MDR. Vous devez prouver que le processus de stérilisation ne rend pas le dispositif dangereux.
La documentation est aussi importante que le produit. J'ai vu d'excellents produits échouer à cause d'une documentation mal organisée.
Procédures de contrôle des changements
Le passage de la stérilisation gamma à la stérilisation à l'oxyde d'éthylène (OE) représente un changement majeur. Une nouvelle validation est indispensable. Même un changement de prestataire de stérilisation nécessite une évaluation des risques. On ne peut pas simplement remplacer une méthode sans données.
Cohérence d'un lot à l'autre
Les autorités réglementaires veulent savoir si le lot A réagit de la même manière que le lot B.
- Certificats de matériaux : Nous conservons des registres pour chaque lot de matières premières.
- Paramètres du processus : Nous enregistrons l'heure exacte, la température et la dose de chaque cycle de stérilisation.
Étiquetage et instructions d'utilisation
Vous devez indiquer à l'utilisateur ce qu'il doit faire.
- “ Non stérile, stériliser avant utilisation ” (pour les articles stérilisables à l’autoclave à vapeur).
- “ Stérile, ne pas restériliser ” (pour les articles gamma).
- Si vous n'étiquetez pas clairement cet article, une infirmière pourrait stériliser à l'autoclave un produit irradié aux rayons gamma, ce qui entraînerait sa défaillance immédiate.
Soumission réglementaire (510k, MDR)
Pour les États-Unis (FDA 510k) ou l'Europe (MDR), un “ Rapport de validation de stérilisation ” est requis. Ce rapport récapitule tous les tests abordés dans la section précédente. Il atteste que le niveau d'assurance de stérilité (NAS) est atteint (généralement 10⁻⁶) et que le dispositif est toujours fonctionnel.
Conclusion
Le choix entre l'oxyde d'éthylène (EO), la vapeur et les rayons gamma nécessite de trouver un équilibre entre les performances des matériaux, les limites de conception et les exigences réglementaires.
Souhaiteriez-vous que j'analyse la conception actuelle de votre produit et que je vous recommande la formulation de silicone la plus adaptée à votre méthode de stérilisation spécifique ?