مخلوط کردن یک مرحله حیاتی است تولید لاستیک سیلیکونی، که مستقیماً عملکرد مواد، راندمان پردازش و کیفیت محصول نهایی را تعیین میکند.
این ماده سیلیکون را با پرکنندهها، افزودنیها و عوامل ولکانیزه کننده مخلوط میکند تا به خواص فیزیکی و شیمیایی بهینه دست یابد.
این راهنما شما را به عمق علم و عمل مخلوط کردن لاستیک سیلیکون میبرد، مواد، تجهیزات، تکنیکها و رایجترین مشکلات را پوشش میدهد. اگر میخواهید کیفیت را بهبود بخشید و از غافلگیریهای پرهزینه جلوگیری کنید، ادامه مطلب را بخوانید.
مواد اولیه اولیه برای مخلوط کردن لاستیک سیلیکونی چیست؟
برای دستیابی به آمیزههای لاستیک سیلیکونی با عملکرد بالا، انتخاب مواد اولیه مناسب ضروری است. در زیر به تفکیک اجزای اصلی مورد استفاده در فرآیند اختلاط آمده است.
- لاستیک سیلیکونی خام: لاستیک سیلیکونی در سه نوع اصلی HTV، LSR و RTV موجود است. HTV یک لاستیک جامد مناسب برای قالبگیری و اکستروژن است که استحکام و مقاومت حرارتی عالی ارائه میدهد. LSR یک سیلیکون مایع دو جزئی است که برای قالبگیری تزریقی طراحی شده و آن را برای قطعات دقیق و پیچیده ایدهآل میکند. RTV یک لاستیک مایع است که در دمای اتاق خشک میشود و معمولاً برای گلدانسازی، پوششدهی و تکثیر قالب استفاده میشود.
- پرکنندههای تقویتکننده: سیلیس دودی رایجترین پرکننده مورد استفاده است. این ماده نقش مهمی در افزایش استحکام کششی و مقاومت در برابر پارگی لاستیک سیلیکونی دارد.
- افزودنیهای کاربردی: این موارد شامل عوامل پخت مانند پراکسیدها یا کاتالیزورهای پایه پلاتین، همراه با چسبناککنندهها و گسترشدهندهها برای بهبود فرآیندپذیری میشوند. سایر افزودنیها مانند بازدارندههای شعله و عوامل ضد زردی، عملکرد را افزایش میدهند، در حالی که مستربچهای رنگی و پودرهای فلورسنت امکان سفارشیسازی ظاهر و رنگ را فراهم میکنند.

اهداف اصلی اختلاط لاستیک سیلیکونی چیست؟
مخلوط کردن یک مرحله حیاتی در فرآوری لاستیک سیلیکونی است. یک فرآیند اختلاط خوب اجرا شده نه تنها عملکرد را افزایش میدهد، بلکه ثبات در تولید را نیز تضمین میکند. اهداف کلیدی در زیر شرح داده شده است.
- پراکندگی یکنواخت: مطمئن شوید که پرکنندهها، افزودنیها و عوامل عملآوری به طور یکنواخت توزیع شدهاند تا از تجمع جلوگیری شود.
- بهینهسازی عملکرد: بهبود خواصی مانند استحکام کششی، مانایی فشاری و مقاومت در برابر پیری.
- سازگاری دستهای: حفظ عملکرد ثابت مواد در دستههای مختلف برای برآورده کردن نیازهای تولید در مقیاس بزرگ.
ماشینهای مخلوطکن سیلیکون رایج کدامند؟
اختلاط آسیاب دو غلتکی (مخلوط باز)
آسیاب دو غلتکی، لاستیک سیلیکونی را بین دو غلتک که در خلاف جهت هم میچرخند، مخلوط و برش میدهد. پرکنندهها و افزودنیها به صورت دستی توسط اپراتور اضافه میشوند.
مزایا:
- عملکرد انعطافپذیر، مناسب برای دستههای کوچک.
- تجهیزات ساده با هزینه نگهداری پایین.
معایب:
- راندمان پایین و نامناسب برای تولید مداوم.
- آلودگی گرد و غبار و خطرات ایمنی ناشی از جابجایی دستی بار.
کاربردهای معمول:
در آزمایشگاهها یا برای محصولات سیلیکونی سفارشی مانند آببندهای با کارایی بالا استفاده میشود.
مثال:
یک تولیدکنندهی آببند سیلیکونی از یک آسیاب دو غلتکی برای مخلوط کردن سیلیکون HTV با سختی بالا استفاده میکند. آنها با کنترل دقیق فاصلهی غلتکها و زمان مخلوط کردن، حلقههای آببندی مقاوم در برابر دمای بالا و روغن تولید میکنند که به طور گسترده در تجهیزات هوافضا مورد استفاده قرار میگیرند.

میکسر داخلی (مخلوط بسته)
یک میکسر داخلی در یک محفظه بسته کار میکند و با استفاده از روتورها و نیروی برشی، لاستیک سیلیکونی را مخلوط میکند. این میکسر برای تولید در مقیاس بزرگ مناسب است.
مزایا:
- راندمان بالا و اختلاط یکنواخت، ایدهآل برای تولید انبوه.
- محیط بسته، گرد و غبار و آلودگی را کاهش میدهد.
معایب:
- هزینه تجهیزات بالا و نیاز به اپراتور ماهر.
- برای مقادیر کم یا تغییرات مکرر فرمول مناسب نیست.
کاربردهای معمول:
برای تولید انبوه قطعات سیلیکونی مانند قطعات خودرو و غلاف کابل استفاده میشود.
مثال:
یک تأمینکننده قطعات خودرو از یک میکسر داخلی برای تولید نوارهای آببندی سیلیکونی استفاده میکند. با بهینهسازی سرعت روتور و سیستم خنککننده، آنها زمان اختلاط را تا 20% کاهش دادند و به طور قابل توجهی راندمان تولید را بهبود بخشیدند.

لاستیک سیلیکونی چگونه مخلوط میشود؟
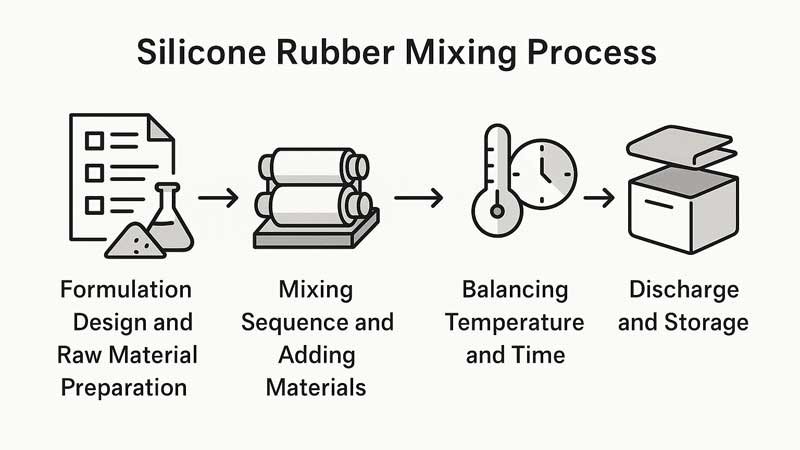
اختلاط لاستیک سیلیکونی نیاز به کنترل دقیق در هر مرحله دارد. هر مرحله بر کیفیت و عملکرد محصول نهایی تأثیر میگذارد. در زیر مروری بر مراحل کلیدی اختلاط لاستیک سیلیکونی آورده شده است.
طراحی فرمولاسیون و تهیه مواد اولیه
ابتدا، سیلیکون مناسب را بر اساس نیازهای محصول و با در نظر گرفتن عواملی مانند گرید، ویسکوزیته و درجه پلیمریزاسیون انتخاب کنید. در مرحله بعد، انتخاب پرکنندهها بسیار مهم است. پرکنندههای تقویتکننده مانند سیلیس دودی یا کربن سیاه، استحکام را تا حد زیادی افزایش میدهند، در حالی که پرکنندههای غیرتقویتکننده مانند خاک دیاتومه یا کربنات کلسیم، هزینه را کاهش داده و حجم را افزایش میدهند. عملیات سطحی پرکنندهها نیز بر خواص نهایی تأثیر میگذارد. در نهایت، وزن دقیق عوامل پخت، رنگدهندهها و عوامل آزادکننده بسیار مهم است. حتی انحرافات جزئی میتواند باعث ایجاد نقص شود.
توالی مخلوط کردن و اضافه کردن مواد
ترتیب افزودن مواد مهم است. پرکنندهها معمولاً به تدریج در فرآیندی به نام تغذیه اضافه میشوند تا پراکندگی کامل تضمین شود. عوامل پخت بعداً در دماهای پایینتر اضافه میشوند تا از پخت زودرس، که به عنوان سوختن شناخته میشود، جلوگیری شود. در آسیابهای روباز، تکنیکهایی مانند مثلثبندی و پیچیدن غلتکی به بهبود راندمان اختلاط و یکنواختی کمک میکند.
متعادل کردن دما و زمان
کنترل دما بسیار مهم است. دمای خیلی بالا باعث سوختن و کاهش فعالیت عامل پخت میشود. دمای خیلی پایین مانع پراکندگی پرکننده شده و انرژی را هدر میدهد. زمان اختلاط باید دقیق باشد - خیلی کوتاه منجر به اختلاط ناهموار و خیلی طولانی منجر به تخریب مواد میشود. دما و زمان مناسب، نیروی برشی را برای اختلاط کامل به حداکثر میرساند.
تخلیه و ذخیره سازی
پس از مخلوط کردن، ترکیب به طور یکنواخت روی غلتکها ورقه شده و خنک میشود. نگهداری مناسب، خواص ماده را تثبیت کرده و آن را برای مرحله قالبگیری بعدی آماده میکند.

چه چیزی بر کیفیت اختلاط لاستیک سیلیکونی تأثیر میگذارد؟
بسیاری از مردم ممکن است تعجب کنند که چرا فرمولهای یکسان میتوانند نتایج متفاوتی در تولید داشته باشند. چرا یک دسته به راحتی مخلوط میشود در حالی که دسته دیگر گلوله گلوله یا سوخته میشود؟
پاسخ اغلب در خود فرمولاسیون نهفته نیست، بلکه در چگونگی تعامل مواد اولیه، تجهیزات، محیط و تکنیک اپراتور در طول فرآیند اختلاط نهفته است. حتی تغییرات جزئی در این متغیرها میتواند تأثیر قابل توجهی بر ترکیب نهایی داشته باشد.
برای روشن شدن این تعاملات، جدول زیر عوامل کلیدی مؤثر بر اختلاط لاستیک سیلیکونی را شرح میدهد. این عوامل به چهار دسته تقسیم میشوند که هر کدام نقشی در تضمین اختلاط پایدار و با کیفیت بالا ایفا میکنند.
| دسته بندی | عامل تأثیرگذار | شرح |
| عوامل مواد اولیه | وزن مولکولی و ساختار سیلیکون | وزن مولکولی و گروههای عاملی (مثلاً محتوای وینیل) بر سختی اختلاط تأثیر میگذارند. وزنهای مولکولی بالاتر نیاز به نیروی برشی بیشتری دارند. LSR نیاز به جریانپذیری خوبی دارد. |
| ویسکوزیته سیلیکون | بر مقاومت برشی تأثیر میگذارد. ویسکوزیته بالا باعث افزایش تولید گرما میشود؛ ویسکوزیته پایین ممکن است منجر به پراکندگی ضعیف پرکننده شود. | |
| نوع پرکننده و اندازه ذرات | نوع (مثلاً سیلیس دودی) و اندازه ذرات پرکنندهها بر پراکندگی تأثیر میگذارد. ذرات کوچکتر تقویت بهتری ارائه میدهند اما تمایل به تجمع دارند. | |
| سطح بارگذاری پرکننده | بر سختی و استحکام تأثیر میگذارد. پرکننده بیش از حد، مقاومت در برابر اختلاط را افزایش میدهد؛ پرکننده خیلی کم ممکن است خواص مکانیکی را به خطر بیندازد. | |
| مواد افزودنی و عوامل عملآوری | باید به خوبی با فرمولاسیون مطابقت داشته باشد. پراکندگی ضعیف میتواند منجر به پخت زودرس یا عملکرد نامناسب شود. | |
| پارامترهای تجهیزات و فرآیند | نوع تجهیزات اختلاط | آسیابهای باز برای تولید در حجم کم و مصارف آزمایشگاهی مناسب هستند. میکسرهای داخلی برای تولید در مقیاس بزرگ ایدهآل هستند. اکسترودرهای دو مارپیچه برای اختلاط مداوم بهترین عملکرد را دارند. |
| کنترل دما | برای HTV: 40-80 درجه سانتیگراد؛ برای LSR: 20-50 درجه سانتیگراد. گرمای بیش از حد میتواند باعث پیشخشک شدن شود، در حالی که دمای پایین پراکندگی پرکننده را مختل میکند. | |
| زمان مخلوط کردن | معمولاً ۵ تا ۱۵ دقیقه برای آسیابهای روباز، ۳ تا ۸ دقیقه برای میکسرهای داخلی. زمان ناکافی باعث پراکندگی ضعیف میشود؛ زمان بیش از حد میتواند منجر به تخریب مواد شود. | |
| نرخ برش | برش بالا پراکندگی را بهبود میبخشد اما ممکن است به زنجیرههای پلیمری آسیب برساند. برش پایین برای LSR مناسب است اما به زمان اختلاط طولانیتری نیاز دارد. | |
| عوامل عملیاتی و محیطی | مهارت و تکنیک اپراتور | توالی تغذیه و تکنیک مخلوط کردن بر یکنواختی تأثیر میگذارد. سیستمهای خودکار برای به حداقل رساندن خطای انسانی به کنترل دقیق نیاز دارند. |
| کنترل رطوبت و گرد و غبار | رطوبت بالا باعث جذب رطوبت پرکننده میشود. آلودگی گرد و غبار کیفیت مرکب را کاهش میدهد. تهویه مناسب و جمعآوری گرد و غبار ضروری است. | |
| دمای محیط | دمای بالای کارگاه، فرسودگی مواد را تسریع کرده و پراکندگی پرکننده را کاهش میدهد. دمای محیط ایدهآل زیر ۲۵ درجه سانتیگراد است. | |
| سازگاری فرمول و فرآیند | طراحی فرمولاسیون | فرمولاسیونها باید متناسب با نیازهای عملکردی (مثلاً سختی، خاصیت ارتجاعی) تنظیم شوند. سیلیکون درجه پزشکی به فراریت کم نیاز دارد؛ رباتیک نرم ممکن است به نرمکنندهها نیاز داشته باشد. |
| سازگاری تجهیزات-فرمول | فرمولاسیونهای پرفیلر برای میکسرهای داخلی مناسب هستند؛ LSR با اکسترودرهای دو مارپیچه بهترین عملکرد را دارد. تطبیق نامناسب تجهیزات میتواند باعث عملکرد ناپایدار محصول شود. |
چالشهای رایج در مخلوط کردن سیلیکون چیست؟
حتی با فرمولهای خوب طراحیشده و تجهیزات پیشرفته، مخلوط کردن سیلیکون اغلب با موانعی روبرو است. شناسایی و رسیدگی سریع به این موانع برای کیفیت محصول بسیار مهم است.
پراکندگی ضعیف
چه شکلی است: ذرات یا رگههایی که روی یا داخل لاستیک قابل مشاهده هستند و منجر به سطح ناهموار میشوند. این معمولاً به این معنی است که پرکنندهها به طور یکنواخت پراکنده نشدهاند.
راه حل ها: زمان اختلاط را افزایش داده و از برش کافی اطمینان حاصل کنید. دمای اختلاط را بهینه کنید. برای بهبود سازگاری پرکننده-لاستیک، استفاده از عوامل پراکندهساز یا عوامل اتصالدهنده را در نظر بگیرید.
تنوع رنگ
چه شکلی است: رنگ ناهماهنگ بین بچها یا در داخل یک بچ. اغلب به دلیل پراکندگی ناهموار مستربچ رنگ یا وزنکشی نادرست.
راه حل ها: دقت وزنی مستربچ رنگی را به شدت کنترل کنید. مستربچهای رنگی سازگار و مخصوص سیلیکون با قابلیت پخش بالا را انتخاب کنید. در صورت نیاز، رنگهای دشوار را از قبل پخش کنید.
لایه لایه شدن
چه شکلی است: جدا شدن لایهها در لاستیک مخلوط شده پس از نشست یا پس از قالبگیری. معمولاً زمانی اتفاق میافتد که اجزا با هم سازگار نباشند یا اختلاط به اندازه کافی انجام نشده باشد.
راه حل ها: از اختلاط کامل اطمینان حاصل کنید. با انتخاب مواد اولیه سازگارتر یا افزودن عوامل اتصال دهنده، فرمول را بهینه کنید. مدت زمان قرار گرفتن لاستیک مخلوط شده قبل از قالب گیری را کاهش دهید.
سوزاننده
چه شکلی است: لاستیک قبل از قالبگیری یا فرآوری، سفت شده و روانی خود را از دست میدهد. این امر عمدتاً به دلیل دمای اختلاط بیش از حد بالا یا افزودن نامناسب عامل پخت رخ میدهد.
راه حل ها: دمای اختلاط را به شدت کنترل کنید. زمان افزودن عامل پخت را بهینه کنید. زمان اختلاط را کوتاه کنید. استفاده از مقادیر کمی از مهارکنندههای پخت را در نظر بگیرید.

چگونه کیفیت لاستیک سیلیکونی مخلوط را تضمین کنیم؟
برای تضمین کیفیت لاستیک سیلیکونی مخلوط، انجام یک سری آزمایشهای دقیق ضروری است. این ارزیابیها برای ارزیابی اثربخشی اختلاط و اطمینان از عملکرد نهایی محصول اساسی هستند.
آزمایشهای خواص فیزیکی-مکانیکی
سختی، استحکام کششی، ازدیاد طول در نقطه شکست و استحکام پارگی لاستیک پخته شده را اندازهگیری کنید. اینها شاخصهای اصلی استحکام، الاستیسیته و چقرمگی مواد هستند که مستقیماً کیفیت اختلاط را منعکس میکنند.
ارزیابی پراکندگی
با استفاده از یک آسیاب سنج یا آسیاب سه غلتکی، ما ارزیابی میکنیم که پرکنندهها چقدر به طور یکنواخت در لاستیک پراکنده شدهاند. این امر برای پرداخت سطح و خواص مکانیکی بسیار مهم است.
ارزیابی رئولوژیکی
رئومتر (MDR) دادههای حیاتی مانند حداقل گشتاور (ویسکوزیته)، زمان پخت و زمان پخت را ارائه میدهد. این معیارها به طور جامع ایمنی پردازش و ویژگیهای پخت لاستیک را ارزیابی میکنند.
اندازهگیری تفاوت رنگ
یک رنگسنج، تغییرات رنگ بین دستهها را کمّی میکند و ثبات رنگ دسته به دسته را تضمین میکند، که این امر به ویژه برای محصولات سیلیکونی رنگی حیاتی است.
ارزیابی ذهنی فرآیندپذیری
اپراتورهای باتجربه با مشاهدهی صافی لاستیک، چسبندگی آن به رولها، حس لامسه، چقرمگی و رفتار پیچش رول، یک ارزیابی اولیه و حیاتی انجام میدهند. این به عنوان یک بررسی سریع و اولیه برای هرگونه ناهنجاری عمل میکند.
نتیجه
اختلاط لاستیک سیلیکونی ممکن است ساده به نظر برسد، اما هسته اصلی کیفیت است. هر ماده، هر مرحله و هر جزئیات مهم است. با دانش و توجه مناسب، میتوانید به نتایج پایدار و با کارایی بالا دست یابید.
کیفیت مهم است. تجربه هم همینطور. ما هر دو را با هم ترکیب میکنیم تا راهحلهای سیلیکونی متمایزی ارائه دهیم. به ما بگویید چه چیزی نیاز دارید و ما بقیهاش را انجام خواهیم داد.








