بریدگیهای زیرین اغلب در فرآیند تولید مشکل ایجاد میکنند. اگر قطعهای بریدگی زیرین برنامهریزی نشدهای داشته باشد، ممکن است هنگام بیرون انداختن گیر کند. مواد انعطافپذیر مانند LSR یا TPE اگر طراحی قالب با رفتار ماده هماهنگ نباشد، ممکن است کش بیاید، بشکند یا ردهایی روی سطح آن باقی بماند. اشتباهات کوچک میتوانند به صورت آبشاری رخ دهند. یک قطعه گیر کرده میتواند دستگاه را برای چند دقیقه و گاهی ساعتها متوقف کند، اگر قالب نیاز به بازرسی یا تنظیم داشته باشد.
تیمهای باتجربه به سرعت یاد میگیرند که برنامهریزی برای برشهای زیرین، در زمان و هزینه صرفهجویی میکند. شما فقط از گیر کردن قطعات جلوگیری نمیکنید. ضایعات را کاهش میدهید، سایش ابزار را به حداقل میرسانید و از طولانی شدن زمان چرخه جلوگیری میکنید. حتی ویژگیهای جزئی، مانند یک زبانه چفت یا شیار کوچک، اگر در مراحل اولیه طراحی نادیده گرفته شوند، میتوانند مشکلاتی ایجاد کنند.

ارزیابی ضرورت تخفیف
برخی از ویژگیها تقریباً همیشه به برش زیرین نیاز دارند:
- بسته شدن سریع روی روکشهای تاشو یا محفظههای پزشکی
- رزوهها، برآمدگیها یا شیارهای سیم عمودی
- هستههای دیواره ضخیم برای جلوگیری از انقباض و تاب برداشتن
هر برآمدگی یا شکافی نیاز به هسته ساید اکشن یا رهاسازی الاستیک ندارد. گاهی اوقات، تنظیم شیب دیواره یا کمی جابجایی خط جدایش، مشکل را حل میکند. در یک پوشش LSR دیواره نازک، جابجایی یک زبانه فقط به اندازه ۱ میلیمتر و اضافه کردن یک زاویه کشش کوچک، نیاز به دو ساید اکشن را از بین برد. زمان چرخه بهبود یافت و میزان ضایعات کاهش یافت.
هنگام تصمیمگیری، پیچیدگی قالب، حجم تولید و سهولت نگهداری را در نظر بگیرید. گاهی اوقات اجتناب از یک اقدام جانبی، ارزش طراحی مجدد جزئی قطعه را دارد. صرفهجویی در ماشینکاری و پیچیدگی قالب معمولاً از مصالحه جزئی در طراحی بیشتر است.
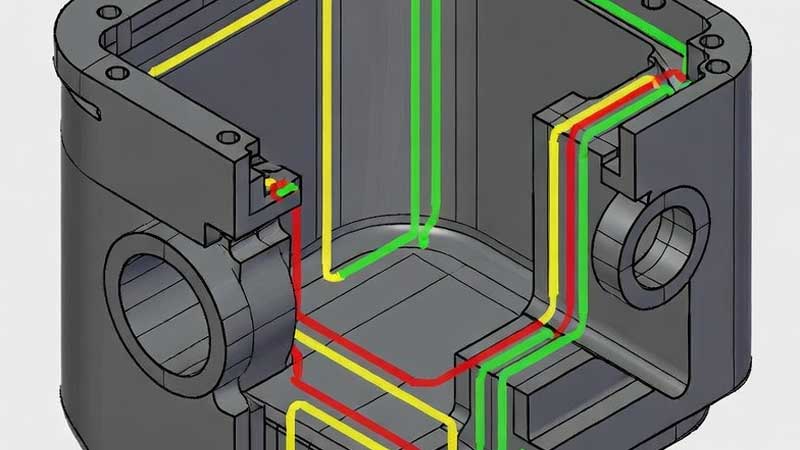
استراتژی خط جدایش
این خط جدایش نحوه جدا شدن قالب را تعیین میکند. این امر بر بیرونریزی قطعه، پرداخت سطح و تناسب مونتاژ تأثیر میگذارد.
قوانین کلیدی:
- هرگز روی لبههای آببندی یا سطوح چفتشونده خط نکشید.
- از سطوح مونتاژ که دو قطعه به هم میرسند، اجتناب کنید.
- خطوط زیگزاگ به آزاد شدن تنش در حین بیرون راندن کمک میکنند اما زمان ماشینکاری را افزایش میدهند
- حتی ۱ تا ۲ میلیمتر تغییر در خط میتواند از ردهای جزئی ناشی از کشش جلوگیری کند.
جدول مثال: دستورالعملهای خط جدایش
| ویژگی | قرار دادن خط | اثر | توجه داشته باشید |
| زبانه اسنپ فیت | سمت | از سطح نهایی محافظت میکند | توصیه میشود زاویهی دید >2° |
| دیوار ضخیم | خط مرکزی | جای سینک را کاهش میدهد | ممکن است نیاز به کمی مخروطی شدن هسته باشد |
| لبه آب بندی | اجتناب از | مهر و موم را حفظ می کند | سطح خاموش کننده را برنامه ریزی کنید |
تنظیم زودهنگام خط جدایش میتواند تداخلهای برش زیرین را از بین ببرد، پیچیدگی قالب را کاهش دهد و چرخههای تولید را کوتاه کند. در پروژههای اخیر، جابجایی جزئی خط باعث شد سه ویژگی برش زیرین بدون ماهیچههای اضافی انجام شود.
افزایش سرعت برای ویژگیهای الاستیک
روش Bump-off از خاصیت ارتجاعی مواد برای از بین بردن بریدگیهای جزئی زیرین استفاده میکند. این روش برای دیوارهای نازک، زبانههای انعطافپذیر و شکستگیهای کوچک بهترین عملکرد را دارد.
دستورالعملها:
- زاویه هدایت: 30 تا 45 درجه
- از دندهها، گوشههای تیز یا نواحی ضخیم خودداری کنید
- محاسبه فضای تخلیه برای جلوگیری از کشیدگی بیش از حد
در خط تولید، یک زبانه نازک و انعطافپذیر بارها و بارها دچار شکستگی و ترکهای کوچک میشد. تنظیم زاویه برآمدگی روی ۳۵ درجه مشکل را حل کرد. تولید به راحتی و با تولید هزاران قطعه در یک زمان انجام شد.
حتی تنظیمات کوچک - جابجایی نقطه برآمدگی به میزان 0.5 میلیمتر یا اضافه کردن 1 تا 2 درجه شیب - میتواند بدون نیاز به طراحی مجدد قالب، خطوط را از بین ببرد.
هستههای جانبی برای اجزای صلب
هستههای جانبی زمانی ضروری هستند که ویژگیها نتوانند در امتداد محور اصلی بیرون زده شوند:
- رزوههای داخلی، حفرههای عمیق یا برجستگیهای سفت و سخت
- فضا باید امکان حرکت آزاد را فراهم کند
- حرکت را عمودی نگه دارید؛ اسلایدهای زاویهدار قالبها را پیچیده میکنند
- سطوح کششی در تماس با هستهها
- برای طول عمر بیشتر هسته، مواد و پوششهای کم اصطکاک را انتخاب کنید
نگهداری منظم بسیار مهم است. پلیسه یا کثیفی روی ساید اکشن میتواند باعث ایجاد خراش یا تغییر شکل قطعات شود. بازرسی و روغنکاری هفتگی از فرسودگی جلوگیری کرده و قطعات را در وضعیت ثابتی نگه میدارد.

انتخاب جنس بر طراحی زیرسازی تأثیر میگذارد
رفتار ماده تعیین میکند که کدام ویژگیها امکانپذیر هستند:
- LSR: الاستیک، برشهای جزئی زیرین اغلب بدون مکانیسمهای اضافی بیرون میزنند
- TPE: خاصیت ارتجاعی کمتری دارد، ممکن است به هستههای ساید اکشن نیاز داشته باشد
- سیلیکونهای پر شده: افزایش سفتی، برنامهریزی دقیق مورد نیاز است
یک قطعه LSR با دیواره ضخیم و چندین چفت، این موضوع را نشان میدهد. خاصیت ارتجاعی مواد، امکان جایگزینی دو عمل جانبی با ضربه گیرها را فراهم کرد که این امر قالب را سادهتر، هزینه را کاهش و تولید را سرعت بخشید.
ایجاد تعادل بین طراحی، هزینه و تولید
هر برش کمتر از حد نیاز، هزینه، زمان چرخه و پیچیدگی را افزایش میدهد. در کارگاه:
- فقط برشهای زیرین لازم برای عملکرد را لحاظ کنید
- زاویههای مکش را تنظیم کنید تا نیروهای پرتاب کاهش یابند
- وقتی خاصیت ارتجاعی کافی بود، از لایه محافظ (bump-off) استفاده کنید.
- برای جلوگیری از مکانیسمهای پیچیده، ابتدا خطوط جداکننده را بررسی کنید
ماتریس تصمیمگیری تضعیفشده
| تایپ کنید | مواد | روش | ریسک |
| زبانه اسنپ فیت | LSR | ضربه زدن | اگر زاویه پیش نویس <30 درجه باشد، علامت ها را بکشید |
| رزوه داخلی | TPE | اکشن جانبی | سایش هسته، علائم اصطکاک |
| حفره با دیواره ضخیم | LSR/TPE | خط جدایش را تنظیم کنید | انقباض، علائم فرورفتگی |
مطالعات موردی نشان میدهد که ترکیب ترفندهای کوچک طراحی، جایگذاری برآمدگی و اقدامات جانبی انتخابی، اکثر چالشهای برش زیرین را به طور موثر حل میکند. ضایعات کاهش مییابند، چرخهها کوتاه میشوند، عمر قالب بهبود مییابد.

بینشهای مربوط به طبقه تولید
- هر قطعه متحرک در قالب، ثانیههایی را به چرخه اضافه میکند. حذف فعالیتهای جانبی غیرضروری، در تیراژهای بالا، باعث صرفهجویی در زمان میشود.
- رفتار الاستیک این ماده اغلب دست کم گرفته میشود. تنظیم جزئی شیب دیوار از پارگی و ایجاد لکههای سطحی جلوگیری میکند.
- بررسیهای DFM مشکلات مربوط به بریدگی زیر قالب را قبل از ساخت قالب مشخص میکند. مشاهده زودهنگام رفتار بیرونریزی، امکان اصلاحات را قبل از انجام کار فراهم میکند.
تنظیمات کوچک در زاویه برش، خط جدایش یا محل برآمدگی، تأثیر نامتناسبی بر کیفیت قطعه دارند. مهندسان اغلب بیرونزدگی قطعه را مشاهده میکنند و زاویهها را ۱ تا ۲ درجه تغییر میدهند تا نتایج را بهینه کنند. این تغییرات ظریف، ساعتها وقت صرف عیبیابی در آینده را صرفهجویی میکند.
نتیجه
برشهای زیرین فقط باید زمانی وجود داشته باشند که عملکرد ایجاب کند. انتخاب دقیق مواد، برنامهریزی خط جدایش، طراحی برآمدگی و یکپارچهسازی عملیات جانبی، تولید با کیفیت بالا و قابل اعتماد را تضمین میکند. همکاری زودهنگام بین تیمهای طراحی و تولید از غافلگیریها جلوگیری میکند، ضایعات را کاهش میدهد و عمر قالب را افزایش میدهد.
درک چگونگی رفتار سیلیکون تحت فشار، نحوه تعامل قالبها با ویژگیها و چگونگی تأثیر تنظیمات جزئی بر تولید، کلیدی است. تصمیمات خوب طراحی از قبل، از هفتهها عیبیابی پرهزینه جلوگیری میکند. نتایج قابل اعتماد از مشاهده، آزمایش و تنظیم در شرایط تولید واقعی حاصل میشود، نه از قوانین طراحی دلخواه.