Blanding er et kritisk trinn i produksjon av silikongummi, som direkte bestemmer materialets ytelse, prosesseringseffektivitet og kvaliteten på sluttproduktet.
Den blander silikon med fyllstoffer, tilsetningsstoffer og vulkaniseringsmidler for å oppnå optimale fysiske og kjemiske egenskaper.
Denne veiledningen tar deg dypt inn i vitenskapen og praksisen bak blanding av silikongummi, og dekker materialer, utstyr, teknikker og de vanligste fallgruvene. Hvis du vil forbedre kvaliteten og unngå kostbare overraskelser, les videre.
Hva er de grunnleggende råmaterialene for blanding av silikongummi?
For å oppnå høytytende silikongummiblandinger er det viktig å velge riktige råmaterialer. Nedenfor finner du en oversikt over kjernekomponentene som brukes i blandingsprosessen.
- Rå silikongummi: Silikongummi finnes i tre hovedtyper – HTV, LSR og RTV. HTV er en solid gummi som er egnet for støping og ekstrudering, og tilbyr utmerket styrke og varmebestandighet. LSR er en tokomponent flytende silikon designet for sprøytestøping, noe som gjør den ideell for presise og komplekse deler. RTV er en flytende gummi som herder ved romtemperatur, og som ofte brukes til støping, belegg og formreplikasjon.
- Forsterkende fyllstoffer: Pyrolysemiddel er det mest brukte fyllstoffet. Det spiller en avgjørende rolle i å forbedre strekkfastheten og rivemotstanden til silikongummi.
- Funksjonelle tilsetningsstoffer: Disse inkluderer herdemidler som peroksider eller platinabaserte katalysatorer, sammen med klebriggjørende midler og ekstendere for å forbedre prosesserbarheten. Andre tilsetningsstoffer som flammehemmere og anti-gulningsmidler forbedrer ytelsen, mens fargemasterbatcher og fluorescerende pulver muliggjør tilpasning av utseende og farge.

Hva er hovedmålene med blanding av silikongummi?
Blanding er et kritisk trinn i bearbeiding av silikongummi. En godt utført blandeprosess forbedrer ikke bare ytelsen, men sikrer også konsistens i produksjonen. Hovedmålene er skissert nedenfor.
- Jevn dispersjon: Sørg for at fyllstoffer, tilsetningsstoffer og herdemidler er jevnt fordelt for å forhindre agglomerering.
- Ytelsesoptimalisering: Forbedre egenskaper som strekkfasthet, kompresjonsstyrke og aldringsmotstand.
- Batchkonsistens: Oppretthold konsistent materialytelse på tvers av ulike partier for å møte kravene til storskalaproduksjon.
Hva er vanlige silikonblandemaskiner?
Blanding i tovalsemølle (åpen blanding)
Tovalsemøllen blander og kutter silikongummi mellom to motroterende valser. Fyllstoffer og tilsetningsstoffer tilsettes manuelt av operatøren.
Fordeler:
- Fleksibel drift, egnet for små partier.
- Enkelt utstyr med lave vedlikeholdskostnader.
Ulemper:
- Lavere effektivitet og uegnet for kontinuerlig produksjon.
- Støvforurensning og sikkerhetsrisikoer fra manuell håndtering.
Typiske bruksområder:
Brukes i laboratorier eller til tilpassede silikonprodukter som høyytelsespakninger.
Eksempel:
En produsent av silikonpakninger bruker en tovalsemølle for å blande HTV-silikon med høy hardhet. Ved å kontrollere valsegapet og blandetiden nøyaktig produserer de høytemperatur- og oljebestandige tetningsringer som er mye brukt i luftfartsutstyr.

Intern mikser (lukket miksing)
En intern blander opererer i et lukket kammer, og bruker rotorer og skjærkraft til å blande silikongummi. Den er egnet for storskala produksjon.
Fordeler:
- Høy effektivitet og jevn blanding, ideell for masseproduksjon.
- Lukket miljø reduserer støv og forurensning.
Ulemper:
- Høye utstyrskostnader og krever kyndig betjening.
- Ikke egnet for små partier eller hyppige formelendringer.
Typiske bruksområder:
Brukes til masseproduksjon av silikondeler som bilkomponenter og kabelmantler.
Eksempel:
En leverandør av bildeler bruker en intern mikser for å produsere silikonforseglingsstrimler. Ved å optimalisere rotorhastigheten og kjølesystemet reduserte de blandetiden med 20%, noe som forbedret produksjonseffektiviteten betydelig.

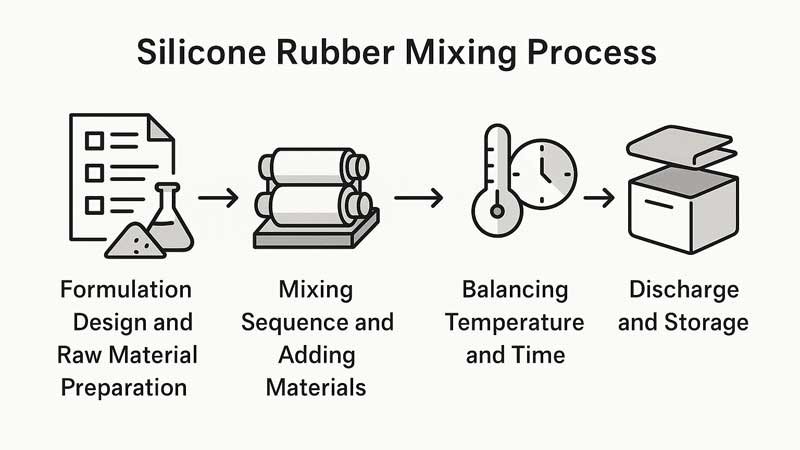
Hvordan blandes silikongummi?
Blanding av silikongummi krever nøye kontroll i hvert trinn. Hvert trinn påvirker sluttproduktets kvalitet og ytelse. Nedenfor finner du en oversikt over de viktigste trinnene som er involvert i blanding av silikongummi.
Formuleringsdesign og råmaterialetilberedning
Først, velg riktig silikon i henhold til produktets behov, med tanke på faktorer som kvalitet, viskositet og polymerisasjonsgrad. Deretter er valg av fyllstoffer avgjørende. Armerende fyllstoffer som pyrogen silika eller karbon svart forbedrer styrken betraktelig, mens ikke-armerende fyllstoffer som kiselgur eller kalsiumkarbonat reduserer kostnader og gir mer volum. Overflatebehandling av fyllstoffer påvirker også de endelige egenskapene. Til slutt er presis veiing av herdemidler, fargestoffer og slippmidler avgjørende. Selv små avvik kan forårsake defekter.
Blandesekvens og tilsetning av materialer
Rekkefølgen materialene tilsettes i er viktig. Fyllstoffer tilsettes vanligvis gradvis i en prosess som kalles mating, for å sikre grundig dispersjon. Herdemidler tilsettes senere ved lavere temperaturer for å unngå for tidlig herding, kjent som scorching. På åpne møller bidrar teknikker som triangulering og valseinnpakning til å forbedre blandeeffektiviteten og ensartetheten.
Balansering av temperatur og tid
Temperaturkontroll er avgjørende. For høy temperatur forårsaker svie og reduserer herdemiddelaktiviteten. For lav temperatur hindrer spredning av fyllstoffet og sløser med energi. Blandetiden må være presis – for kort fører til ujevn blanding, for lang risikerer materialforringelse. Riktig temperatur og timing maksimerer skjærkraften for perfekt blanding.
Utslipp og lagring
Etter blanding fordeles massen jevnt på valser og avkjøles. Riktig lagring stabiliserer materialets egenskaper og forbereder det til neste støpetrinn.

Hva påvirker kvaliteten på blanding av silikongummi?
Mange lurer kanskje på hvorfor identiske formler kan gi forskjellige resultater i produksjonen. Hvorfor blandes én batch jevnt mens en annen klumper seg eller svir seg?
Svaret ligger ofte ikke i selve formuleringen, men i hvordan råvarer, utstyr, miljø og operatørteknikk samhandler under blandeprosessen. Selv små endringer i disse variablene kan ha en betydelig innvirkning på den endelige blandingen.
For å tydeliggjøre disse interaksjonene, viser tabellen nedenfor de viktigste faktorene som påvirker blanding av silikongummi. Den er delt inn i fire kategorier, som hver spiller en rolle i å sikre stabil og høykvalitets blanding.
| Kategori | Påvirkende faktor | Beskrivelse |
| Råvarefaktorer | Molekylvekt og struktur av silikon | Molekylvekten og funksjonelle grupper (f.eks. vinylinnhold) påvirker blandevanskeligheten. Høyere molekylvekter krever større skjærkraft. LSR krever god flyteevne. |
| Viskositet av silikon | Påvirker skjærmotstanden. Høy viskositet øker varmeutviklingen; lav viskositet kan føre til dårlig spredning av fyllstoffet. | |
| Fyllstofftype og partikkelstørrelse | Typen (f.eks. pyrogen silika) og partikkelstørrelsen til fyllstoffene påvirker dispersjonen. Mindre partikler gir bedre forsterkning, men har en tendens til å agglomerere. | |
| Fyllstoffpåfyllingsnivå | Påvirker hardhet og styrke. For mye fyllstoff øker blandemotstanden; for lite kan svekke de mekaniske egenskapene. | |
| Tilsetningsstoffer og herdemidler | Må være godt tilpasset formuleringen. Dårlig dispergering kan føre til for tidlig herding eller ujevn ytelse. | |
| Utstyr og prosessparametere | Type blandeutstyr | Åpne møller er egnet for små partier og laboratoriebruk. Interne blandere er ideelle for storskala produksjon. Tvillingskrueekstrudere fungerer best for kontinuerlig blanding. |
| Temperatur kontroll | For HTV: 40–80 °C; for LSR: 20–50 °C. Overoppheting kan utløse forherding, mens lave temperaturer svekker spredningen av fyllstoffet. | |
| Blandetid | Vanligvis 5–15 min for åpne møller, 3–8 min for interne blandere. Utilstrekkelig tid forårsaker dårlig dispersjon; for lang tid kan føre til materialforringelse. | |
| Skjærhastighet | Høy skjærkraft forbedrer dispersjon, men kan skade polymerkjeder. Lav skjærkraft er egnet for LSR, men krever lengre blandetid. | |
| Drifts- og miljøfaktorer | Operatørferdigheter og teknikk | Fôringssekvens og blandingsteknikk påvirker ensartetheten. Automatiserte systemer krever presis kontroll for å minimere menneskelige feil. |
| Fuktighets- og støvkontroll | Høy luftfuktighet forårsaker fuktighetsabsorpsjon i fyllstoffet. Støvforurensning forringer kvaliteten på sparkelmassen. Riktig ventilasjon og støvoppsamling er avgjørende. | |
| Omgivelsestemperatur | Høy verkstedtemperatur akselererer materialaldring og reduserer spredning av fyllstoff. Ideell omgivelsestemperatur er under 25 °C. | |
| Formel- og prosesskompatibilitet | Formuleringsdesign | Formuleringer må skreddersys til ytelsesbehov (f.eks. hardhet, elastisitet). Medisinsk silikon krever lav flyktighet; myke roboter kan trenge myknere. |
| Kompatibilitet mellom utstyr og formel | Formuleringer med høyt fyllstoffinnhold passer til interne blandemaskiner; LSR fungerer best med dobbeltskrueekstrudere. Dårlig utstyrstilpasning kan føre til ustabil produktytelse. |
Hva er vanlige utfordringer ved silikonblanding?
Selv med godt utformede formler og avansert utstyr, møter silikonblanding ofte hindringer. Å identifisere og håndtere disse raskt er avgjørende for produktkvaliteten.
Dårlig spredning
Hvordan det ser ut: Partikler eller striper synlige på eller inni gummien, noe som fører til en ru overflate. Dette betyr vanligvis at fyllstoffene ikke er jevnt fordelt.
Løsninger: Forleng blandetiden og sørg for tilstrekkelig skjærkraft. Optimaliser blandetemperaturen. Vurder bruk av dispergeringsmidler eller koblingsmidler for å forbedre kompatibiliteten mellom fyllstoff og gummi.
Fargevariasjon
Hvordan det ser ut: Inkonsekvent farge mellom partier eller innenfor et enkelt parti. Ofte på grunn av ujevn spredning av fargemasterbatchen eller unøyaktig veiing.
Løsninger: Kontroller nøyaktigheten til veiingen av fargemasterbatchene strengt. Velg kompatible, svært dispergerbare silikonspesifikke fargemasterbatcher. Fordisperger vanskelige farger om nødvendig.
Delaminering
Hvordan det ser ut: Lag som skiller seg i den blandede gummien etter at den har stått, eller etter støping. Dette skjer vanligvis når komponentene ikke er kompatible eller blandingen er utilstrekkelig.
Løsninger: Sørg for grundig blanding. Optimaliser formelen ved å velge mer kompatible råmaterialer eller tilsette bindemidler. Reduser tiden den blandede gummien hviler før støping.
Svidende
Hvordan det ser ut: Gummien stivner og mister flyt før støping eller bearbeiding. Dette skyldes hovedsakelig for høye blandetemperaturer eller feil tilsetning av herdemiddel.
Løsninger: Kontroller blandetemperaturen nøye. Optimaliser tidspunktet for tilsetning av herdemiddel. Forkort blandetiden. Vurder å bruke små mengder herdehemmere.

Hvordan sikrer vi kvaliteten på blandet silikongummi?
For å garantere kvaliteten på blandet silikongummi er en rekke grundige tester avgjørende. Disse evalueringene er grunnleggende for å vurdere blandingseffektiviteten og sikre sluttproduktets ytelse.
Fysisk-mekaniske egenskapstester
Mål den herdede gummiens hardhet, strekkfasthet, bruddforlengelse og rivestyrke. Dette er sentrale indikatorer på materialstyrke, elastisitet og seighet, som direkte gjenspeiler blandingskvaliteten.
Spredningsvurdering
Ved hjelp av et grindometer eller en trevalsemølle vurderer vi hvor jevnt fyllstoffene er fordelt i gummien. Dette er avgjørende for overflatefinish og mekaniske egenskaper.
Reologisk evaluering
Et reometer (MDR) gir kritiske data som minimum dreiemoment (viskositet), sviingstid og herdetid. Disse målene evaluerer omfattende gummiens prosesseringssikkerhet og herdeegenskaper.
Måling av fargeforskjell
Et kolorimeter kvantifiserer fargevariasjoner mellom batcher, og sikrer fargekonsistens fra batch til batch, noe som er spesielt viktig for fargede silikonprodukter.
Subjektiv prosesseringsvurdering
Erfarne operatører utfører en innledende, viktig vurdering ved å observere gummiens glatthet, klebrighet til ruller, taktil følelse, seighet og rulleinnpakningsadferd. Dette fungerer som en rask, førstelinjesjekk for eventuelle avvik.
Konklusjon
Blanding av silikongummi kan virke enkelt, men det er kjernen i kvalitet. Hvert materiale, hvert trinn og hver detalj teller. Med riktig kunnskap og oppmerksomhet kan du oppnå stabile resultater med høy ytelse.
Kvalitet teller. Det gjør erfaring også. Vi kombinerer begge deler for å tilby silikonløsninger som skiller seg ut. Fortell oss hva du trenger, så tar vi oss av resten.