Le mélange est une étape critique dans production de caoutchouc de silicone, déterminant directement les performances du matériau, l'efficacité du traitement et la qualité du produit final.
Il mélange du silicone avec des charges, des additifs et des agents de vulcanisation pour obtenir des propriétés physiques et chimiques optimales.
Ce guide vous plonge dans la science et la pratique du mélange du caoutchouc silicone, des matériaux de revêtement, de l'équipement, des techniques et des pièges les plus courants. Pour améliorer la qualité et éviter les mauvaises surprises, poursuivez votre lecture.
Quelles sont les matières premières de base pour le mélange de caoutchouc de silicone ?
Pour obtenir des composés de caoutchouc silicone hautes performances, il est essentiel de sélectionner les bonnes matières premières. Vous trouverez ci-dessous une description des principaux composants utilisés lors du processus de mélange.
- Caoutchouc de silicone brut : Le caoutchouc de silicone se décline en trois principaux types : HTV, LSR et RTV. Le HTV est un caoutchouc solide adapté au moulage et à l'extrusion, offrant une excellente résistance mécanique et thermique. Le LSR est un silicone liquide bicomposant conçu pour le moulage par injection, idéal pour les pièces précises et complexes. Le RTV est un caoutchouc liquide qui durcit à température ambiante, couramment utilisé pour l'enrobage, le revêtement et la reproduction de moules.
- Charges de renforcement : La silice pyrogénée est la charge la plus couramment utilisée. Elle joue un rôle crucial dans l'amélioration de la résistance à la traction et à la déchirure du caoutchouc de silicone.
- Additifs fonctionnels : Il s'agit notamment d'agents de durcissement tels que des peroxydes ou des catalyseurs à base de platine, ainsi que d'agents poisseux et de diluants pour améliorer la transformabilité. D'autres additifs, comme des retardateurs de flamme et des agents antijaunissement, améliorent les performances, tandis que les mélanges-maîtres de couleur et les poudres fluorescentes permettent de personnaliser l'apparence et la couleur.

Quels sont les principaux objectifs du mélange de caoutchouc de silicone ?
Le mélange est une étape cruciale dans la transformation du caoutchouc de silicone. Un processus de mélange bien exécuté améliore non seulement les performances, mais garantit également la régularité de la production. Les principaux objectifs sont décrits ci-dessous.
- Dispersion uniforme : Assurez-vous que les charges, les additifs et les agents de durcissement sont répartis uniformément pour éviter l'agglomération.
- Optimisation des performances : Améliorez les propriétés telles que la résistance à la traction, la déformation rémanente à la compression et la résistance au vieillissement.
- Cohérence du lot : Maintenez des performances matérielles constantes sur différents lots pour répondre aux exigences de la production à grande échelle.
Quelles sont les machines de mélange de silicone courantes ?
Mélange à deux cylindres (mélange ouvert)
Le broyeur à deux cylindres mélange et cisaille le caoutchouc de silicone entre deux rouleaux contrarotatifs. Les charges et les additifs sont ajoutés manuellement par l'opérateur.
Avantages :
- Fonctionnement flexible, adapté aux petits lots.
- Équipement simple avec de faibles coûts de maintenance.
Inconvénients :
- Efficacité réduite et inadapté à la production continue.
- Pollution par la poussière et risques pour la sécurité liés à la manutention manuelle.
Applications typiques :
Utilisé dans les laboratoires ou pour des produits en silicone personnalisés tels que des joints haute performance.
Exemple:
Un fabricant de joints en silicone utilise un laminoir à deux cylindres pour mélanger du silicone HTV haute dureté. Grâce à un contrôle précis de l'écartement des cylindres et du temps de mélange, il produit des joints d'étanchéité résistants aux hautes températures et à l'huile, largement utilisés dans les équipements aérospatiaux.

Mélangeur interne (mélange fermé)
Un mélangeur interne fonctionne dans une chambre fermée, utilisant des rotors et une force de cisaillement pour mélanger le caoutchouc de silicone. Il est adapté à la production à grande échelle.
Avantages :
- Haute efficacité et mélange uniforme, idéal pour la production de masse.
- L'environnement clos réduit la poussière et la contamination.
Inconvénients :
- Coût élevé de l'équipement et nécessite une intervention qualifiée.
- Ne convient pas aux petits lots ou aux changements de formule fréquents.
Applications typiques :
Utilisé pour la production en série de pièces en silicone telles que des composants automobiles et des gaines de câbles.
Exemple:
Un fournisseur de pièces automobiles utilise un mélangeur interne pour produire des bandes d'étanchéité en silicone. En optimisant la vitesse du rotor et le système de refroidissement, il a réduit le temps de mélange de 20%, améliorant ainsi considérablement l'efficacité de la production.

Comment le caoutchouc de silicone est-il mélangé ?
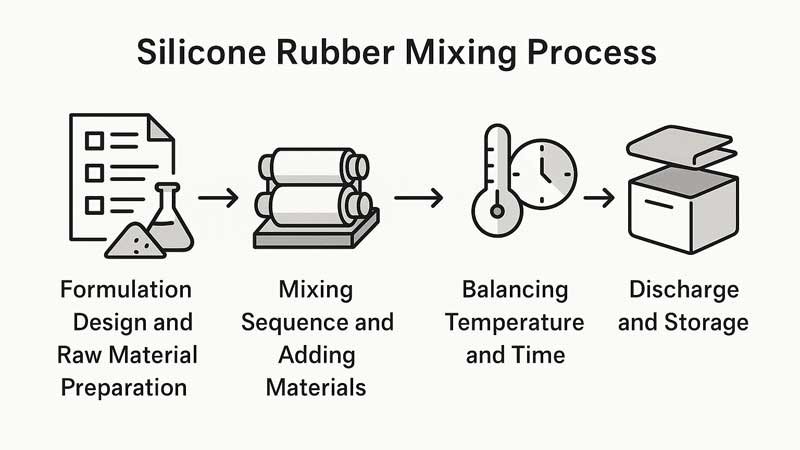
Le mélange du caoutchouc de silicone exige un contrôle minutieux à chaque étape. Chaque étape influence la qualité et les performances du produit final. Vous trouverez ci-dessous un aperçu des étapes clés du mélange du caoutchouc de silicone.
Conception de la formulation et préparation des matières premières
Tout d'abord, choisissez le silicone adapté aux besoins du produit, en tenant compte de facteurs tels que la nuance, la viscosité et le degré de polymérisation. Ensuite, le choix des charges est crucial. Les charges renforçantes comme la silice pyrogénée ou le noir de carbone améliorent considérablement la résistance, tandis que les charges non renforçantes comme la terre de diatomées ou le carbonate de calcium réduisent les coûts et augmentent le volume. Le traitement de surface des charges influence également les propriétés finales. Enfin, un pesage précis des durcisseurs, des colorants et des agents de démoulage est essentiel. Même des écarts mineurs peuvent entraîner des défauts.
Séquence de mélange et ajout de matériaux
L'ordre d'ajout des matériaux est important. Les charges sont généralement ajoutées progressivement lors d'un processus appelé « alimentation », afin d'assurer une dispersion complète. Les agents de durcissement sont ajoutés ultérieurement, à des températures plus basses, pour éviter un durcissement prématuré, appelé « grillage ». Sur les laminoirs ouverts, des techniques comme le triangulation et l'enroulement des rouleaux contribuent à améliorer l'efficacité et l'uniformité du mélange.
Équilibrer la température et le temps
Le contrôle de la température est crucial. Une température trop élevée provoque des brûlures et réduit l'activité du durcisseur. Une température trop basse entrave la dispersion de la charge et gaspille de l'énergie. Le temps de mélange doit être précis : un temps trop court entraîne un mélange irrégulier, tandis qu'un temps trop long risque de dégrader le matériau. Une température et un temps de mélange appropriés optimisent la force de cisaillement pour un mélange parfait.
Déchargement et stockage
Après mélange, le composé est étalé uniformément sur des rouleaux puis refroidi. Un stockage adéquat stabilise les propriétés du matériau et le prépare à l'étape de moulage suivante.

Quels sont les facteurs qui influencent la qualité du mélange de caoutchouc de silicone ?
Beaucoup de gens se demandent pourquoi des formules identiques peuvent donner des résultats différents en production. Pourquoi un lot se mélange-t-il bien alors qu'un autre s'agglutine ou brûle ?
La réponse ne réside souvent pas dans la formulation elle-même, mais dans la manière dont les matières premières, l'équipement, l'environnement et la technique de l'opérateur interagissent pendant le processus de mélange. Même des variations subtiles de ces variables peuvent avoir un impact significatif sur le composé final.
Afin de clarifier ces interactions, le tableau suivant présente les principaux facteurs qui influencent le mélange du caoutchouc de silicone. Il est divisé en quatre catégories, chacune jouant un rôle dans la garantie d'un mélange stable et de haute qualité.
| Catégorie | Facteur d'influence | Description |
| Facteurs liés aux matières premières | Poids moléculaire et structure du silicone | Le poids moléculaire et les groupes fonctionnels (par exemple, la teneur en vinyle) influencent la difficulté de mélange. Des poids moléculaires plus élevés nécessitent une force de cisaillement plus importante. Le LSR exige une bonne fluidité. |
| Viscosité du silicone | Affecte la résistance au cisaillement. Une viscosité élevée augmente la production de chaleur ; une faible viscosité peut entraîner une mauvaise dispersion de la charge. | |
| Type de charge et taille des particules | Le type (par exemple, silice pyrogénée) et la granulométrie des charges influencent la dispersion. Les particules plus petites offrent un meilleur renforcement, mais ont tendance à s'agglomérer. | |
| Niveau de charge du remplissage | Influence la dureté et la résistance. Une charge excessive augmente la résistance au mélange ; une charge insuffisante peut compromettre les propriétés mécaniques. | |
| Additifs et agents de durcissement | Doit être parfaitement adapté à la formulation. Une mauvaise dispersion peut entraîner un durcissement prématuré ou des performances inégales. | |
| Paramètres de l'équipement et du processus | Type d'équipement de mélange | Les broyeurs ouverts sont adaptés aux petites séries et à une utilisation en laboratoire. Les mélangeurs internes sont idéaux pour la production à grande échelle. Les extrudeuses bivis sont idéales pour un mélange continu. |
| Contrôle de la température | Pour HTV : 40–80 °C ; pour LSR : 20–50 °C. Une surchauffe peut déclencher le pré-durcissement, tandis que les basses températures altèrent la dispersion de la charge. | |
| Temps de mélange | Généralement de 5 à 15 minutes pour les broyeurs ouverts, de 3 à 8 minutes pour les mélangeurs internes. Un temps insuffisant entraîne une mauvaise dispersion ; un temps excessif peut entraîner une dégradation du matériau. | |
| Taux de cisaillement | Un cisaillement élevé améliore la dispersion, mais peut endommager les chaînes polymères. Un faible cisaillement convient au LSR, mais nécessite un temps de mélange plus long. | |
| Facteurs opérationnels et environnementaux | Compétence et technique de l'opérateur | La séquence d'alimentation et la technique de mélange ont un impact sur l'uniformité. Les systèmes automatisés nécessitent un contrôle précis pour minimiser les erreurs humaines. |
| Contrôle de l'humidité et de la poussière | Une humidité élevée entraîne l'absorption d'eau par le mastic. La contamination par la poussière dégrade la qualité du composé. Une ventilation et un dépoussiérage adéquats sont essentiels. | |
| Température ambiante | Une température élevée dans l'atelier accélère le vieillissement des matériaux et réduit la dispersion des charges. La température ambiante idéale est inférieure à 25 °C. | |
| Compatibilité des formules et des procédés | Conception de formulation | Les formulations doivent être adaptées aux besoins de performance (par exemple, dureté, élasticité). Le silicone de qualité médicale requiert une faible volatilité ; les robots souples peuvent nécessiter des plastifiants. |
| Compatibilité équipement-formule | Les formulations à forte charge conviennent aux mélangeurs internes ; le LSR est plus performant avec les extrudeuses bivis. Une mauvaise adaptation des équipements peut entraîner des performances instables du produit. |
Quels sont les défis courants dans le mélange de silicone ?
Même avec des formules bien conçues et un équipement de pointe, le mélange des silicones rencontre souvent des difficultés. Identifier et résoudre ces problèmes rapidement est crucial pour la qualité du produit.
Mauvaise dispersion
À quoi cela ressemble : Particules ou traînées visibles sur ou à l'intérieur du caoutchouc, créant une surface rugueuse. Cela signifie généralement que les charges ne sont pas réparties uniformément.
Solutions: Prolonger le temps de mélange et assurer un cisaillement adéquat. Optimiser la température de mélange. Envisager l'utilisation d'agents dispersants ou de couplage pour améliorer la compatibilité charge-caoutchouc.
Variation de couleur
À quoi cela ressemble : Couleur inégale entre les lots ou au sein d'un même lot. Souvent due à une dispersion inégale du mélange-maître ou à une pesée imprécise.
Solutions: Contrôlez rigoureusement la précision du pesage des mélanges-maîtres de couleurs. Choisissez des mélanges-maîtres de couleurs compatibles et hautement dispersibles, spécifiques aux silicones. Prédispersez les couleurs difficiles si nécessaire.
Délaminage
À quoi cela ressemble : Séparation des couches dans le caoutchouc mélangé après le moulage. Cela se produit généralement lorsque les composants ne sont pas compatibles ou que le mélange est insuffisant.
Solutions: Assurez un mélange homogène. Optimisez la formule en sélectionnant des matières premières plus compatibles ou en ajoutant des liants. Réduisez le temps de repos du caoutchouc mélangé avant le moulage.
Brûlant
À quoi cela ressemble : Le caoutchouc durcit et perd de sa fluidité avant le moulage ou la transformation. Ce phénomène est principalement dû à des températures de mélange trop élevées ou à un ajout inapproprié d'agent de durcissement.
Solutions: Contrôler strictement la température de mélange. Optimiser le temps d'ajout du durcisseur. Réduire le temps de mélange. Envisager l'utilisation de petites quantités d'inhibiteurs de durcissement.

Comment garantissons-nous la qualité du caoutchouc de silicone mélangé ?
Pour garantir la qualité du caoutchouc de silicone mélangé, une série de tests rigoureux est essentielle. Ces évaluations sont fondamentales pour évaluer l'efficacité du mélange et garantir les performances du produit final.
Tests de propriétés physico-mécaniques
Mesurez la dureté, la résistance à la traction, l'allongement à la rupture et la résistance au déchirement du caoutchouc vulcanisé. Ces indicateurs clés de la résistance, de l'élasticité et de la ténacité du matériau reflètent directement la qualité du mélange.
Évaluation de la dispersion
À l'aide d'un broyeur à grains ou d'un broyeur à trois cylindres, nous évaluons l'uniformité de la répartition des charges dans le caoutchouc. Cet aspect est crucial pour l'état de surface et les propriétés mécaniques.
Évaluation rhéologique
Un rhéomètre (MDR) fournit des données critiques telles que le couple minimal (viscosité), le temps de grillage et le temps de durcissement. Ces mesures évaluent de manière exhaustive la sécurité de mise en œuvre et les caractéristiques de durcissement du caoutchouc.
Mesure de la différence de couleur
Un colorimètre quantifie les variations de couleur entre les lots, garantissant ainsi la cohérence des couleurs d'un lot à l'autre, particulièrement vitale pour les produits en silicone colorés.
Évaluation subjective de la traitabilité
Des opérateurs expérimentés effectuent une évaluation initiale essentielle en observant la douceur du caoutchouc, son adhérence aux rouleaux, sa sensation tactile, sa ténacité et son comportement à l'enroulement. Cela permet de détecter rapidement toute anomalie.
Conclusion
Le mélange du caoutchouc de silicone peut paraître simple, mais il est au cœur de la qualité. Chaque matériau, chaque étape et chaque détail comptent. Avec les connaissances et l'attention nécessaires, vous obtiendrez des résultats stables et performants.
La qualité compte. L'expérience aussi. Nous combinons les deux pour vous proposer des solutions en silicone qui se démarquent. Dites-nous ce dont vous avez besoin, nous nous occupons du reste.