تولیدکنندگان صنعتی برای تبدیل ورقهای سیلیکونی استاندارد به قطعات دقیق با مشکل مواجه هستند. روشهای برش سنتی اغلب منجر به لبههای ناهموار، عدم دقت در ابعاد و ضایعات مواد میشوند که باعث تأخیر در تولید و مشکلات کیفی میشود.
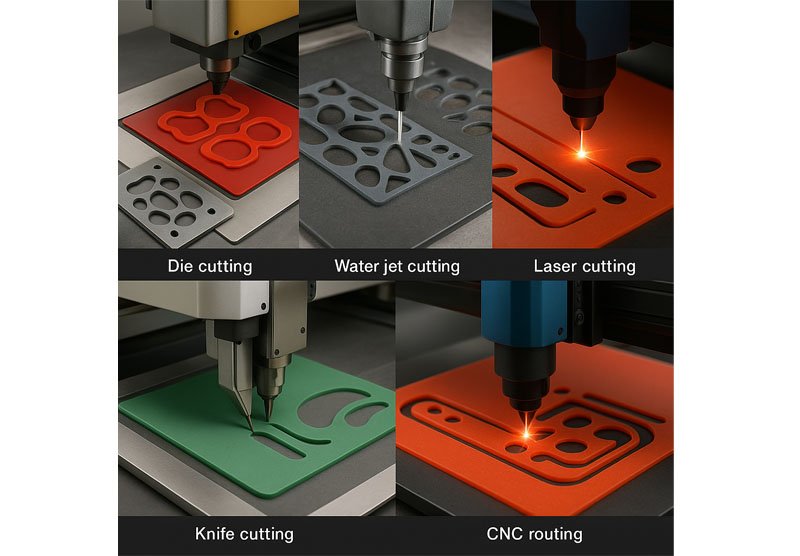
ورقهای سیلیکونی را میتوان با استفاده از برش قالبی، برش با جت آب، برش لیزری، برش با چاقو و فرز CNC به صورت سفارشی برش داد. هر روش از نظر دقت، کیفیت لبه، هزینههای ابزار و ظرفیت تولید، مزایای متفاوتی دارد، به طوری که برش قالبی برای تیراژهای بالا اقتصادیترین و جت آب برای طرحهای پیچیده ایدهآل است.
پس از سالها کمک به مشتریان برای تبدیل ورقهای سیلیکونی استاندارد به قطعات مهندسیشدهی دقیق، بینشهای ارزشمندی در مورد نقاط قوت و محدودیتهای هر روش برش به دست آوردهام. اجازه دهید شما را در مورد گزینههای موجود راهنمایی کنم تا به شما در انتخاب رویکرد مناسب برای نیازهای خاص برنامهتان کمک کنم.
چگونه برش قالبی، ورقهای سیلیکونی را به قطعات دقیق تبدیل میکند؟
مهندسان تولید اغلب با تولید مداوم قطعات سیلیکونی یکسان مشکل دارند. برش دستی باعث ایجاد تنوع بین قطعات میشود، در حالی که ابزارهای برش ساده نمیتوانند به اشکال پیچیده مورد نیاز برای کاربردهای تخصصی دست یابند.
برش قالبی از قالبهای فلزی سفارشی برای مهر زدن یا پرس کردن ورقهای سیلیکونی استفاده میکند و قطعات یکسانی با لبههای تمیز ایجاد میکند. این فرآیند میتواند به تلرانسهایی به دقت ±0.1 میلیمتر دست یابد و هزاران قطعه یکسان در ساعت تولید کند که آن را برای تولید انبوه ایدهآل میکند.

استاندارد طلایی برای تولید با حجم بالا
برش قالبی بیش از یک دهه است که ستون فقرات تولید قطعات سیلیکونی سفارشی ما بوده است. من به یاد دارم زمانی که یک مشتری برای تولید ماهانه ۵۰،۰۰۰ واشر سیلیکونی برای خط جدید شیشه شیر نوزاد خود به ما مراجعه کرد. برش قالبی انتخاب واضحی بود که به ما امکان میداد کیفیت ثابتی را ارائه دهیم و در عین حال هزینههای واحد را به طرز چشمگیری پایین نگه داریم.
این فرآیند از قالبهای فلزی با طراحی خاص (که اساساً قالبهای کوکی پیچیدهای هستند) برای پانچ کردن اشکال یکسان از ورقهای سیلیکونی استفاده میکند. این قالبها را میتوان تقریباً به هر شکلی، از دایرهها و مستطیلهای ساده گرفته تا هندسههای پیچیده با برشهای داخلی و جزئیات دقیق لبه، ایجاد کرد.
انواع قالب برای سیلیکون
انواع مختلفی از فناوری برش قالب وجود دارد که هر کدام مزایای خاصی دارند:
- برش قالبی مسطح این روش سنتی از پرسهای هیدرولیک برای عبور قالبهای خطکش فولادی از میان ماده سیلیکونی استفاده میکند. این روش برای ورقهای سیلیکونی با ضخامت متوسط تا زیاد (۲ تا ۱۰ میلیمتر) عالی است و تعادل خوبی بین دقت و سرعت تولید ارائه میدهد.
- برش قالبی چرخشی برای تولید با حجم بسیار بالا، برش قالبی چرخشی از قالبهای استوانهای نصب شده روی درامهای چرخان استفاده میکند. در حالی که هزینه اولیه ابزارآلات بالاتر است، سرعت تولید میتواند به هزاران قطعه در ساعت برسد و هزینههای واحد را برای تیراژهای بالا به طرز چشمگیری کاهش دهد.
- برش قالب کلیکر این نوع دستگاه از پرس با پرتوی نوسانی استفاده میکند و به ویژه برای ورقهای سیلیکونی ضخیمتر (5 میلیمتر تا 20 میلیمتر) که به نیروی برش بیشتری نیاز است، مؤثر است. این دستگاه دقت بسیار خوبی ارائه میدهد اما در مقایسه با سیستمهای چرخشی، با سرعت کمتری کار میکند.
| روش برش قالب | ضخامت بهینه ورق | سرعت تولید | هزینه ابزارسازی | دقت، درستی |
|---|---|---|---|---|
| تخت | ۲ میلیمتر تا ۱۰ میلیمتر | متوسط | در حد متوسط | ±0.2 میلیمتر |
| روتاری | 0.5 میلیمتر-5 میلیمتر | بسیار بالا | بالا | ±0.1 میلیمتر |
| کلیکر | 5 تا 20 میلیمتر | کم-متوسط | در حد متوسط | ±0.25 میلیمتر |
مزایا و محدودیت ها
برش قالبی در سناریوهایی که نیاز به موارد زیر دارند، برتری دارد:
- تولید با حجم بالا (معمولاً بیش از ۱۰۰۰ قطعه یکسان)
- تکرارپذیری مداوم قطعه به قطعه
- کیفیت لبه تمیز و حرفهای
- قیمتگذاری واحد مقرونبهصرفه
با این حال، محدودیتهایی دارد:
- هزینههای اولیه بالای ابزارسازی (معمولاً $500 تا $2500 برای هر قالب)
- انعطافپذیری محدود برای تغییرات طراحی (نیاز به قالبهای جدید)
- برای تولید در حجم کم مقرون به صرفه نیست
- احتمال هدر رفتن مواد بین قطعات برش خورده
برای بسیاری از مشتریان صنعتی ما، سرمایهگذاری اولیه روی قالب به سرعت از طریق کاهش هزینههای نیروی کار و بهبود کیفیت، هزینه خود را جبران میکند. یکی از مشتریان خودرو محاسبه کرد که ابزار برش قالب آنها تنها پس از ۵۰۰۰ قطعه، هزینه خود را جبران میکند و هر قطعه بعدی در مقایسه با فرآیند برش دستی قبلی آنها، صرفهجویی خالصی را نشان میدهد.
چرا برش جت آب برای طرحهای پیچیده ورق سیلیکونی ایدهآل است؟
مهندسان اغلب به اجزای سیلیکونی پیچیده با ویژگیهای داخلی پیچیده نیاز دارند. روشهای برش سنتی نمیتوانند به این طرحها دست یابند و باعث ایجاد نقص در عملکرد محصول یا نیاز به مونتاژ چندین قطعه میشوند.
برش جت آب از جریان پرفشار آب مخلوط با ذرات ساینده برای برش دقیق ورقهای سیلیکونی بدون اعوجاج حرارتی استفاده میکند. این روش به تلرانس ±0.1 میلیمتر دست مییابد، میتواند هندسههای پیچیده را با ویژگیهای داخلی برش دهد و نیازی به هزینه ابزار ندارد، که آن را برای نمونهسازی و تولید کم تا متوسط ایدهآل میکند.

دقت بدون افت کیفیت
برش جت آب، رویکرد ما را به قطعات پیچیده سیلیکونی متحول کرده است. سال گذشته، من با یک تولیدکننده تجهیزات پزشکی کار کردم که به واشرهای سیلیکونی پیچیده با ویژگیهای داخلی متعدد و ضخامتهای مختلف نیاز داشت. برش سنتی قالبی به ابزارآلات بسیار گرانقیمتی نیاز داشت، اما برش جت آب به ما این امکان را داد تا این قطعات پیچیده را با دقت کامل تولید کنیم.
این فناوری برش از جریانی به نازکی مو از آب تحت فشار ۶۰۰۰۰ PSI، که اغلب با ذرات ساینده گارنت مخلوط شده است، برای برش مواد سیلیکونی مانند یک چاقوی میکروسکوپی استفاده میکند. این فرآیند کاملاً توسط کامپیوتر کنترل میشود و طرحهای دیجیتالی را مستقیماً به قطعات نهایی بدون نیاز به ابزار فیزیکی تبدیل میکند.
قابلیتهای فنی برش با جت آب
فناوری جت آب دقت و تطبیقپذیری قابل توجهی ارائه میدهد:
- دقت برش: معمولاً ±0.1 میلیمتر، در سیستمهای پیشرفتهتر به ±0.05 میلیمتر میرسد
- حداقل اندازه ویژگی: به کوچکی 0.5 میلیمتر برای ورقهای نازک
- محدوده ضخامت مواد: به طور موثر سیلیکون را از ضخامت 0.5 میلی متر تا 50 میلی متر برش می دهد
- عرض بریدگی: معمولاً 0.5 تا 1.0 میلیمتر (عرض مادهای که هنگام برش برداشته میشود)
- سرعت برش: 50-500 میلیمتر در دقیقه بسته به ضخامت و دقت مورد نیاز
یکی از مهمترین مزایای برش جت آب، توانایی آن در ایجاد ویژگیهای پیچیده داخلی بدون تغییر شکل مواد اطراف است. از آنجایی که هیچ گرمایی در کار نیست (برخلاف برش لیزر)، هیچ خطری از تغییر شکل حرارتی یا تغییر خواص مواد در نزدیکی لبه برش وجود ندارد.
کاربردهای عالی برای برش با جت آب
فناوری جت آب به ویژه برای موارد زیر ارزشمند است:
- نمونهسازی اولیه و توسعه محصول بدون هیچ هزینه ابزارسازی، طرحها میتوانند به سرعت اصلاح و دوباره برش داده شوند و امکان تکرار سریع در مراحل توسعه را فراهم کنند.
- تیراژ تولید کم تا متوسط از نظر اقتصادی برای تیراژ ۱ تا ۱۰۰۰ قطعه که هزینههای ابزار برش قالب بسیار زیاد است، مقرون به صرفه است.
- هندسههای پیچیده در برش اشکال پیچیده، شعاعهای تنگ و ویژگیهای داخلی که با روشهای دیگر دشوار یا غیرممکن است، عالی عمل میکند.
- برش مواد ترکیبی میتواند ورقهای سیلیکونی تقویتشده حاوی فایبرگلاس یا لایههای پارچهای را که ممکن است در سایر فناوریهای برش مشکل ایجاد کنند، برش دهد.
محدودیت اصلی برش جت آب، سرعت تولید است. اگرچه برای دقت و انعطافپذیری ایدهآل است، اما نمیتواند با سرعت خروجی خام برش قالبی برای تولید با حجم بالا مطابقت داشته باشد. برای بسیاری از مشتریان ما، ما از برش جت آب برای تولید اولیه و نمونهسازی استفاده میکنیم و سپس پس از نهایی شدن طرحها و افزایش حجم، به برش قالبی روی میآوریم.
برش لیزری چگونه دقت و سرعت تولید ورقهای سیلیکونی را متعادل میکند؟
طراحان محصول هنگام نیاز به طرحهای پیچیده و همچنین تیراژ تولید متوسط با چالشهایی روبرو هستند. برش دستی فاقد دقت است، در حالی که برش قالبی به ابزارآلات گرانقیمتی نیاز دارد که توجیه آن برای تیراژهای متوسط دشوار است.
برش لیزری از انرژی نور متمرکز برای برش دقیق ورقهای سیلیکونی با عرض برش باریک 0.1 تا 0.2 میلیمتر استفاده میکند. این فرآیند که توسط کامپیوتر کنترل میشود، به تلرانس ±0.1 میلیمتر دست مییابد، نیازی به ابزار فیزیکی ندارد و میتواند 50 تا 100 قطعه در ساعت را پردازش کند که آن را برای تولید با حجم متوسط طرحهای پیچیده مناسب میسازد.

راهکار برش با فناوری پیشرفته
برش لیزری برای بسیاری از مشتریان ما، حد وسط ایدهآلی بین واترجت و برش قالبی است. من اخیراً به یک تولیدکننده لوازم الکترونیکی مصرفی که برای عرضه محصول جدید خود به ۵۰۰۰ واشر سیلیکونی سفارشی با ابعاد دقیق نیاز داشت، کمک کردم. برش لیزری تعادل کاملی بین سرعت و دقت تولید بدون نیاز به ابزارآلات گرانقیمت فراهم کرد.
این فناوری از پرتوی متمرکز از انرژی نور برای تبخیر مواد سیلیکونی در امتداد یک مسیر برش برنامهریزیشده استفاده میکند. این فرآیند کاملاً توسط کامپیوتر کنترل میشود و امکان دقت و انعطافپذیری طراحی فوقالعادهای را فراهم میکند. با این حال، توجه به این نکته مهم است که برش لیزری با فرمولاسیونهای خاص سیلیکون به بهترین شکل کار میکند، زیرا برخی از انواع آن میتوانند هنگام تبخیر، محصولات جانبی مضری تولید کنند.
ملاحظات فنی برای برش لیزری سیلیکون
برش لیزری سیلیکون نیاز به کنترل دقیق پارامترها دارد:
- تنظیمات برق: معمولاً ۵۰ تا ۱۵۰ وات برای ورقهای سیلیکونی
- سرعت برش: ۱۰ تا ۳۰ میلیمتر در ثانیه بسته به ضخامت
- فاصله کانونی: تنظیم شده بر اساس ضخامت مواد
- گاز کمکی: معمولاً از نیتروژن برای جلوگیری از سوختن و بهبود کیفیت لبه استفاده میشود
چالش اصلی برش لیزری سیلیکون، مدیریت مناطق تحت تأثیر حرارت (HAZ) است. برخلاف فلزات، سیلیکون میتواند دچار زغالزدگی جزئی یا تغییرات سطحی در نزدیکی لبه برش شود. سیستمهای لیزر مدرن این اثر را به حداقل میرسانند، اما برای کاربردهایی با الزامات سختگیرانه در مورد خواص مواد، همچنان یک ملاحظه مهم است.
| نوع سیلیکون | مناسب بودن برش لیزری | ملاحظات ویژه |
|---|---|---|
| هدف کلی | خوب | حداقل شارژ با تنظیمات مناسب |
| پلاتینیوم کیور شده | منصفانه | ممکن است برای جلوگیری از آسیب گرما، به سرعتهای پایینتری نیاز باشد |
| فلوروسیلیکن | فقیر | هنگام گرم شدن میتواند فرآوردههای جانبی مضر آزاد کند |
| تقویت شده | متغیر | بستگی به مواد تقویت کننده دارد |
کاربردهای ایدهآل برای برش لیزری
فناوری لیزر در این سناریوها برتری دارد:
- حجم تولید متوسط ایدهآل برای تیراژ ۱۰۰ تا ۵۰۰۰ قطعه که در آنها سرعت مهم است اما ابزار قالب توجیهپذیر نیست
- تلرانسهای دقیق به دقتی قابل مقایسه با جت آب دست مییابد اما سرعت تولید بالاتری دارد
- علامت گذاری و برش میتواند هم اشکال را برش دهد و هم علائم شناسایی را در یک عملیات واحد حکاکی کند
- چرخش سریع برنامهها را میتوان به سرعت برای تغییرات طراحی بدون ابزار جدید تنظیم کرد.
یکی از مشتریان در صنعت هوافضا به طور ویژه برش لیزری را برای قطعات سیلیکونی خود ارزشمند میداند زیرا به آنها اجازه میدهد کدهای QR و شماره قطعه را مستقیماً روی هر قطعه در طول فرآیند برش درج کنند. این قابلیت علامتگذاری یکپارچه، مدیریت موجودی و فرآیندهای کنترل کیفیت آنها را ساده میکند.
محدودیتهای اصلی برش لیزری سیلیکون شامل احتمال زغالی شدن لبهها، محدودیتهای ضخامت (معمولاً تا 10 میلیمتر) و نگرانیهای مربوط به سازگاری مواد است. برای کاربردهایی که به لبههای کاملاً بینقص نیاز دارند یا شامل فرمولاسیونهای سیلیکونی خاص هستند، برش با جت آب با وجود سرعت پایینتر آن ممکن است ترجیح داده شود.
چه زمانی روشهای برش دستی و نیمهخودکار با چاقو برای ورقهای سیلیکونی مناسب هستند؟
کسبوکارهای کوچک و استارتاپها اغلب نمیتوانند تجهیزات برش گرانقیمت را برای نیازهای تولید محدود توجیه کنند. این امر آنها را مجبور میکند بین برونسپاری (با حداقل سفارشهای بالا) یا دست و پنجه نرم کردن با ابزارهای ناکافی که نتایج متناقضی ایجاد میکنند، یکی را انتخاب کنند.
برش با چاقو شامل روشهایی از برش دستی با چاقوهای دقیق گرفته تا سیستمهای نیمهخودکار با استفاده از چاقوهای نوسانی یا کششی است. این رویکردها به حداقل سرمایهگذاری ابزار نیاز دارند، میتوانند با اپراتورهای ماهر به تلرانس ±0.5 میلیمتر برسند و برای تیراژهای تولید کوچک 1 تا 100 قطعه مقرون به صرفه هستند.

راهکارهای مقرونبهصرفه برای تولید در مقیاس کوچک
ارزش روشهای برش چاقوییِ بهخوبی اجرا شده را دست کم نگیرید. وقتی برای اولین بار در صنعت سیلیکون شروع به کار کردم، شخصاً برای یکی از مشتریانم که بعداً به یکی از بزرگترین مشتریان ما تبدیل شد، واشرهای نمونه اولیه را با دست برش دادم. این انعطافپذیری اولیه در تولید انبوه به آنها اجازه داد تا قبل از متعهد شدن به تولید انبوه، محصول خود را آزمایش کنند.
برش چاقو شامل چندین روش است، از کاملاً دستی تا نیمه خودکار:
برش دقیق دستی
با استفاده از ابزارهای برش و قالبهای تخصصی، تکنسینهای ماهر میتوانند قطعات سیلیکونی فوقالعاده دقیقی تولید کنند. این رویکرد مستلزم موارد زیر است:
- خطکشها یا قالبهای فولادی دقیق
- ابزارهای برش تیز که مخصوص الاستومرها طراحی شدهاند
- سطوح برش پایدار (معمولاً صفحات برش خود ترمیم شونده)
- اپراتورهای ماهر با تجربه در ساخت سیلیکون
اگرچه این روش به نیروی کار زیادی نیاز دارد، اما عملاً به هیچ سرمایهگذاری اولیهای نیاز ندارد و میتواند برای تیراژهای بسیار کوچک یا توسعه نمونه اولیه ایدهآل باشد. با اپراتورهای باتجربه، تلرانسهای ±0.5 میلیمتر برای هندسههای ساده قابل دستیابی است.
برشدهندههای تخت دیجیتال
این سیستمهای نیمهخودکار، ارتقاء قابل توجهی نسبت به برش دستی نشان میدهند، در حالی که همچنان بسیار مقرونبهصرفهتر از سیستمهای جت آب یا لیزر هستند:
- سر برش کنترلشده توسط کامپیوتر (نوسانی، تیغهای یا چرخشی)
- میز وکیوم برای نگه داشتن مواد در جای خود
- رابط طراحی دیجیتال برای ایجاد الگوی دقیق
- سرعت تولید ۱۰ تا ۳۰ قطعه در ساعت
این سیستمها معمولاً بین ۱TP4T10,000 تا ۱TP4T50,000 دلار قیمت دارند (در مقایسه با ۱TP4T100,000+ برای سیستمهای لیزر یا جت آب) و تعادل خوبی از دقت و قیمت مناسب را برای مشاغل کوچک تا متوسط ارائه میدهند. آنها میتوانند با راهاندازی و عملکرد مناسب به تلرانس ±0.2 میلیمتر دست یابند.
| روش برش با چاقو | سرمایهگذاری اولیه | دقت، درستی | سرعت تولید | بهترین برنامهها |
|---|---|---|---|---|
| برش دستی | $100-$500 | ±0.5 میلیمتر | ۵-۱۰ قطعه در ساعت | نمونههای اولیه، نمونههای تکی |
| برش الگو | $500-$2,000 | ±0.3 میلیمتر | ۱۰-۱۵ قطعه در ساعت | مسیرهای کوچک، اشکال ساده |
| تخت دیجیتال | $10,000-$50,000 | ±0.2 میلیمتر | ۱۰-۳۰ قطعه در ساعت | تیراژ کم تا متوسط، طرحهای متنوع |
سناریوهای ایدهآل برای برش با چاقو
این روشها در چندین موقعیت خاص میدرخشند:
- عملیات راه اندازی وقتی سرمایه محدود است اما به قابلیتهای تولیدی کوچکی نیاز است
- نمونهسازی اولیه برای تحویل سریع قطعات آزمایشی قبل از اقدام به روشهای تولید گرانتر
- تیراژ تولید بسیار کم وقتی تولید فقط ۱ تا ۱۰۰ قطعه یکسان، روشهای گرانتر را توجیه نمیکند
- ورقهای سیلیکونی ضخیم به ویژه برای برش مواد ضخیمتر (۱۰ میلیمتر به بالا) که ممکن است روشهای دیگر را به چالش بکشد، مؤثر است
یکی از مشتریان ما، یک فروشگاه قطعات سفارشی خودرو، منحصراً از برش چاقویی دیجیتال برای قطعات سیلیکونی خود استفاده میکند. با تیراژ تولید معمولاً کمتر از ۵۰ قطعه، انعطافپذیری و هزینههای پایین ابزار کاملاً با مدل تجاری آنها برای تولید قطعات تخصصی برای خودروهای کلکسیونی مطابقت دارد.
چگونه روتاری CNC دقت لازم را برای ورقهای سیلیکونی ضخیم فراهم میکند؟
سازندگان برای برش دقیق ورقهای سیلیکونی ضخیم، به خصوص زمانی که به ویژگیهای سهبعدی پیچیده نیاز باشد، با مشکل مواجه میشوند. روشهای استاندارد برش اغلب با مواد ضخیمتر شکست میخورند و منجر به لبههای ناهموار و عدم دقت در ابعاد میشوند.
روتاری CNC از ابزارهای برش چرخشی تحت کنترل کامپیوتر برای شکلدهی دقیق ورقهای سیلیکونی، به ویژه انواع ضخیمتر (10 میلیمتر +) استفاده میکند. این روش میتواند به تلرانسهای ±0.2 میلیمتر دست یابد، لبههای اریب و خطوط سهبعدی ایجاد کند و موادی تا ضخامت 50 میلیمتر را پردازش کند، که آن را برای کاربردهای تخصصی که به اجزای سیلیکونی ضخیم نیاز دارند، ایدهآل میکند.

تسلط بر ساخت مواد ضخیم
روتاری CNC چالشهای برش به ظاهر غیرممکن را برای بسیاری از مشتریان ما که با ورقهای سیلیکونی ضخیم کار میکنند، حل کرده است. من اخیراً با یک تولیدکننده تجهیزات صنعتی که به پدهای مرطوبکننده سیلیکونی با ضخامت ۲۵ میلیمتر با لبههای زاویهدار دقیق و جیبهای داخلی نیاز داشت، همکاری کردم. روتاری CNC تنها راهحل مناسب بود و دقیقاً همان چیزی را ارائه میداد که روشهای برش معمولی نمیتوانستند به آن دست یابند.
این فناوری از ابزارهای برش چرخشی نصب شده بر روی یک سیستم گانتری کنترل شده توسط کامپیوتر برای حذف دقیق مواد طبق مسیرهای ابزار برنامهریزی شده استفاده میکند. برخلاف سایر روشهای برش که به سادگی مواد را در امتداد یک خط جدا میکنند، روتاری CNC میتواند ویژگیهای سهبعدی مانند موارد زیر را ایجاد کند:
- لبههای پخدار یا مورب
- جیبها و فرورفتگیهایی با عمقهای مختلف
- انتقال ضخامت پلهای
- سطوح بافتدار
- خطوط سهبعدی پیچیده
جنبههای فنی سیلیکون مسیریابی CNC
روت کردن موفقیتآمیز سیلیکون نیاز به دانش تخصصی دارد:
- انتخاب ابزار: معمولاً فرزهای انگشتی کاربیدی با هندسههای خاص برای الاستومرها
- سرعت اسپیندل: معمولاً کمتر از مواد سفت و سخت (۵۰۰۰-۱۵۰۰۰ دور در دقیقه)
- نرخ خوراک: با دقت کنترل میشود تا از تغییر شکل مواد جلوگیری شود
- فیکسچرینگ: برای نگه داشتن ایمن ورقهای سیلیکونی انعطافپذیر در حین ماشینکاری بسیار مهم است
- خنک کننده: اغلب برای جلوگیری از ایجاد گرما که میتواند به خواص سیلیکون آسیب برساند، مورد نیاز است.
چالش اصلی در مورد سیلیکون روتاری CNC، مدیریت انعطافپذیری و خاصیت ارتجاعی ماده است. برخلاف مواد سفت و سخت که در حین ماشینکاری موقعیت خود را حفظ میکنند، سیلیکون میتواند تحت نیروهای برش خم شده و تغییر شکل دهد. این امر نیاز به راهحلهای تخصصی برای فیکسچرینگ و کنترل دقیق پارامترهای ماشینکاری دارد.
کاربردهای عالی برای مسیردهی CNC
این فناوری در چندین سناریوی خاص برتری دارد:
- پردازش مواد ضخیم ایدهآل برای ورقهای سیلیکونی با ضخامت ۱۰ تا ۵۰ میلیمتر که سایر روشهای برش را به چالش میکشند
- ایجاد ویژگیهای سهبعدی وقتی اجزا به ضخامتهای مختلف نیاز دارند، حفرهها،
- الزامات تحمل دقیق حتی در مواد ضخیم، میتواند به تلرانسهای ثابت ±0.2 میلیمتر دست یابد
- عملیات مختلط ترکیب برش، سوراخکاری و بافتدهی سطح در یک دستگاه واحد
| ضخامت مواد | مزیت مسیریابی CNC | محدودیتهای روش جایگزین |
|---|---|---|
| 10-20 میلیمتر | کیفیت لبه تمیز، پایداری ابعادی | برش قالبی به نیروی زیادی نیاز دارد، برش لیزری عمق محدودی دارد |
| 20-30 میلیمتر | توانایی ایجاد ویژگیهای سهبعدی | جت آب ممکن است باعث انحراف مواد و برشهای نامنظم شود |
| 30-50 میلیمتر | کنترل دقیق ضخامت در مناطق بزرگ | اکثر روشهای دیگر نمیتوانند این ضخامت را پردازش کنند. |
یکی از مشتریان تولیدکننده که در سیستمهای ایزولاسیون ارتعاش تخصص دارد، منحصراً از فرزکاری CNC برای قطعات سیلیکونی ضخیم خود استفاده میکند. آنها به ویژه برای توانایی ایجاد پروفیلهای با ضخامت متغیر که عملکرد میرایی را بهینه میکنند و در عین حال ابعاد نصب دقیق را حفظ میکنند، ارزش قائل هستند - چیزی که با روشهای برش سنتی غیرممکن است.
محدودیتهایی که باید در نظر گرفته شوند
اگرچه دستگاه روتاری CNC قدرتمند است، اما معایبی نیز دارد:
- سرعت تولید پایینتر در مقایسه با برش قالبی
- هزینههای بالاتر برنامهنویسی و راهاندازی
- احتمال سایش ابزار که در طول مدت طولانی بر ابعاد تأثیر میگذارد
- برای مواد بسیار نازک (زیر ۳ میلیمتر) مقرون به صرفه نیست
برای بسیاری از کاربردهای تخصصی که نیاز به ساخت سیلیکون ضخیم دارند، این محدودیتها با قابلیتهای منحصر به فردی که روتاری CNC ارائه میدهد، بسیار بیشتر میشوند. هنگام ارزیابی این روش، توصیه میکنم کل چرخه عمر تولید، از جمله تغییرات طراحی بالقوه و نیازهای تولید بلندمدت را در نظر بگیرید.
چگونه روش برش بهینه را برای کاربرد خاص خود انتخاب میکنید؟
مهندسان اغلب روشهای برش را بر اساس آشنایی و نه مناسب بودن انتخاب میکنند که منجر به هزینههای غیرضروری، مشکلات کیفی یا تأخیر در تولید میشود. بدون یک فرآیند ارزیابی سیستماتیک، شرکتها اغلب از رویکردهای ساخت غیربهینه استفاده میکنند.
روش برش بهینه به پنج عامل کلیدی بستگی دارد: حجم تولید، ضخامت مواد، پیچیدگی طراحی، الزامات تلرانس و محدودیتهای بودجه. برش قالبی برای حجمهای بالا، جت آب برای طرحهای پیچیده، لیزر برای تیراژ متوسط، برش چاقویی برای نمونههای اولیه و تراشکاری CNC برای مواد ضخیم عالی است.

هر بار انتخاب درست را انجام دادن
پس از کمک به صدها مشتری برای انتخاب بهترین روش برش برای قطعات سیلیکونیشان، من یک رویکرد سیستماتیک برای این تصمیم ایجاد کردهام. ماه گذشته، وقتی شرکت جان به قطعات سیلیکونی برش سفارشی برای یک خط تولید جدید محصولات کودک نیاز داشت، من او را در این فرآیند دقیق راهنمایی کردم. با ارزیابی دقیق نیازهای خاص او، برش قالبی را به عنوان راهحل بهینه شناسایی کردیم و هزاران دلار در هزینههای تولید او صرفهجویی کردیم.
فرآیند انتخاب شامل ارزیابی پنج عامل حیاتی است:
۱. ارزیابی حجم تولید
مقدار قطعات یکسان مورد نیاز به طور چشمگیری بر اقتصادیترین روش برش تأثیر میگذارد:
- نمونه اولیه/تیراژ کم (۱ تا ۱۰۰ عدد) توصیه شده: برش با چاقوی دستی، برش با تخت دیجیتال. منطق: هزینههای پایین راهاندازی، سرعت تولید پایینتر را توجیه میکند.
- تیراژ متوسط (۱۰۰ تا ۵۰۰۰ عدد) توصیه شده: برش لیزری، برش با جت آب. منطق: تعادل بین هزینههای راهاندازی و راندمان تولید
- تیراژ بالا (بیش از ۵۰۰۰ قطعه) توصیه شده: برش قالبی. منطق: هزینه اولیه بالاتر ابزارسازی با تولید سریع و هزینه پایین به ازای هر قطعه جبران میشود.
۲. ملاحظات ضخامت مواد
فناوریهای برش مختلف، محدوده ضخامت بهینهای دارند:
| محدوده ضخامت | روشهای بهینه | روشهای اجتناب |
|---|---|---|
| 0.5 میلیمتر-2 میلیمتر | برش قالبی، برش لیزری، برش چاقویی | مسیریابی CNC (تنظیم بیش از حد) |
| ۳ میلیمتر تا ۱۰ میلیمتر | برش قالبی، واترجت، برش لیزری | برش با چاقوی دستی (ناهماهنگ) |
| ۱۰ تا ۲۰ میلیمتر | جت آب، مسیریابی CNC | برش لیزری (عمق محدود) |
| ۲۰ میلیمتر + | مسیریابی CNC، جت آب | بیشتر روشهای دیگر |
۳. ارزیابی پیچیدگی طراحی
پیچیدگی طرح شما به طور قابل توجهی بر انتخاب روش تأثیر میگذارد:
- اشکال ساده (دایره، مستطیل، هندسههای پایه) گزینههای متعدد و قابل اجرا: برش قالبی، اقتصادیترین گزینه برای تیراژهای بالاتر است
- پیچیدگی متوسط (ویژگیهای متعدد، برخی برشهای داخلی) بهترین گزینهها: برش قالبی (با حجم بالا)، لیزر یا جت آب (با حجم کم تا متوسط)
- پیچیدگی بالا (جزئیات پیچیده، ویژگیهای داخلی فشرده) بهترین گزینهها: برش با واترجت یا لیزر برای اکثر حجمها
- ویژگیهای سهبعدی (ضخامت متغیر، سطوح منحنی) تنها گزینه مناسب: روتاری CNC
۴. الزامات تحمل
دقت مورد نیاز مستقیماً بر انتخاب روش تأثیر میگذارد:
- تلرانس استاندارد (±0.5 میلیمتر) گزینههای متعدد و قابل اجرا، از جمله برش اقتصادی با چاقو برای حجمهای کمتر
- تلرانس دقیق (±0.2 میلیمتر) نیاز به برش لیزری، واترجت، برش قالبی یا فرزکاری CNC دارد
- دقت بالا (±0.1 میلیمتر) محدود به برش با جت آب، لیزر یا قالب دقیق
۵. محدودیتهای بودجه
ملاحظات مالی اغلب تصمیم نهایی را تعیین میکنند:
- حداقل سرمایهگذاری سیستمهای برش دستی یا تخت دیجیتال کمترین هزینه ورودی را ارائه میدهند
- سرمایهگذاری متوسط برونسپاری به ارائهدهندگان خدمات خرد، تعادلی بین کیفیت و هزینه ایجاد میکند.
- حداکثر کیفیت صرف نظر از هزینه سیستمهای برش پیشرفته داخلی یا ارائه دهندگان خدمات برش ممتاز
با ارزیابی سیستماتیک این پنج عامل، میتوانید با اطمینان روش برش بهینه را برای کاربرد خاص خود انتخاب کنید. طبق تجربه من، این رویکرد ساختاریافته از اشتباهات پرهزینه جلوگیری میکند و بهترین تعادل بین کیفیت، هزینه و بهرهوری تولید را تضمین میکند.
برای بسیاری از مشتریان ما، راهحل ایدهآل اغلب شامل ترکیب چندین روش برش در طول چرخه عمر یک محصول است - شروع با برش با چاقو یا جت آب در طول نمونهسازی اولیه و تولید اولیه با حجم کم، و سپس انتقال به برش قالبی با افزایش حجم و تثبیت طرحها.
نتیجه
انتخاب روش برش مناسب برای ورقهای سیلیکونی شما به نیازهای خاص شما بستگی دارد. برش قالبی برای تیراژ بالا، جت آب برای طرحهای پیچیده، لیزر برای تیراژ متوسط، برش چاقویی برای نمونههای اولیه و تراش CNC برای مواد ضخیم عالی هستند. با ارزیابی این گزینهها در برابر نیازهای خود، به نتایج بهینه خواهید رسید.