
برش لاستیک سیلیکونی ممکن است آسان به نظر برسد، اما اغلب حتی کاربران باتجربه را نیز شگفتزده میکند. رویکرد صحیح به چیزی بیش از یک تیغه تیز بستگی دارد. ضخامت، سختی، شکل و کاربرد نهایی، همگی تفاوت ایجاد میکنند. استفاده از روش اشتباه میتواند منجر به لبههای ناهموار، پارگی یا قطعاتی شود که مناسب نیستند. در این مقاله، هشت روش اثبات شده برای برش تمیز و کارآمد سیلیکون را بررسی خواهیم کرد که به شما در صرفهجویی در زمان، کاهش ضایعات و دستیابی به نتایج مورد نیازتان کمک میکند.

چه چیزی باعث میشود برش لاستیک سیلیکونی از آنچه به نظر میرسد سختتر باشد؟
سیلیکون انعطافپذیر، کشسان و در استفاده آسان است. دقیقاً به همین دلیل است که هنگام برش میتواند مشکلساز باشد.
وقتی تیغه با سیلیکون تماس پیدا میکند، ماده همیشه ثابت نمیماند. ممکن است کمی جابجا شود، تحت فشار فشرده شود یا پس از برش به حالت اولیه خود برگردد. در ورقهای نازک، این اغلب منجر به خطوط سرگردان یا لبههای ناهموار میشود. در قطعات ضخیمتر، تیغه ممکن است بیش از حد انتظار کشیده شود و سطح ناهموارتری ایجاد کند.
نوع ماده نیز نتیجه را تغییر میدهد. سیلیکون نرم رفتار متفاوتی نسبت به انواع سفتتر دارد. برش یک ورق صاف آسانتر از یک ورق بافتدار است. برخی از فرمولاسیونها در برابر جداسازی تمیز مقاومت بیشتری نسبت به سایرین دارند. حتی یک ماده مشابه میتواند بسته به دما، شکل و نحوه نگهداشتن آن روی سطح کار، رفتار متفاوتی داشته باشد.
به همین دلیل است که برش خوب فقط به نیرو مربوط نمیشود. بلکه به کنترل نیز مربوط میشود. یک حرکت سبک و پایدار اغلب بهتر از تلاش برای عبور سریع عمل میکند.
چگونه روش برش مناسب برای لاستیک سیلیکونی را انتخاب کنیم؟
بهترین روش برش به چهار چیز اصلی بستگی دارد: ضخامت، شکل، حجم و نیاز به لبه.
یک راه ساده برای فکر کردن در مورد آن این است:
| نیاز پروژه | روش بهترین برازش |
| ورق نازک، نمونه کار کوچک | چاقوی همه کاره، قیچی، کاتر چرخشی |
| برشهای بلند و مستقیم | کاتر چرخشی، لبه صاف |
| اشکال پیچیده یا جزئیات دقیق | برش لیزری |
| جنس ضخیم با لبههای تمیز | برش با جت آب |
| قطعات تکرار شده در حجم | برش قالب |
| سوراخها و شکلهای پانچ تکراری | مشت زدن |
| آب بندی لبه در حین برش | چاقوی داغ |
البته این فقط یک نقطه شروع است. در تولید واقعی، انتخاب اغلب به ایجاد تعادل بین سه چیز به طور همزمان بستگی دارد: دقت، سرعت و هزینه.
یک روش میتواند روی کاغذ جذاب به نظر برسد، اما در تولید منطقی نباشد. برای مثال، برش لیزری ممکن است برای جزئیات عالی باشد، اما اگر سفارش بزرگ و شکل پایدار باشد، برش قالبی ممکن است انتخاب هوشمندانهتری باشد. برش دستی ممکن است ارزان باشد، اما اگر کار به ابعاد قابل تکرار نیاز داشته باشد، میتواند به سرعت در نیروی کار و دوبارهکاری گران شود.
این بخشی است که بسیاری از مردم از دست میدهند. بهترین روش، روشی نیست که پیشرفتهترین به نظر برسد. بلکه روشی است که با کار واقعی متناسب باشد.
ابزار و تجهیزاتی که ممکن است نیاز داشته باشید
برای کارهای کوچک، لیست ابزارها ساده است. یک چاقوی تیز، تشک برش، خطکش و یک سطح کار ثابت میتواند بخش زیادی از زمین را پوشش دهد. قیچی و کاتر دوار نیز زمانی که مواد نازک هستند و برش به دقت در سطح صنعتی نیاز ندارد، مفید هستند.
برای کارهای بزرگتر یا دشوارتر، تنظیمات تغییر میکند.
برشهای لیزری زمانی مفید هستند که شکل پیچیده باشد و تکرارپذیری اهمیت داشته باشد. برش جت آب زمانی خوب عمل میکند که گرما نگرانکننده باشد یا ماده ضخیمتر باشد. برش قالبی اغلب گزینه ترجیحی برای اشکال تکراری در مقیاس بزرگ است. چاقوهای داغ میتوانند زمانی که لبه آببندی شده تمیزتری مورد نیاز است، کمک کنند. ابزارهای پانچ زمانی مفید هستند که وظیفه ایجاد سوراخ یا برشهای ساده به سرعت و به طور مداوم باشد.
ابزارهای ایمنی نیز مهم هستند. دستکشها به محافظت از دستها در برابر تیغههای تیز کمک میکنند. محافظت از چشم در محیطهای کارگاهی هوشمندانه است. تهویه در هنگام برش حرارتی اهمیت پیدا میکند. یک محل کار مرتب نیز بیش از آنچه مردم اغلب فکر میکنند اهمیت دارد، زیرا اگر سطح به درستی آماده نشده باشد، ورقهای سیلیکونی میتوانند به راحتی لیز بخورند یا جابجا شوند.
چگونه لاستیک سیلیکونی را قبل از برش آماده کنیم؟
برش خوب قبل از حرکت تیغه شروع میشود.
ابتدا، مواد را بررسی کنید. بررسی کنید که آیا ورق تمیز، صاف و عاری از گرد و غبار، روغن یا سایر مواد باقی مانده است یا خیر. اگر مواد مدتی است که انبار شدهاند، مطمئن شوید که تغییر شکل یا آلودگی سطحی پیدا نکردهاند. یک مشکل کوچک در این مرحله میتواند پس از برش به یک مشکل بزرگتر تبدیل شود.
سپس، خط برش را با دقت علامت بزنید. برای کارهای مستقیم، معمولاً یک خطکش و ماژیک ظریف کافی است. برای قطعات پیچیدهتر، قالبها به کاهش خطا کمک میکنند. اگر قرار است قطعه با اجزای دیگر مونتاژ شود، به یاد داشته باشید که فضای خالی مناسب را در نظر بگیرید. برش دقیقاً روی خط همیشه به معنای برش به اندازه مناسب نیست.
سپس مواد را به درستی محکم کنید. سیلیکون انعطافپذیر است، بنابراین اگر به خوبی نگه داشته نشود، میتواند در طول برش حرکت کند. این حرکت اغلب باعث میشود لبه برش جابجا شود یا دقت قطعه نهایی از بین برود. یک چیدمان صاف و ثابت بیش از آنچه بسیاری از مردم تصور میکنند، ارزش دارد.
همچنین فکر کردن به کاربرد نهایی قبل از شروع برش مفید است. یک قطعه تزئینی میتواند کمی تغییر بیشتر را تحمل کند. یک قطعه آببندی معمولاً نمیتواند. یک نمونه ساده ممکن است فقط نیاز به ظاهر خوب داشته باشد. یک قطعه تولیدی باید متناسب باشد، کار کند و تکرار شود.

۸ روش ضروری برای برش لاستیک سیلیکونی
روش ۱: چاقوی جراحی یا اسکالپل
این یکی از رایجترین روشهای برش لاستیک سیلیکونی است، به خصوص برای کارهای کوچک و ورقهای نازک.
یک چاقوی تیز همه کاره کنترل خوبی به شما میدهد. این چاقو کاربردی، ارزان و استفاده از آن آسان است. برای برشهای سبک، آمادهسازی نمونه یا کارهای سفارشی کوچک، اغلب کافی است. یک چاقوی جراحی میتواند برای جزئیات دقیق حتی بهتر هم باشد، به خصوص زمانی که برش باید محکم و تمیز بماند.
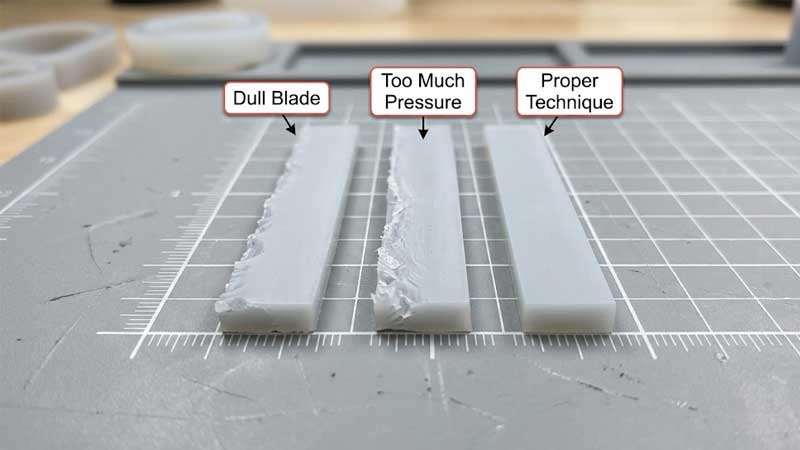
نکته کلیدی در اینجا عجله نکردن است. سیلیکون معمولاً با فشار ثابت بهتر از فشار محکم برش میخورد. وقتی جنس نازک است، یک حرکت تمیز ایدهآل است. برای قطعات ضخیمتر، چندین حرکت سبک میتواند ایمنتر و دقیقتر از تلاش برای عبور دادن تیغه با یک حرکت باشد.
این روش محدودیتهایی دارد. برای کارهای با حجم بالا بهترین انتخاب نیست. همچنین وقتی شکل بزرگ، تکراری یا بسیار پیچیده باشد، جذابیت کمتری پیدا میکند. اما برای نمونهسازی اولیه و تنظیمات سریع، همچنان یکی از مفیدترین روشها در کارگاه است.
روش ۲: قیچی
قیچی به راحتی قابل چشم پوشی است، اما برای ورق های سیلیکونی نازک می تواند به طرز شگفت انگیزی مفید باشد.
آنها برای برشهای خشن، تنظیمات سریع و کارهای با دقت کم بهترین عملکرد را دارند. اگر جنس پارچه نرم و نازک باشد، یک قیچی تیز میتواند با کمترین زحمت، نتیجه سریعی بدهد. این ویژگی آنها را برای کارهای ساده کاربردی میکند.
نقطه ضعف، ثبات است. به دست آوردن لبههای کاملاً یکنواخت با قیچی، به خصوص در برشهای طولانیتر یا اشکال منحنی، دشوار است. مواد ممکن است کمی بین تیغهها فشرده شوند، که ممکن است لبه را ناهموار کند. به همین دلیل، قیچی برای برشهای اولیه بهتر از قطعات نهایی است که به اندازه دقیق نیاز دارند.
خیلی چیزها به کیفیت تیغه بستگی دارد. قیچیهای کند بیشتر از اینکه جنس را ببرند، آن را میکشند. اگر برش با فشار انجام شود، لبه معمولاً آن را نشان میدهد.

روش ۳: کاتر چرخشی
دستگاه برش دوار زمانی که کار شامل خطوط مستقیم طولانی یا ورقهای بزرگ باشد، انتخابی قوی است.
این وسیله نسبت به قیچی نرمتر حرکت میکند و هدایت آن روی خطکش آسانتر است. برای برشهای مستقیم مکرر، میتواند در زمان صرفهجویی کند و خط تمیزتری ایجاد کند. این وسیله به ویژه زمانی مفید است که جنس پارچه نازک تا متوسط باشد و شکل آن ساده باشد.
نقطه قوت اصلی یک کاتر دوار، کنترل بر برشهای طولانی است. نقطه ضعف اصلی آن منحنیها هستند. خمهای تنگ و اشکال دقیق بهترین کاربرد آن نیستند. همچنین به یک سطح پایدار و یک دست ثابت بستگی دارد. اگر ورق حتی کمی حرکت کند، خط میتواند منحرف شود.
برای استفاده در کارگاه، این ابزار در جایگاه بسیار کاربردی قرار میگیرد. برای برخی کارها سریعتر از چاقو، برای برخی دیگر تمیزتر از قیچی و همچنان به اندازه کافی ساده است که بدون تنظیمات پیچیده قابل استفاده باشد.
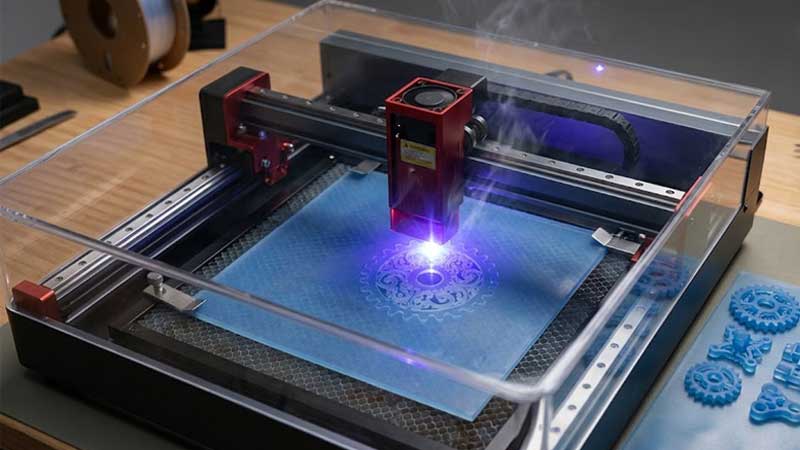
روش ۴: برش لیزری
برش لیزری اغلب بهترین پاسخ است وقتی که شکل پیچیده است و دقت اهمیت دارد.
این روش به ویژه برای خطوط کلی دقیق، الگوهای تکراری و قطعاتی که به ابعاد بسیار ثابتی نیاز دارند، مفید است. پس از تنظیم صحیح فایل، لیزر میتواند اشکال دقیقی با تکرارپذیری خوب تولید کند. این یکی از بزرگترین دلایل محبوبیت آن در محیطهای تولیدی است.
با این حال، یک بده بستان وجود دارد. برش لیزری گرما را وارد فرآیند میکند و سیلیکون همیشه مانند یک پلاستیک سختتر یا ورق فلزی واکنش نشان نمیدهد. بسته به جنس و تنظیمات، گرما میتواند بر لبه، سطح یا محیط اطراف تأثیر بگذارد. تهویه نیز مهم است زیرا بخارات برش باید به درستی مدیریت شوند.
این روش قوی است، اما همیشه اولین انتخاب برای هر کاری نیست. اگر قطعه ساده و حجم آن زیاد باشد، روش دیگری ممکن است اقتصادیتر باشد. اگر شکل پیچیده باشد، تلرانس کم باشد و پرداخت نهایی اهمیت داشته باشد، برش لیزری اغلب جایگاه خود را پیدا میکند.
روش ۵: برش با جت آب
برش با واترجت زمانی که سیلیکون ضخیم است یا زمانی که باید از گرما اجتناب شود، گزینه مناسبی است.
از آنجا که به برش حرارتی متکی نیست، اغلب به دلیل جداسازی مکانیکی تمیزتر و اعوجاج حرارتی کمتر، ارزشمند است. این امر آن را برای قطعات ضخیمتر و برخی کاربردهای فنی که کیفیت لبه اهمیت دارد، مفید میکند.
با این حال، این فرآیند صنعتیتر است. به تجهیزات مناسب و تنظیمات مناسب نیاز دارد، بنابراین معمولاً سادهترین انتخاب برای کارهای کارگاهی کوچک نیست. اما برای تنظیمات تولیدی، وقتی قطعه ضخیم است، لبه باید تمیز بماند و اعوجاج ناشی از گرما نگرانکننده است، میتواند بسیار مناسب باشد.
این یکی از آن روشهایی است که با سختتر شدن کار با دست با مواد، منطقیتر به نظر میرسد. هرچه سیلیکون ضخیمتر باشد، سیستم برش پایدار اهمیت بیشتری پیدا میکند.

روش 6: برش قالبی
برش قالبی یکی از کارآمدترین روشها برای تولید قطعات سیلیکونی تکراری است.
این یک انتخاب قوی برای شکلهای پایدار، ابعاد ثابت و تیراژ تولید بالا است. پس از ساخت قالب، فرآیند سریع و قابل تکرار میشود. به همین دلیل است که برش قالب برای واشرها، پدها، آببندها و سایر قطعاتی که بارها و بارها به شکل یکسانی نیاز دارند، بسیار رایج است.
بزرگترین مزیت، ثبات است. بزرگترین عیب، ابزارآلات است. یک قالب نیاز به توسعه اولیه دارد، بنابراین برای کارهای تکی یا دستههای بسیار کوچک، منطقی نیست. اما وقتی حجم تولید افزایش یابد، آن سرمایهگذاری اولیه میتواند به سرعت جبران شود.
همچنین یک محدودیت طراحی وجود دارد. برش قالبی زمانی بهترین عملکرد را دارد که شکل قطعه برای روش ابزارسازی مناسب باشد. اگر طراحی اغلب تغییر کند، فرآیند کارایی کمتری پیدا میکند. بنابراین قبل از انتخاب برش قالبی، هوشمندانه است که یک سوال ساده بپرسیم: آیا این شکل به اندازه کافی برای مدت طولانی ثابت میماند تا ابزارسازی را توجیه کند؟
برای سفارشهای تکراری، پاسخ اغلب مثبت است.
روش 7: برش با چاقوی داغ
برش با چاقوی داغ میتواند زمانی مفید باشد که لبه همزمان با برش نیاز به آببندی داشته باشد.
این روش اغلب برای سیلیکون ضخیمتر یا قطعاتی که از لبه صافتر و پرداختشدهتری برخوردارند، در نظر گرفته میشود. گرما به کاهش ساییدگی کمک میکند و میتواند ظاهر خط برش را در کاربردهای خاص بهبود بخشد.
نکته منفی، کنترل است. گرمای بیش از حد میتواند باعث تغییر رنگ یا تغییر ناخواسته سطح شود. اپراتور به دست ثابت و حس واضحی از دمای مناسب نیاز دارد. در این حالت، گرمای بیشتر بهتر نیست. گرمای کافی خوب است.
برش با چاقوی داغ زمانی بهترین نتیجه را میدهد که جنس و طراحی قطعه از قبل با فرآیند مطابقت داشته باشد. این یک راه حل جهانی نیست، اما در صورت تنظیم صحیح، میتواند در زمان صرفهجویی کرده و کیفیت لبه را بهبود بخشد.
روش ۸: مشت زدن
پانچ کردن زمانی انتخاب مناسبی است که هدف ایجاد سوراخ یا برشهای سادهی مکرر باشد.
وقتی اندازه سوراخ ثابت میماند و شکل آن اغلب تغییر نمیکند، در تولید به خوبی کار میکند. برای قطعاتی مانند واشرهای سیلیکونی، پدها یا اجزای فنی کوچک، پانچ میتواند سرعت و تکرارپذیری خوبی را ارائه دهد.
نکته اصلی که باید به آن توجه کرد، ترازبندی است. اگر قطعه بعداً نیاز به تطابق با قطعه دیگری داشته باشد، موقعیت سوراخ باید دقیق باشد. فرسودگی ابزار نیز مهم است. یک سنبه فرسوده میتواند لبههای ناهموار یا اندازههای ناهماهنگ، به خصوص در تیراژهای طولانیتر، ایجاد کند.
پانچ کردن یکی از تمیزترین راهها برای انجام یک کار بسیار خاص است. این روش برای همه چیز جواب نمیدهد، اما برای هندسه مناسب، کارآمد و قابل اعتماد است.

هزینه، سرعت و دقت: آنچه معمولاً بیشترین اهمیت را دارد
مردم اغلب میپرسند کدام روش بهترین است، اما در عمل سوال بهتر این است که کدام روش برای این کار بهترین است.
اگر هزینه بزرگترین نگرانی است و حجم کم است، برش دستی ممکن است کافی باشد. اگر قطعه ساده است و فقط به چند نمونه نیاز دارد، سریعترین تنظیمات معمولاً هوشمندانهترین هستند.
اگر دقت مهمتر باشد، یک روش کنترلشده بهتر است. برش لیزری، برش با جت آب و برش قالبی، همگی تکرارپذیری بیشتری نسبت به روشهای دستی دارند. اگر حجم کار مسئله اصلی باشد، برش قالبی اغلب برنده میشود زیرا پس از نصب ابزار، نیروی کار را کاهش میدهد.
بنابراین تعادل واقعی فقط مربوط به قیمت نیست. بلکه مربوط به کل هزینه است. یک فرآیند ارزانتر میتواند در صورت ایجاد ضایعات، دوبارهکاری یا ابعاد ناپایدار، گران شود. یک فرآیند پیشرفتهتر میتواند در ابتدا گران به نظر برسد، اما با افزایش سفارش، باعث صرفهجویی در هزینه میشود.
به همین دلیل است که تیمهای تولید معمولاً به صورت مرحلهای فکر میکنند: نمونه، اجرای آزمایشی و سپس تولید کامل. روش برش مناسب میتواند در هر مرحله تغییر کند.
عیبیابی مشکلات رایج برش سیلیکون
حتی اپراتورهای باتجربه نیز هنگام برش لاستیک سیلیکونی با مشکلاتی مواجه میشوند. اکثر مشکلات پس از فهمیدن علت، قابل مدیریت هستند. کلید حل مشکل معمولاً در تنظیمات مناسب، وضعیت ابزار و انتخاب روش برش مناسب نهفته است. جدول زیر خلاصهای از مشکلات رایج، علل احتمالی و راهحلهای عملی را ارائه میدهد.
| مسئله | علت احتمالی | راه حل |
| لبه خشن | تیغه کند شده یا برش خیلی سریع | تیغه را تعویض یا تیز کنید، سرعت برش را کاهش دهید |
| اشکهای سیلیکونی | حرکت مواد یا فشار بیش از حد | مواد را محکم کنید، فشار سبکتر و ثابتی اعمال کنید |
| رانشهای خط برش | ورق ثابت نیست یا نیروی زیادی به ناحیه انعطافپذیر وارد میشود | ورق را به درستی گیره کنید، از برش ملایم و کنترل شده استفاده کنید |
| لبه تغییر رنگ داده | حرارت از لیزر یا چاقوی داغ | دما را تنظیم کنید، تهویه مناسب را فراهم کنید، از تماس طولانی مدت خودداری کنید |
| بخشهای تکراری ناهماهنگ | فرآیند کنترل نشده یا روش نامناسب | به یک روش تکرارپذیرتر تغییر دهید، ابزار و تراز را بررسی کنید |
سوالات متداول
آیا میتوان لاستیک سیلیکونی را با قیچی برید؟
بله، مخصوصاً وقتی ورق نازک و برش آن ساده باشد. برای برشهای خشن یا کارهای دستی کوچک بهترین عملکرد را دارد.
تمیزترین روش برای برش لاستیک سیلیکونی چیست؟
بستگی به قطعه دارد. برای اشکال پیچیده، برش لیزری اغلب بسیار تمیز است. برای مواد ضخیم، برش جت آب میتواند گزینهی قویای باشد. برای قطعات تکراری، برش قالبی معمولاً سازگارترین روش است.
آیا برش لیزری برای لاستیک سیلیکونی بیخطر است؟
تا زمانی که از تجهیزات به درستی استفاده شود و تهویه به درستی انجام شود، میتواند چنین باشد. گرما و دود باید کنترل شوند.
بهترین روش برای تولید انبوه چیست؟
برش قالبی اغلب بهترین انتخاب است وقتی که شکل پایدار و حجم زیاد باشد.
چگونه از پاره شدن سیلیکون هنگام برش جلوگیری کنیم؟
از یک تیغه تیز استفاده کنید، مواد را به درستی محکم کنید و از برش سریع و با فشار زیاد خودداری کنید.
افکار نهایی
هیچ روش واحد و بهینهای برای برش لاستیک سیلیکونی وجود ندارد. تنها روشی وجود دارد که با جنس، شکل، مقدار و الزامات پرداخت مطابقت داشته باشد.








