I produttori industriali hanno difficoltà a trasformare fogli di silicone standard in componenti precisi. I metodi di taglio tradizionali spesso causano bordi frastagliati, imprecisioni dimensionali e sprechi di materiale, causando ritardi nella produzione e problemi di qualità.
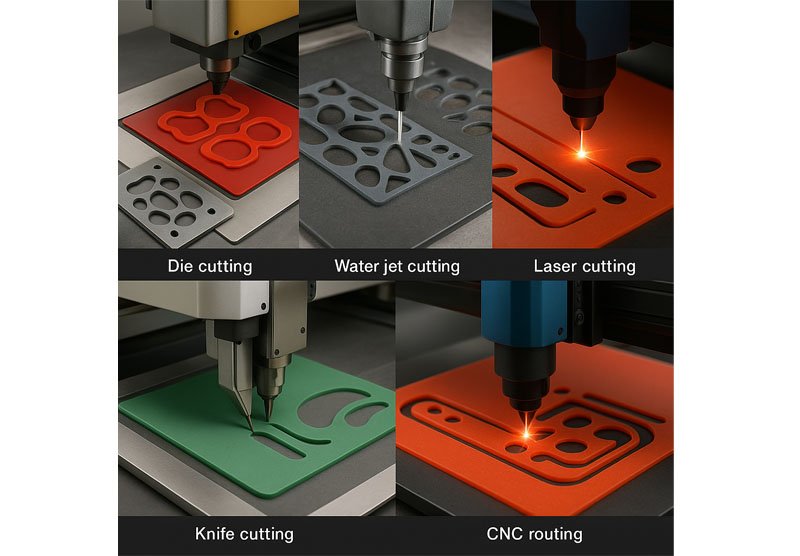
Le lastre di silicone possono essere tagliate su misura utilizzando fustellatura, taglio a getto d'acqua, taglio laser, taglio a lama e fresatura CNC. Ogni metodo offre vantaggi diversi in termini di precisione, qualità dei bordi, costi di lavorazione e capacità di produzione in volumi elevati, con la fustellatura più economica per grandi tirature e il getto d'acqua ideale per progetti complessi.
Dopo anni trascorsi ad aiutare i clienti a trasformare fogli di silicone standard in componenti progettati con precisione, ho acquisito preziose conoscenze sui punti di forza e sui limiti di ciascun metodo di taglio. Lasciate che vi guidi attraverso le opzioni per aiutarvi a scegliere l'approccio perfetto per le vostre specifiche esigenze applicative.
In che modo la fustellatura trasforma i fogli di silicone in componenti precisi?
Gli ingegneri di produzione hanno spesso difficoltà a produrre in modo uniforme parti in silicone identiche. Il taglio manuale crea variazioni tra i pezzi, mentre gli utensili da taglio di base non riescono a ottenere le forme complesse necessarie per applicazioni specializzate.
La fustellatura utilizza fustelle metalliche personalizzate per stampare o pressare fogli di silicone, creando parti identiche con bordi netti. Questo processo può raggiungere tolleranze fino a ±0,1 mm e produrre migliaia di pezzi identici all'ora, rendendolo ideale per produzioni ad alto volume.

Il gold standard per la produzione ad alto volume
La fustellatura è stata la spina dorsale della nostra produzione di componenti in silicone personalizzati per oltre un decennio. Ricordo quando un cliente ci contattò per produrre 50.000 guarnizioni in silicone al mese per la sua nuova linea di biberon. La fustellatura fu la scelta ovvia, consentendoci di offrire una qualità costante mantenendo i costi unitari notevolmente bassi.
Questo processo utilizza fustelle metalliche appositamente progettate (essenzialmente sofisticati stampini per biscotti) per ricavare forme identiche da fogli di silicone. Le fustelle possono essere create praticamente in qualsiasi forma, da semplici cerchi e rettangoli a geometrie complesse con ritagli interni e bordi dai dettagli precisi.
Tipi di fustellatura per silicone
Esistono diverse varianti della tecnologia di fustellatura, ciascuna con vantaggi specifici:
- Fustellatura piana Questo approccio tradizionale utilizza presse idrauliche per forzare le matrici in acciaio attraverso il materiale siliconico. È eccellente per lastre di silicone di spessore medio-alto (2-10 mm) e offre un buon equilibrio tra precisione e velocità di produzione.
- Fustellatura rotativa Per produzioni di volumi estremamente elevati, la fustellatura rotativa utilizza fustelle cilindriche montate su tamburi rotanti. Sebbene il costo iniziale degli utensili sia più elevato, la velocità di produzione può raggiungere migliaia di pezzi all'ora, riducendo drasticamente i costi unitari per le grandi tirature.
- Fustellatura a clic Questa variante utilizza una pressa a trave oscillante ed è particolarmente efficace per lastre di silicone più spesse (5-20 mm), dove è richiesta una maggiore forza di taglio. Offre un'eccellente precisione, ma opera a velocità inferiori rispetto ai sistemi rotanti.
| Metodo di fustellatura | Spessore ottimale del foglio | Velocità di produzione | Costo degli utensili | Precisione |
|---|---|---|---|---|
| Pianale piatto | 2 mm-10 mm | medio | Moderare | ±0,2 mm |
| Rotante | 0,5 mm-5 mm | Molto alto | Alto | ±0,1 mm |
| Cliccatore | 5 mm-20 mm | Basso-Medio | Moderare | ±0,25 mm |
Vantaggi e limiti
La fustellatura è ideale in situazioni che richiedono:
- Produzione ad alto volume (in genere oltre 1.000 parti identiche)
- Ripetibilità costante da parte a parte
- Qualità del bordo pulita e professionale
- Prezzi unitari convenienti
Tuttavia, presenta delle limitazioni:
- Elevati costi iniziali di attrezzaggio (in genere $500-$2.500 per matrice)
- Flessibilità limitata per le modifiche di progettazione (richiede nuovi stampi)
- Non economico per piccole produzioni
- Potenziale spreco di materiale tra le parti tagliate
Per molti dei nostri clienti industriali, l'investimento iniziale in fustelle si ripaga rapidamente grazie alla riduzione dei costi di manodopera e al miglioramento della qualità. Un cliente del settore automobilistico ha calcolato che i suoi utensili di fustellatura si sono ripagati dopo appena 5.000 pezzi, con ogni pezzo successivo che rappresentava un netto risparmio rispetto al precedente processo di taglio manuale.
Perché il taglio a getto d'acqua è ideale per progetti complessi di fogli di silicone?
Gli ingegneri hanno spesso bisogno di componenti in silicone complessi con caratteristiche interne complesse. I metodi di taglio tradizionali non sono in grado di realizzare questi progetti, costringendo a compromessi nella funzionalità del prodotto o richiedendo l'assemblaggio di più parti.
Il taglio a getto d'acqua utilizza un flusso d'acqua ad alta pressione miscelato con particelle abrasive per tagliare con precisione lastre di silicone senza distorsioni dovute al calore. Questo metodo raggiunge tolleranze di ±0,1 mm, può tagliare geometrie complesse con caratteristiche interne e non richiede costi di attrezzaggio, rendendolo perfetto per la prototipazione e le produzioni medio-basse.

Precisione senza compromessi
Il taglio a getto d'acqua ha rivoluzionato il nostro approccio ai componenti in silicone complessi. L'anno scorso ho lavorato con un produttore di dispositivi medici che necessitava di guarnizioni in silicone complesse con molteplici caratteristiche interne e spessori variabili. Il taglio tradizionale avrebbe richiesto utensili dai costi proibitivi, ma il taglio a getto d'acqua ci ha permesso di produrre questi componenti complessi con una precisione impeccabile.
Questa tecnologia di taglio utilizza un flusso d'acqua sottilissimo, pressurizzato a 60.000 PSI, spesso miscelato con particelle abrasive di granato, per tagliare il materiale siliconico come un coltello microscopico. Il processo è interamente controllato da computer, e traduce i progetti digitali direttamente in pezzi finiti senza la necessità di utensili fisici.
Capacità tecniche del taglio a getto d'acqua
La tecnologia a getto d'acqua offre una precisione e una versatilità straordinarie:
- Precisione di taglio: Tipicamente ±0,1 mm, con sistemi di fascia alta che raggiungono ±0,05 mm
- Dimensione minima delle funzionalità: Piccolo come 0,5 mm per fogli sottili
- Gamma di spessore del materiale: Taglia efficacemente il silicone da 0,5 mm a 50 mm di spessore
- Larghezza del taglio: In genere 0,5 mm-1,0 mm (la larghezza del materiale rimosso durante il taglio)
- Velocità di taglio: 50-500 mm/minuto a seconda dello spessore e dei requisiti di precisione
Uno dei vantaggi più significativi del taglio a getto d'acqua è la sua capacità di creare complesse caratteristiche interne senza distorcere il materiale circostante. Poiché non viene utilizzato calore (a differenza del taglio laser), non vi è alcun rischio di deformazione termica o di alterazione delle proprietà del materiale in prossimità del bordo di taglio.
Applicazioni perfette per il taglio a getto d'acqua
La tecnologia a getto d'acqua è particolarmente utile per:
- Prototipazione e sviluppo del prodotto Senza costi di attrezzaggio, i progetti possono essere rapidamente modificati e ritagliati, consentendo una rapida iterazione durante le fasi di sviluppo.
- Produzioni da basse a medie Economicamente fattibile per tirature da 1 a 1.000 pezzi, dove i costi degli utensili per la fustellatura sarebbero proibitivi.
- Geometrie complesse Eccelle nel taglio di forme complesse, raggi stretti e caratteristiche interne che sarebbero difficili o impossibili con altri metodi.
- Taglio di materiali misti Può tagliare fogli di silicone rinforzato contenenti strati di fibra di vetro o tessuto che potrebbero causare problemi con altre tecnologie di taglio.
Il principale limite del taglio a getto d'acqua è la velocità di produzione. Pur essendo perfetto per precisione e flessibilità, non può eguagliare la velocità di produzione della fustellatura per produzioni ad alto volume. Per molti dei nostri clienti, utilizziamo il taglio a getto d'acqua per la produzione iniziale e la prototipazione, per poi passare alla fustellatura una volta finalizzati i progetti e aumentati i volumi.
In che modo il taglio laser bilancia precisione e velocità di produzione per i fogli di silicone?
I progettisti di prodotto si trovano ad affrontare sfide quando devono realizzare sia progetti complessi che volumi di produzione moderati. Il taglio manuale manca di precisione, mentre la fustellatura richiede utensili costosi, difficilmente giustificabili per tirature di medie dimensioni.
Il taglio laser utilizza energia luminosa focalizzata per tagliare con precisione lastre di silicone con una larghezza di taglio ridotta di 0,1-0,2 mm. Questo processo controllato da computer raggiunge tolleranze di ±0,1 mm, non richiede utensili fisici e può processare 50-100 pezzi all'ora, rendendolo adatto alla produzione di volumi medi di design complessi.

La soluzione di taglio ad alta tecnologia
Per molti dei nostri clienti, il taglio laser rappresenta la perfetta via di mezzo tra il getto d'acqua e la fustellatura. Di recente ho aiutato un produttore di elettronica di consumo che necessitava di 5.000 guarnizioni in silicone personalizzate con dimensioni precise per il lancio di un nuovo prodotto. Il taglio laser ha offerto il perfetto equilibrio tra velocità di produzione e precisione, senza richiedere utensili costosi.
Questa tecnologia utilizza un fascio di luce focalizzato per vaporizzare il materiale siliconico lungo un percorso di taglio programmato. Il processo è interamente controllato da computer, consentendo un'incredibile precisione e flessibilità di progettazione. Tuttavia, è importante notare che il taglio laser funziona meglio con specifiche formulazioni di silicone, poiché alcune tipologie possono produrre sottoprodotti nocivi durante la vaporizzazione.
Considerazioni tecniche per il taglio laser del silicone
Il taglio laser del silicone richiede un attento controllo dei parametri:
- Impostazioni di alimentazione: In genere 50-150 watt per fogli di silicone
- Velocità di taglio: 10-30 mm/secondo a seconda dello spessore
- Lunghezza focale: Regolato in base allo spessore del materiale
- Gas di assistenza: Di solito azoto per prevenire bruciature e migliorare la qualità dei bordi
La sfida principale del taglio laser del silicone è la gestione delle zone termicamente alterate (HAZ). A differenza dei metalli, il silicone può subire lievi carbonizzazioni o alterazioni superficiali in prossimità del bordo di taglio. I moderni sistemi laser riducono al minimo questo effetto, ma rimane un fattore importante da considerare per applicazioni con requisiti rigorosi sulle proprietà dei materiali.
| Tipo di silicone | Idoneità al taglio laser | Considerazioni speciali |
|---|---|---|
| Scopo generale | Bene | Carbonizzazione minima con impostazioni appropriate |
| Polimerizzato al platino | Giusto | Potrebbero essere necessarie velocità più basse per prevenire danni dovuti al calore |
| Fluorosilicone | Povero | Può rilasciare sottoprodotti nocivi quando riscaldato |
| Rinforzato | Variabile | Dipende dal materiale di rinforzo |
Applicazioni ideali per il taglio laser
La tecnologia laser eccelle in questi scenari:
- Volumi di produzione medi Perfetto per tirature da 100 a 5.000 pezzi in cui la velocità è importante ma l'utilizzo di stampi non è giustificato
- Tolleranze strette Raggiunge una precisione paragonabile al getto d'acqua ma con velocità di produzione più elevate
- Marcatura e taglio Può sia tagliare forme che incidere segni identificativi in un'unica operazione
- Rapida inversione di tendenza I programmi possono essere rapidamente adattati alle modifiche di progettazione senza nuovi utensili
Un cliente del settore aerospaziale apprezza particolarmente il taglio laser per i suoi componenti in silicone perché consente di includere codici QR e codici articolo direttamente su ogni pezzo durante il processo di taglio. Questa funzionalità di marcatura integrata semplifica la gestione dell'inventario e i processi di controllo qualità.
I principali limiti del taglio laser del silicone includono la potenziale carbonizzazione dei bordi, limiti di spessore (in genere fino a 10 mm) e problemi di compatibilità con i materiali. Per applicazioni che richiedono bordi assolutamente perfetti o che prevedono l'uso di determinate formulazioni di silicone speciali, il taglio a getto d'acqua può essere preferibile, nonostante la velocità inferiore.
Quando i metodi di taglio con coltello manuali e semiautomatici sono adatti per i fogli di silicone?
Le piccole imprese e le startup spesso non riescono a giustificare l'acquisto di costose attrezzature da taglio per esigenze produttive limitate. Questo le costringe a scegliere tra l'outsourcing (con ordini minimi elevati) o la lotta con strumenti inadeguati che producono risultati incoerenti.
Il taglio a lama comprende metodi che vanno dal taglio manuale con lame di precisione ai sistemi semiautomatici che utilizzano lame oscillanti o a trascinamento. Questi approcci richiedono un investimento minimo in attrezzature, possono raggiungere tolleranze di ±0,5 mm con operatori qualificati e sono economici per piccole produzioni da 1 a 100 pezzi.

Soluzioni convenienti per la produzione su piccola scala
Non sottovalutare il valore di metodi di taglio a coltello ben eseguiti. Quando ho iniziato a lavorare nel settore del silicone, ho personalmente tagliato a mano prototipi di guarnizioni per un cliente che in seguito è diventato uno dei nostri clienti più importanti. Quella flessibilità iniziale nella produzione di piccoli lotti ha permesso loro di testare il prodotto prima di impegnarsi in produzioni più grandi.
Il taglio con il coltello comprende diversi approcci, da quello completamente manuale a quello semi-automatico:
Taglio manuale di precisione
Utilizzando utensili da taglio e modelli specializzati, tecnici qualificati possono produrre componenti in silicone sorprendentemente precisi. Questo approccio richiede:
- Righe o modelli di precisione in acciaio
- Utensili da taglio affilati progettati specificamente per elastomeri
- Superfici di taglio stabili (tipicamente tappetini da taglio autoriparanti)
- Operatori qualificati con esperienza nella fabbricazione del silicone
Sebbene laborioso, questo metodo non richiede praticamente alcun investimento di capitale e può essere ideale per produzioni estremamente ridotte o per lo sviluppo di prototipi. Con operatori esperti, è possibile ottenere tolleranze di ±0,5 mm per geometrie semplici.
Taglierine digitali a piano fisso
Questi sistemi semiautomatici rappresentano un notevole miglioramento rispetto al taglio manuale, pur rimanendo molto più convenienti dei sistemi a getto d'acqua o laser:
- Testa di taglio controllata da computer (oscillante, a lama trascinata o rotante)
- Tavolo a vuoto per tenere fermo il materiale
- Interfaccia di progettazione digitale per la creazione precisa di modelli
- Velocità di produzione di 10-30 pezzi all'ora
Questi sistemi costano in genere tra $10.000 e $50.000 (rispetto ai $100.000+ dei sistemi laser o a getto d'acqua) e offrono un buon equilibrio tra precisione e convenienza per le piccole e medie imprese. Possono raggiungere tolleranze di ±0,2 mm con una configurazione e un funzionamento adeguati.
| Metodo di taglio con coltello | Investimento iniziale | Precisione | Velocità di produzione | Migliori applicazioni |
|---|---|---|---|---|
| Taglio manuale | $100-$500 | ±0,5 mm | 5-10 parti/ora | Prototipi, pezzi unici |
| Taglio del modello | $500-$2,000 | ±0,3 mm | 10-15 parti/ora | Piccole tirature, forme semplici |
| Piano digitale | $10,000-$50,000 | ±0,2 mm | 10-30 parti/ora | Piccole-medie tirature, design vari |
Scenari perfetti per il taglio con il coltello
Questi metodi sono particolarmente indicati in diverse situazioni specifiche:
- Operazioni di avvio Quando il capitale è limitato ma sono necessarie piccole capacità produttive
- Prototipazione Per una rapida esecuzione dei pezzi di prova prima di impegnarsi in metodi di produzione più costosi
- tirature di produzione molto piccole Quando la produzione di sole 1-100 parti identiche non giustifica metodi più costosi
- Fogli di silicone spessi Particolarmente efficace per tagliare materiali più spessi (10 mm+) che potrebbero risultare problematici con altri metodi
Uno dei nostri clienti, un'officina di componenti automobilistici personalizzati, utilizza esclusivamente il taglio digitale a lama per i suoi componenti in silicone. Con lotti di produzione generalmente inferiori a 50 pezzi, la flessibilità e i bassi costi di lavorazione si sposano perfettamente con il loro modello di business, che consiste nella creazione di componenti specializzati per veicoli da collezione.
In che modo la fresatura CNC garantisce precisione per fogli di silicone spessi?
I produttori hanno difficoltà a tagliare con precisione lastre di silicone spesse, soprattutto quando sono richieste complesse caratteristiche 3D. I metodi di taglio standard spesso falliscono con materiali più spessi, con conseguenti bordi irregolari e imprecisioni dimensionali.
La fresatura CNC utilizza utensili da taglio rotanti controllati da computer per modellare con precisione le lastre di silicone, in particolare quelle più spesse (oltre 10 mm). Questo metodo può raggiungere tolleranze di ±0,2 mm, creare bordi smussati e contorni 3D e lavorare materiali fino a 50 mm di spessore, rendendolo ideale per applicazioni specializzate che richiedono componenti in silicone spessi.

Padroneggiare la fabbricazione di materiali spessi
La fresatura CNC ha risolto sfide di taglio apparentemente impossibili per molti dei nostri clienti che lavorano con lastre di silicone spesse. Di recente ho collaborato con un produttore di apparecchiature industriali che necessitava di cuscinetti antivibranti in silicone da 25 mm di spessore con bordi angolati con precisione e tasche interne. La fresatura CNC era l'unica soluzione praticabile, offrendo esattamente ciò che i metodi di taglio convenzionali non riuscivano a ottenere.
Questa tecnologia utilizza utensili da taglio rotanti montati su un sistema a portale controllato da computer per rimuovere con precisione il materiale secondo percorsi utensile programmati. A differenza di altri metodi di taglio che si limitano a separare il materiale lungo una linea, la fresatura CNC può creare caratteristiche tridimensionali come:
- Bordi smussati o smussati
- Tasche e rientranze di profondità variabile
- Transizioni di spessore graduali
- Superfici strutturate
- Contorni 3D complessi
Aspetti tecnici del routing CNC in silicone
Per instradare correttamente il silicone sono necessarie conoscenze specialistiche:
- Selezione degli strumenti: Tipicamente frese in metallo duro con geometrie specifiche per elastomeri
- Velocità del mandrino: Solitamente inferiore rispetto ai materiali rigidi (5.000-15.000 giri/min)
- Velocità di alimentazione: Controllato attentamente per prevenire la deformazione del materiale
- Fissaggio: Fondamentale per tenere saldamente i fogli di silicone flessibile durante la lavorazione
- Raffreddamento: Spesso necessario per prevenire l'accumulo di calore che potrebbe danneggiare le proprietà del silicone
La sfida principale con la fresatura CNC del silicone è la gestione della flessibilità e dell'elasticità del materiale. A differenza dei materiali rigidi che mantengono la loro posizione durante la lavorazione, il silicone può flettersi e deformarsi sotto l'azione delle forze di taglio. Ciò richiede soluzioni di fissaggio specializzate e un attento controllo dei parametri di lavorazione.
Applicazioni perfette per il routing CNC
Questa tecnologia eccelle in diversi scenari specifici:
- Lavorazione di materiali spessi Ideale per fogli di silicone spessi 10-50 mm che metterebbero in difficoltà altri metodi di taglio
- Creazione di funzionalità 3D Quando i componenti richiedono spessori variabili, tasche,
- Requisiti di tolleranza rigorosi Può raggiungere tolleranze costanti di ±0,2 mm anche in materiali spessi
- Operazioni miste Combinazione di taglio, foratura e testurizzazione superficiale in un'unica configurazione
| Spessore del materiale | Vantaggio del routing CNC | Limitazioni del metodo alternativo |
|---|---|---|
| 10-20 mm | Qualità dei bordi pulita, stabilità dimensionale | Il taglio a fustella richiede una forza eccessiva, il taglio laser ha una profondità limitata |
| 20-30 mm | Capacità di creare funzionalità 3D | Il getto d'acqua può causare la deflessione del materiale e tagli incoerenti |
| 30-50 mm | Controllo preciso dello spessore su ampie aree | La maggior parte degli altri metodi non può elaborare questo spessore |
Un cliente specializzato in sistemi di isolamento dalle vibrazioni utilizza esclusivamente la fresatura CNC per i suoi componenti in silicone ad alto spessore. Apprezza in particolare la possibilità di creare profili a spessore variabile che ottimizzano le prestazioni di smorzamento mantenendo al contempo dimensioni di montaggio precise, cosa impossibile con i metodi di taglio tradizionali.
Limitazioni da considerare
Sebbene potente, il routing CNC presenta alcuni svantaggi:
- Velocità di produzione più lenta rispetto alla fustellatura
- Costi di programmazione e configurazione più elevati
- Potenziale usura degli utensili che influisce sulle dimensioni durante le lunghe tirature
- Non economico per materiali molto sottili (sotto i 3 mm)
Per molte applicazioni specializzate che richiedono la fabbricazione di silicone spesso, queste limitazioni sono ampiamente compensate dalle capacità uniche offerte dalla fresatura CNC. Quando si valuta questo metodo, consiglio di considerare l'intero ciclo di vita della produzione, comprese le potenziali modifiche di progettazione e le esigenze di produzione a lungo termine.
Come si sceglie il metodo di taglio ottimale per la propria applicazione specifica?
Gli ingegneri spesso scelgono i metodi di taglio in base alla familiarità piuttosto che all'idoneità, con conseguenti costi inutili, problemi di qualità o ritardi nella produzione. Senza un processo di valutazione sistematico, le aziende utilizzano spesso approcci di fabbricazione non ottimali.
Il metodo di taglio ottimale dipende da cinque fattori chiave: volume di produzione, spessore del materiale, complessità del progetto, requisiti di tolleranza e vincoli di budget. La fustellatura è ideale per grandi volumi, il getto d'acqua per progetti complessi, il laser per tirature medie, il taglio a lama per prototipi e la fresatura CNC per materiali spessi.

Fare la scelta giusta ogni volta
Dopo aver aiutato centinaia di clienti a scegliere il metodo di taglio migliore per i loro componenti in silicone, ho sviluppato un approccio sistematico a questa decisione. Il mese scorso, ho guidato John attraverso questo preciso processo quando la sua azienda aveva bisogno di componenti in silicone tagliati su misura per una nuova linea di prodotti per neonati. Valutando attentamente le sue esigenze specifiche, abbiamo identificato la fustellatura come la soluzione ottimale, facendogli risparmiare migliaia di dollari sui costi di produzione.
Il processo di selezione prevede la valutazione di cinque fattori critici:
1. Valutazione del volume di produzione
La quantità di parti identiche necessarie ha un impatto notevole sul metodo di taglio più economico:
- Prototipo/Piccola tiratura (1-100 pezzi) Consigliato: taglio manuale con coltello, taglio digitale a piano fisso Motivazione: i bassi costi di installazione compensano la minore velocità di produzione
- Tiratura media (100-5.000 pezzi) Consigliato: taglio laser, taglio a getto d'acqua Motivazione: equilibrio tra costi di installazione ed efficienza produttiva
- Grande tiratura (oltre 5.000 pezzi) Consigliato: Fustellatura Motivazione: Costi iniziali più elevati degli utensili compensati da una produzione rapida e da un basso costo per pezzo
2. Considerazioni sullo spessore del materiale
Diverse tecnologie di taglio hanno intervalli di spessore ottimali:
| Gamma di spessore | Metodi ottimali | Metodi da evitare |
|---|---|---|
| 0,5 mm-2 mm | Fustellatura, taglio laser, taglio a coltello | Fresatura CNC (configurazione eccessiva) |
| 3mm-10mm | Fustellatura, getto d'acqua, taglio laser | Taglio manuale con coltello (incoerente) |
| 10mm-20mm | Getto d'acqua, fresatura CNC | Taglio laser (profondità limitata) |
| 20mm+ | Fresatura CNC, getto d'acqua | La maggior parte degli altri metodi |
3. Valutazione della complessità del progetto
La complessità del progetto ha un impatto significativo sulla scelta del metodo:
- Forme semplici (cerchi, rettangoli, geometrie di base) Molteplici opzioni praticabili: la fustellatura offre la migliore economia per volumi più elevati
- Complessità moderata (caratteristiche multiple, alcuni ritagli interni) Opzioni migliori: fustellatura (volume elevato), laser o getto d'acqua (volume medio-basso)
- Elevata complessità (dettagli intricati, caratteristiche interne rigorose) Le migliori opzioni: taglio a getto d'acqua o taglio laser per la maggior parte dei volumi
- Caratteristiche 3D (spessore variabile, superfici sagomate) Unica opzione praticabile: fresatura CNC
4. Requisiti di tolleranza
La precisione richiesta influenza direttamente la selezione del metodo:
- Tolleranza standard (±0,5 mm) Sono disponibili diverse opzioni, tra cui il taglio economico con coltello per volumi inferiori
- Tolleranza di precisione (±0,2 mm) Richiede taglio laser, getto d'acqua, fustellatura o fresatura CNC
- Alta precisione (±0,1 mm) Limitato al getto d'acqua, al laser o al taglio di precisione
5. Vincoli di bilancio
Spesso le considerazioni finanziarie determinano la decisione finale:
- Investimento minimo I sistemi di taglio manuale o digitale a piano fisso offrono il costo di ingresso più basso
- Investimento moderato L'outsourcing a fornitori di servizi di taglio offre un equilibrio tra qualità e costi
- Massima qualità a prescindere dal costo Sistemi di taglio avanzati interni o fornitori di servizi di taglio premium
Valutando sistematicamente questi cinque fattori, è possibile selezionare con sicurezza il metodo di taglio ottimale per la propria specifica applicazione. Nella mia esperienza, questo approccio strutturato previene errori costosi e garantisce il miglior equilibrio tra qualità, costi ed efficienza produttiva.
Per molti dei nostri clienti, la soluzione ideale spesso prevede la combinazione di più metodi di taglio durante l'intero ciclo di vita di un prodotto, a partire dal taglio a lama o a getto d'acqua durante la prototipazione e la produzione iniziale a basso volume, per poi passare al taglio a fustella quando i volumi aumentano e i design si stabilizzano.
Conclusione
La scelta del metodo di taglio più adatto per le tue lastre di silicone dipende dalle tue esigenze specifiche. La fustellatura è ideale per grandi volumi, il getto d'acqua per progetti complessi, il laser per tirature medie, il taglio a lama per prototipi e la fresatura CNC per materiali spessi. Valutando queste opzioni in base alle tue esigenze, otterrai risultati ottimali.