برش ورقهای سیلیکونی ساده به نظر میرسد - اما ساییدگی و اعوجاج لبهها میتواند بیسروصدا کیفیت محصول شما را از بین ببرد.
برای جلوگیری از ساییدگی یا اعوجاج لبهها هنگام برش ورقهای سیلیکونی، از ابزارهای صحیح استفاده کنید، تیغهها را تمیز نگه دارید، ورق را تثبیت کنید، دما را کنترل کنید و روش برش را با ضخامت ورق مطابقت دهید.
خطاهای برش میتواند منجر به ضایعات، تأخیرها و شکست دستههای محصول شود. من دیدهام که چگونه نقصهای کوچک لبه حتی بر محصولات رده بالا تأثیر میگذارند. بیایید موثرترین راهها را برای جلوگیری از این اشتباهات پرهزینه بررسی کنیم.
چرا لبههای ورق سیلیکونی هنگام برش ساییده یا کج میشوند؟
ساییدگی و اعوجاج معمولاً زمانی ظاهر میشوند که تولید روان به نظر میرسد - تا زمانی که نقصها بعداً ظاهر شوند.
ساییدگی یا اعوجاج زمانی اتفاق میافتد که ورقهای سیلیکونی هنگام برش حرکت کنند، تیغهها کند یا نادرست باشند، یا گرما باعث تغییر شکل مواد شود.

سیلیکون انعطافپذیر و لاستیکی است. این ویژگی استفاده از آن را آسان میکند اما برش تمیز آن را دشوار میکند. در حین برش کمی کش میآید. اگر تیغه کند باشد، به جای برش ورق، آن را میکشد. گرمای تولید شده توسط اصطکاک یا لیزر نیز میتواند لبه را تاب بردارد.
زمانی بود که ما صدها زیرانداز نوزاد را با دستگاه برش لیزری برش میدادیم. دمای پرتو لیزر را بررسی نمیکردیم. نتیجه چه میشد؟ لبههای موجدار روی نیمی از قطعات. هزینه بازسازی آن یک هفته کامل برای ما تمام شد.
کدام روش برش برای ورقهای سیلیکونی بهتر است؟
روشهای مختلف بسته به ضخامت، سختی و دقت مورد نیاز، بهتر عمل میکنند.
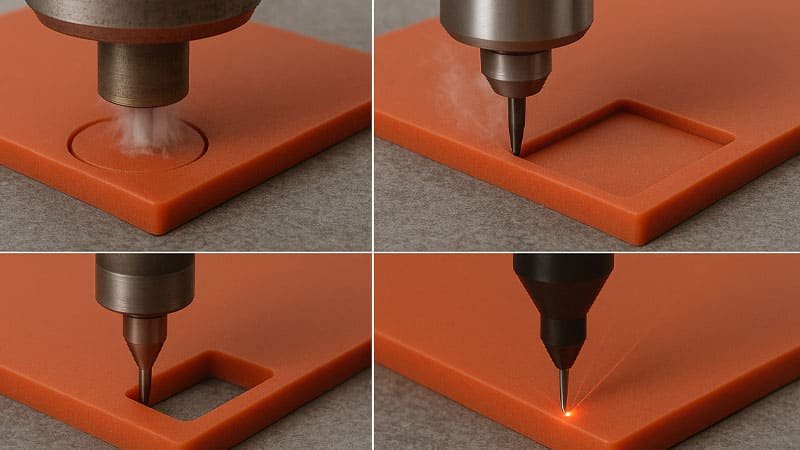
برش قالبی، برش با جت آب و برش CNC برای لبههای تمیز روی ورقهای سیلیکونی ایدهآل هستند. برش لیزری برای جلوگیری از اعوجاج لبهها به کنترل دقیق نیاز دارد.
بیایید جوانب مثبت و منفی را تجزیه و تحلیل کنیم:
| روش | بهترین برای | خطر نزاع | یادداشت ها |
|---|---|---|---|
| برش قالب | ورقهای نازک تا متوسط، تولید سریع | کم | به قالبهای تیز و تمیز نیاز دارد |
| برش با جت آب | ورقهای ضخیم یا لایه لایه | خیلی کم | بدون حرارت، بسیار دقیق |
| برش سی ان سی | اشکال پیچیده، تلرانسهای دقیق | کم | کندتر، اما دقیق |
| برش لیزری | جزئیات دقیق، تعداد کم | متوسط-بالا | نیاز به خنک شدن دارد، ممکن است لبهها را بسوزاند |
| برش دستی | نمونههای اولیه یا نمونههای کوچک | بالا | فقط با لایههای پشتیبانی قوی |
ما برای پدهای ضخیمتر خود به جت آب روی آوردیم. این روش میزان پسزنیها را تا 80% کاهش داد و ثبات را در بین دستهها بهبود بخشید.
وضعیت تیغه چه تاثیری بر برش سیلیکونی دارد؟
تیغه فقط برش نمیدهد - یا کاملاً تمیز برش میدهد یا سیلیکون را از هم جدا میکند.
تیغه تیز و صاف، اصطکاک و فشار برش را به حداقل میرساند و از کشیدگی و پارگی لبه در برش سیلیکونی جلوگیری میکند.
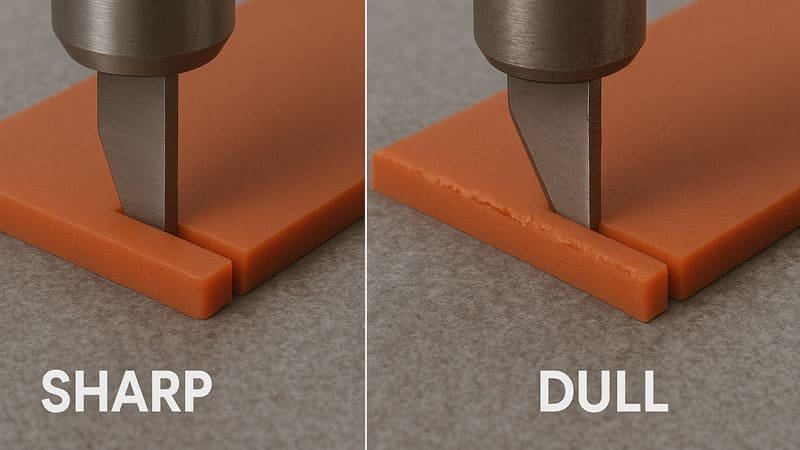
تیغههای کند به جای برش، له میشوند. این باعث کشیدگی سیلیکون و ایجاد ناهمواری در آن میشود. حتی یک لبه تیغه کمی خراشیده شده نیز میتواند دقت کار را از بین ببرد. من همیشه تیغههایمان را در ابتدای هر شیفت بررسی میکنم. یک خراش نادیده گرفته شده روی دستگاه برش دوار باعث ساییدگی چندین لبه قبل از اینکه کسی متوجه شود، شد.
تعویض مکرر تیغهها ممکن است هزینهبر به نظر برسد، اما بسیار ارزانتر از دور ریختن مواد یا تعمیر لبههای تابدار است.
دما چه نقشی در اعوجاج لبهها دارد؟
گرما بیصدا و اغلب نامرئی است - اما به راحتی سیلیکون را تاب میدهد.
گرمای بیش از حد هنگام برش، سیلیکون را نرم میکند و باعث میشود لبهها تاب بردارند، ذوب شوند یا حلقه بزنند.

برشهای لیزری، اصطکاک ناشی از تیغههای سریع یا حتی تماس طولانی مدت با سطوح گرم میتواند دما را از حد پایداری حرارتی سیلیکون فراتر ببرد. برخی از فرمولهای سیلیکونی فقط در دمای ۲۰۰ درجه سانتیگراد شروع به تغییر شکل میکنند.
ما مجبور شدیم خنککنندههای هوای خارجی را در سیستم لیزر خود نصب کنیم تا لبهها ترد و شکننده باقی بمانند. برای برشهای دستی، توصیه میکنم در یک منطقه خنک و سایهدار برش دهید و تیغهها را از نور مستقیم خورشید دور نگه دارید.
چگونه میتوان ورق سیلیکونی را در حین برش نگه داشت؟
یک ورق متحرک یا بدون تکیهگاه، برش دقیق را به حدس و گمان تبدیل میکند.
تثبیت مناسب ورق از جابجایی، کشش یا تا شدن جلوگیری میکند و منجر به برشهای دقیق و مداوم میشود.

سیلیکون سنگین است و میتواند خم شود، مخصوصاً در رولهای بزرگ. وقتی بدون پشتیبانی کامل برش میدهید، مواد میتوانند به یک طرف کشیده شوند. این باعث میشود تیغه از مسیر خارج شود.
من هنگام کار با ورقهای نازک از تختهای وکیوم یا تشکهای چسبی استفاده میکنم. برای ورقهای ضخیم، حتی گیرهها هم کمک میکنند. پشتیبانی از کل مسیر برش بهترین راه برای اطمینان از نتایج ثابت است.
ضخامت ورق چه تاثیری بر تکنیک برش دارد؟
سیلیکون ضخیمتر به قدرت نیاز دارد. ورقهای نازکتر به کنترل نیاز دارند.
تکنیک برش باید با ضخامت سیلیکون مطابقت داشته باشد تا از پارگی یا فروریختگی لبه جلوگیری شود.

برای ورقهای نازک (زیر ۲ میلیمتر)، تیغههای تیز یا لیزر میتوانند کار کنند - اما به سرعت و تثبیت نیاز دارند. برای ورقهای ضخیم (بالای ۵ میلیمتر)، برش قالبی ممکن است به اندازه کافی عمیق نباشد. جت آب یا فرز CNC بهتر عمل میکنند.
ما یک بار سعی کردیم یک ورق 10 میلیمتری را با قالب برش دهیم. نصف آن بریده و نصف آن پاره شد. از آن زمان، ما همیشه قبل از انتخاب ابزار، ضخامت را ارزیابی میکنیم. انجام درست این کار میتواند به معنای تفاوت بین لبههای صاف و لبههای کاملاً فرو رفته باشد.
بهترین شیوههایی که قبل از برش باید رعایت کرد چیست؟
آمادهسازی باعث صرفهجویی در زمان میشود. صرف نظر کردن از آمادهسازی منجر به اشتباه میشود.
قبل از برش، ورق سیلیکونی را تمیز، اندازهگیری و تثبیت کنید تا لبههای آن تمیز و خطاها کاهش یابد.

این چک لیست آمادگی من قبل از هر جلسه کات کردن است:
- ورق را تمیز کنید – گرد و غبار یا روغن با اصطکاک تداخل ایجاد کرده و باعث پرش تیغه میشود.
- ورق را صاف کنید – فر کردن رول میتواند باعث ایجاد لبههای ناهموار شود.
- مسیر را علامت گذاری کنید – از ماژیکهای سبک و بدون لک یا راهنماهای دیجیتال استفاده کنید.
- برش آزمایشی – همیشه اول یک گوشه کوچک را ببرید.
- ورق را تثبیت کنید – از زیرانداز، گیره یا جاروبرقی استفاده کنید.
- تیغه/ابزار خود را بررسی کنید - مطمئن شوید که تیز و تمیز است.
این مراحل ممکن است ۱۰ تا ۱۵ دقیقه طول بکشد. اما بعداً ساعتها در کنترل کیفیت صرفهجویی میکنند.
چگونه کیفیت برش را پس از پردازش بررسی کنیم؟
برش تا زمانی که بررسی نهایی انجام نشود، تمام نشده است.
برای تأیید کیفیت برش ورقهای سیلیکونی، لبههای صاف، شکل ثابت و بدون علائم سوختگی را بررسی کنید.

توصیه میکنم حداقل 10% از هر دسته را به صورت بصری و با دست بررسی کنید. لبه را لمس کنید. یک لبه صاف مانند یک خط تمیز و نرم به نظر میرسد. یک لبه ساییده شده ناهموار به نظر میرسد. برای قطعات ظریف از لنزهای بزرگنمایی استفاده کنید.
اگر میکروحباب یا فرهای لبهای میبینید، اغلب به معنای گرمای بیش از حد است. فوراً تنظیمات خود را دوباره بررسی کنید. ما یک بار مشکل فر را نادیده گرفتیم و بعداً متوجه شدیم که کل دسته توسط مشتری ما رد شده است.
نتیجه
جلوگیری از ساییدگی لبهها در برش سیلیکون به آمادهسازی، ابزار صحیح و بازرسی مداوم بستگی دارد.