Scegliere il metodo di sterilizzazione sbagliato per i tuoi dispositivi medicali in silicone può rivelarsi un disastro. Potresti riscontrare degradazione del materiale, ingiallimento o persino guasti meccanici dopo pochi cicli. Voglio aiutarti a capire come l'ossido di etilene (EO), il vapore acqueo e le radiazioni gamma influiscono specificamente sulle prestazioni del silicone, in modo che tu possa fare la scelta più sicura.
L'ossido di etilene (EO), l'autoclave a vapore e le radiazioni gamma hanno ciascuno un impatto diverso sul silicone di grado medicale, influenzandone la resistenza meccanica, la stabilità del colore e le dimensioni. La scelta del metodo corretto richiede la convalida di questi effetti rispetto alla formulazione e al design specifici del prodotto, per garantirne sicurezza e longevità.
È necessario conoscere il funzionamento di questi metodi prima di poter scegliere quello giusto. Diamo un'occhiata ai meccanismi specifici di ciascun tipo di sterilizzazione e al loro utilizzo ottimale in ambito produttivo.
Quali sono i principali metodi di sterilizzazione del silicone medicale?
Hai bisogno di un metodo di sterilizzazione che uccida i patogeni senza uccidere il tuo prodotto. Se non comprendi i meccanismi di base di EO, vapore e raggi gamma, rischi di compromettere l'integrità dei tuoi dispositivi medici.
I metodi principali sono l'ossido di etilene (EO) per le parti sensibili al calore, l'autoclave a vapore per gli strumenti riutilizzabili e la radiazione gamma per gli articoli monouso di grandi dimensioni. Ognuno di essi utilizza un meccanismo diverso: gas chimico, calore umido o energia ionizzante per raggiungere la sterilità.

Ho visto molti ingegneri confrontarsi con questa scelta. Noi di RuiYang guidiamo spesso i clienti in questo processo di selezione. Non si tratta solo di uccidere i batteri. È importante anche come il silicone reagisce al processo.
Ossido di etilene (EO)
Si tratta di un metodo di diffusione di gas. Utilizziamo l'EO per prodotti che non sopportano alte temperature. Il gas penetra nella confezione e nel dispositivo per uccidere i microrganismi.
- Professionisti: È molto delicato sui materiali. Funziona a temperature più basse.
- Contro: Lascia residui. È necessario aerare adeguatamente i prodotti per soddisfare gli standard ISO 10993-7. Ci vuole molto tempo.
Autoclave a vapore
Utilizza calore umido e pressione. È lo standard per le attrezzature ospedaliere riutilizzabili.
- Professionisti: Non è tossico, è veloce ed economico.
- Contro: Le alte temperature (da 121 °C a 134 °C) possono modificare le dimensioni del silicone. Può verificarsi l'assorbimento di umidità.
Radiazione gamma
Utilizza fotoni ad alta energia (Cobalto-60). È un metodo comune per articoli monouso preconfezionati.
- Professionisti: Penetra in profondità nelle confezioni sigillate. Non crea problemi di calore o umidità.
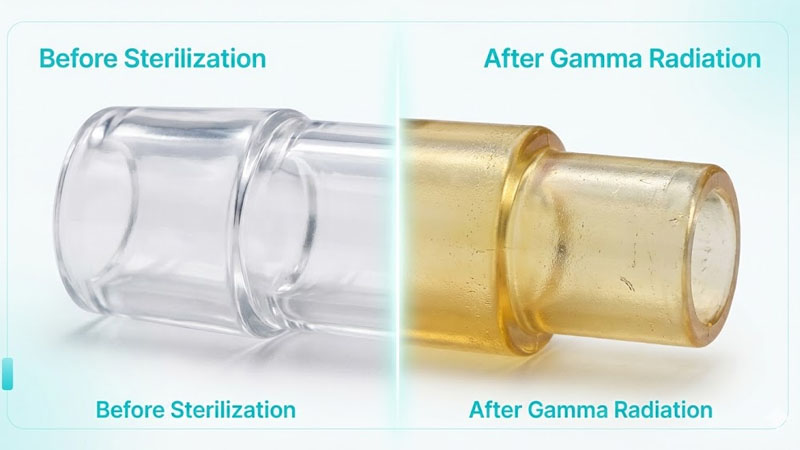
- Contro: Modifica la struttura molecolare. Spesso causa ingiallimento. Può degradare significativamente le proprietà meccaniche.
Ecco una rapida tabella comparativa per aiutarti a visualizzare le differenze:
| Caratteristica | Ossido di etilene (EO) | Autoclave a vapore | Radiazione gamma |
|---|---|---|---|
| Meccanismo primario | Gas chimico | Calore umido e pressione | Energia ionizzante |
| Temperatura | Bassa (30°C – 60°C) | Alta (121°C – 134°C) | Ambiente |
| Tempo di ciclo | Lungo (include aerazione) | Corto | Corto-medio |
| Miglior caso d'uso | Dispositivi complessi e sensibili al calore | Strumenti chirurgici riutilizzabili | Articoli monouso di grandi dimensioni |
In che modo i diversi metodi di sterilizzazione influiscono sulle proprietà meccaniche e sull'aspetto?
Se si ignorano i cambiamenti fisici causati dalla sterilizzazione, il prodotto potrebbe non funzionare correttamente sul campo, con conseguenti richiami o rischi per la sicurezza dell'utente finale.
La sterilizzazione influisce sulla resistenza alla trazione, sull'allungamento e sulla deformazione permanente a compressione, causando anche alterazioni visive come ingiallimento o opacità. Le radiazioni gamma causano in genere la reticolazione e lo scolorimento più significativi, mentre il vapore acqueo spesso compromette la stabilità dimensionale a causa dell'assorbimento di umidità.
Dobbiamo approfondire i cambiamenti fisici. Ho testato molti lotti di silicone presso RuiYang e i risultati variano notevolmente a seconda del metodo.
Modifiche delle proprietà meccaniche
- Radiazioni gamma: Questo è il più aggressivo sulla catena molecolare. Genera radicali liberi. Questo può portare a un'ulteriore reticolazione (indurimento) o alla scissione della catena (rammollimento). Spesso si nota una diminuzione dell'allungamento a rottura. Il materiale diventa meno elastico e più fragile nel tempo.
- Autoclave a vapore: Il calore e la pressione possono aumentare la deformazione permanente. Ciò significa che se si comprime il silicone, potrebbe non tornare perfettamente alla forma originale. Cicli ripetuti possono causare crepe superficiali o "screpolature".“
- EO: Questo di solito ha un impatto minimo sulla resistenza meccanica. Il modulo e la durezza rimangono relativamente stabili perché la temperatura è bassa.
Cambiamenti visivi ed estetici
L'aspetto conta in campo medico. Un tubo ingiallito appare sporco o vecchio sia al medico che al paziente.
- Ingiallimento: Le radiazioni gamma sono note per questo. L'energia ionizzante crea cromofori nel polimero siliconico. Anche i gradi "non ingialliti" possono cambiare colore.
- Foschia e opacità: Il vapore può causare l'assorbimento d'acqua, trasformando il silicone trasparente in un liquido lattiginoso o opaco. Di solito, questo fenomeno è reversibile una volta evaporata l'umidità, ma cicli ripetuti possono renderlo permanente.
- Difetti superficiali: Talvolta il vapore può rendere la superficie appiccicosa o appiccicosa se il silicone non è stato polimerizzato correttamente durante la produzione.
Effetti residui: l'ossido di etilene (EO) lascia residui chimici. È necessario controllarli attentamente. Se il tempo di aerazione è troppo breve, il dispositivo è tossico. Il vapore non lascia residui chimici, ma l'umidità può danneggiare i componenti elettronici all'interno di un alloggiamento in silicone.
Perché la formulazione è importante quando si sceglie un metodo di sterilizzazione?
Utilizzare una formula generica di silicone per un percorso di sterilizzazione specifico è un errore. Si rischiano reazioni inaspettate tra gli additivi e il mezzo di sterilizzazione.
La sensibilità della formulazione determina la reazione del silicone alla sterilizzazione; pigmenti, agenti rinforzanti e stabilizzanti possono proteggere il materiale o accelerarne la degradazione. Ad esempio, i sistemi polimerizzati al platino generalmente resistono meglio all'ingiallimento rispetto ai sistemi polimerizzati al perossido sotto l'azione dei raggi gamma.
Dico sempre ai miei clienti che la ricetta è importante. Non si può semplicemente scegliere il "silicone medicale" dallo scaffale. Bisogna adattare la formulazione al metodo di sterilizzazione.
Sistemi trasparenti vs. pigmentati
Il silicone trasparente mostra tutti i difetti. Se si utilizzano radiazioni gamma sul silicone trasparente, l'ingiallimento è evidente. Tuttavia, aggiungendo pigmenti colorati, a volte è possibile mascherare questa variazione di colore. Ma attenzione. Alcuni pigmenti reagiscono con i raggi gamma e cambiano completamente colore. Dobbiamo testare la stabilità del colore (valori ΔE) per ogni pigmento specifico.
Sistemi di polimerizzazione: platino vs. perossido
- Trattamento al platino: Questo è lo standard per le applicazioni mediche di fascia alta. È più pulito e produce meno sottoprodotti. In genere, offre una migliore stabilità alle radiazioni e al calore.
- Perossido indurito: Sono più economici, ma spesso contengono sottoprodotti. Sono più inclini a ingiallire e a rendere le superfici appiccicose dopo la sterilizzazione a vapore. Per uso medico, consiglio quasi sempre il silicone al platino.
Additivi e stabilizzanti
Possiamo aggiungere stabilizzatori specifici al mix.
- Agenti anti-ingiallimento: Aiutano a resistere allo spostamento di colore causato dai raggi gamma.
- Stabilizzanti termici: Questi migliorano la durata del prodotto se sottoposto a centinaia di cicli di autoclave a vapore.
Dobbiamo anche tenere conto dei residui di catalizzatore. Se nel materiale sono presenti residui di catalizzatore, questi possono reagire durante la sterilizzazione, causando cattivi odori o aumentando la quantità di sostanze estraibili.
In che modo la progettazione del prodotto influenza il successo della sterilizzazione?
Una progettazione inadeguata può creare punti di rottura che la sterilizzazione aggrava. Le zone di concentrazione delle sollecitazioni possono incrinarsi dopo ripetuti cicli di sterilizzazione.
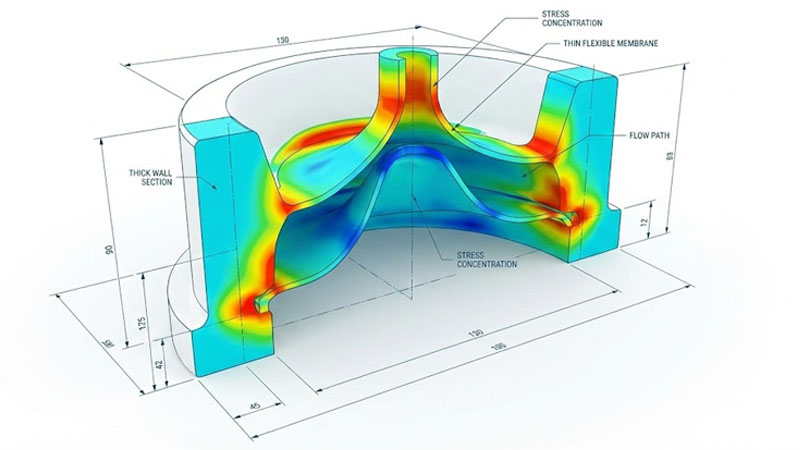
Caratteristiche di progettazione del prodotto come lo spessore e la geometria delle pareti influenzano il modo in cui il silicone gestisce lo stress da sterilizzazione; le sezioni spesse possono trattenere i residui più a lungo, mentre le sezioni sottili possono deformarsi sotto l'effetto del calore. È fondamentale affrontare le zone di concentrazione dello stress per prevenire i cedimenti dovuti a fatica.
Design e materiali vanno di pari passo. Collaboro con gli ingegneri per perfezionare i progetti prima ancora di tagliare lo stampo.
Sezioni a parete sottile vs. a parete spessa
- Sterilizzazione EO: Se la parete è molto spessa, il gas EO impiega molto tempo a diffondersi. Questo aumenta i tempi e i costi del ciclo. Le pareti sottili si aerano più velocemente.
- Sterilizzazione a vapore: Le pareti sottili sono fragili quando sono calde. Se si verifica un impulso di vuoto nell'autoclave, un tubo a pareti sottili potrebbe collassare. Le pareti spesse trattengono il calore più a lungo, il che può essere utile per uccidere i batteri ma dannoso per l'invecchiamento del materiale.
Zone di concentrazione dello stress
Gli angoli acuti sono una cattiva notizia. Quando il silicone si gonfia a causa del calore o delle radiazioni, le tensioni si accumulano negli angoli acuti. È qui che iniziano le crepe.
- Raggio: Aggiungere sempre un raggio agli angoli interni.
- Sottosquadri: I sottosquadri profondi possono intrappolare l'umidità durante la sterilizzazione a vapore. Questa umidità intrappolata favorisce la proliferazione di batteri o degrada localmente il silicone.
Compatibilità multi-materiale
Molti dispositivi medici non sono fatti solo di silicone. Sono realizzati in silicone sovrastampato su plastica o metallo.
- Tassi di espansione: Il silicone si espande con il calore. Il metallo no. Se sterilizzi a vapore un legame silicone-metallo, il silicone si stacca. Hai bisogno di un interblocco meccanico nel tuo progetto, non solo di un legame chimico.
- Attacco chimico: Il gas EO potrebbe non danneggiare il silicone, ma potrebbe attaccare la parte in policarbonato ad esso collegata. È necessario verificare la compatibilità dell'intero assemblaggio.
Cosa è necessario per la convalida e i test di invecchiamento accelerato?
Senza un'adeguata convalida, stai solo indovinando la durata del tuo prodotto. Devi dimostrare che il tuo dispositivo rimane sicuro e funzionale dopo la sterilizzazione.
La convalida prevede test di sterilizzazione ciclici per tracciare curve di degradazione delle prestazioni e stabilire criteri di superamento/fallimento. È necessario simulare condizioni di utilizzo reali, tra cui pulizia e conservazione, per prevedere con precisione la durata del prodotto.

Non possiamo testare una volta sola. Dobbiamo testare lo scenario peggiore.
Progettazione del protocollo di test ciclico
Se dichiari che il tuo dispositivo è "riutilizzabile per 100 cicli", dobbiamo testarlo per 100 cicli. In realtà, di solito lo testiamo per 110 o 120 cicli per avere un margine di sicurezza.
- Fase 1: Misurare le proprietà di base (trazione, dimensione, colore).
- Fase 2: Eseguire un ciclo di sterilizzazione.
- Fase 3: Pulito e asciutto (simulando l'uso ospedaliero).
- Fase 4: Ripetere.
- Fase 5: Misurare le proprietà a intervalli (ad esempio, dopo 10, 50, 100 cicli).
Curve di degrado delle prestazioni
Rappresentiamo graficamente i dati. Vedrai una curva.
- Resistenza alla trazione: Di solito diminuisce lentamente nel tempo.
- Cambiamento di colore: Spesso cambia rapidamente nei primi cicli e poi si stabilizza.
- Abbiamo impostato un punto di "fine vita". Ad esempio, "Quando l'allungamento diminuisce di 20%, il prodotto è scaduto".“
Test nel mondo reale vs. test di laboratorio
In laboratorio, potremmo eseguire cicli consecutivi. Nel mondo reale, un dispositivo rimane su uno scaffale per una settimana tra un utilizzo e l'altro. Il tempo consente alle reazioni chimiche di continuare. L'invecchiamento in tempo reale è il gold standard, ma l'invecchiamento accelerato (che utilizza il calore per simulare il tempo) è accettato per i primi invii.
Come gestiamo il rischio e la documentazione per la conformità normativa?
La mancata documentazione corretta del processo di sterilizzazione impedirà l'ingresso sul mercato. Gli enti regolatori come la FDA richiedono rigorose prove di sicurezza.
La gestione del rischio richiede una documentazione dettagliata dei controlli delle modifiche, della coerenza dei lotti e delle valutazioni di sicurezza biologica per soddisfare standard normativi come ISO 10993 e MDR. È necessario dimostrare che il processo di sterilizzazione non renda il dispositivo non sicuro.
La documentazione è importante quanto il prodotto. Ho visto ottimi prodotti fallire perché la documentazione era disordinata.
Procedure di controllo delle modifiche
Passare da Gamma a EO è un cambiamento radicale. È necessario effettuare una nuova convalida. Anche cambiare il fornitore che esegue la sterilizzazione richiede una valutazione del rischio. Non è possibile cambiare semplicemente metodo senza dati.
Coerenza tra lotti
Gli enti regolatori vogliono sapere se il lotto A reagisce allo stesso modo del lotto B.
- Certificati dei materiali: Conserviamo i registri di ogni lotto di materie prime.
- Parametri di processo: Registriamo l'ora esatta, la temperatura e la dose di ogni ciclo di sterilizzazione.
Etichettatura e istruzioni per l'uso
Devi dire all'utente cosa fare.
- “"Non sterile, sterilizzare prima dell'uso" (per articoli sterilizzati in autoclave a vapore).
- “Sterile, non risterilizzare” (per articoli a raggi gamma).
- Se non si etichetta in modo chiaro, un infermiere potrebbe sterilizzare in autoclave a vapore un prodotto irradiato con raggi gamma, causandone immediatamente il guasto.
Presentazione normativa (510k, MDR)
Per gli Stati Uniti (FDA 510k) o l'Europa (MDR), è necessario un "Rapporto di Validazione della Sterilizzazione". Questo rapporto riassume tutti i test di cui abbiamo parlato nella sezione precedente. Dimostra che il livello di garanzia della sterilità (SAL) è stato raggiunto (solitamente 10^-6) e che il dispositivo è ancora funzionante.
Conclusione
La scelta tra EO, vapore e gamma richiede un bilanciamento tra prestazioni dei materiali, limiti di progettazione ed esigenze normative.
Vorresti che analizzassi il design attuale del tuo prodotto e ti consigliassi la formulazione in silicone più adatta al tuo specifico metodo di sterilizzazione?








