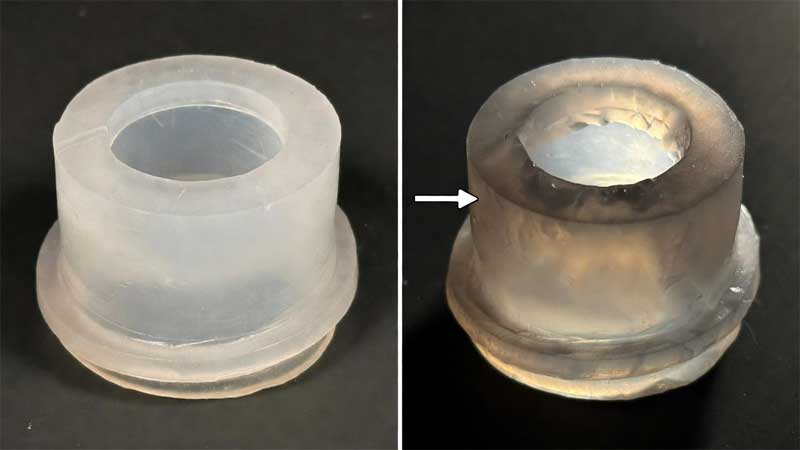
Le problème de l'adhérence des pièces en silicone est récurrent. On moule les pièces avec soin. Elles sont lisses et sèches à la sortie du moule. Tout semble parfait. Puis, un mois plus tard, les clients se plaignent : les joints sont gras, les poignées collent aux doigts, un anneau de dentition glisse du plateau.
Dans le domaine des dispositifs médicaux, produits pour bébé, Pour des ustensiles de cuisine haut de gamme ou non, ce n'est pas seulement agaçant. Cela bloque les livraisons et déclenche des contrôles qualité. Parfois, des lots entiers sont immobilisés. Le pire est simple : la matière première réussit généralement tous les tests de résistance. Seule la surface semble défectueuse.
Nous avons constaté de nombreux cas de ce type. Il y a deux causes principales : soit une véritable altération du réseau de silicone, soit la migration de petites molécules vers la surface et le dépôt d'un film. Identifier rapidement la cause permet d'économiser du temps et de l'argent.

Le véritable coût de la vulgarité sur le terrain
Un joint médical collant peut sembler parfaitement étanche lors d'un test en laboratoire, mais si le personnel soignant ou les patients remarquent son aspect collant, la confiance s'érode rapidement. Il en va de même pour une tétine ou un tapis de cuisson en silicone : les utilisateurs supposent qu'il se dégrade ou libère des substances.
Dans les secteurs réglementés, cela se traduit par des difficultés de documentation, des alertes sur le terrain, voire pire. Nous avons constaté la suspension de contrats d'approvisionnement pluriannuels suite à des rapports récurrents de non-conformité, même après validation des propriétés des produits par des laboratoires tiers. Le coût caché est généralement plus élevé : heures d'ingénierie consacrées à l'analyse des causes profondes, prélèvements supplémentaires pour le contrôle qualité, essais de reformulation et érosion progressive de la confiance des clients qui se tournent vers des alternatives.
Lorsque le réseau polymère se dégrade
Celui-ci est plus difficile à réparer car la chimie a réellement changé.
Contre-attaque et dépolymérisation
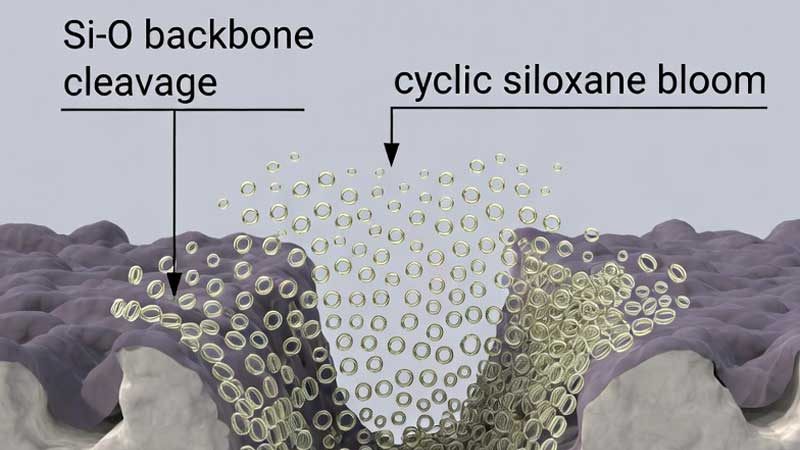
Si une pièce est maintenue trop longtemps à 220–250 °C ou si le pH varie pendant le nettoyage ou le passage en autoclave, la chaîne Si-O commence à se rompre à partir des extrémités réactives. Ceci libère des siloxanes cycliques (D4 et D5 étant les plus fréquemment impliqués). Leur volatilité leur permet d'atteindre rapidement la surface et d'y déposer une couche huileuse. Ce phénomène est surtout observé sur les pièces à forte épaisseur où la chaleur se diffuse de manière inégale, ou lorsque le refroidissement avant démoulage est trop court et que la chaleur résiduelle prolonge la réaction pendant la nuit.
Attaque oxydative due à une exposition prolongée à la chaleur
Les groupes méthyle s'oxydent lorsque le silicone est exposé à une température supérieure à 200 °C à l'air libre pendant plusieurs heures ou jours. La densité de réticulation diminue en surface, le matériau prend une consistance plus résineuse et devient collant. Ce phénomène est observable sur les joints de four, les durites de turbocompresseur et toute pièce soumise à une chaleur constante. Une légère décoloration jaune ou beige accompagne généralement ce phénomène, notamment sur les silicones vulcanisées au peroxyde.
L'humidité et les UV agissent de concert
L'humidité hydrolyse lentement les liaisons Si-O en surface, inversant partiellement la polymérisation. Les UV génèrent des radicaux libres qui accélèrent la rupture des chaînes. Les pièces exposées directement au soleil, stockées dans des entrepôts humides ou transportées dans des climats chauds sans protection présentent ce phénomène le plus rapidement ; elles peuvent parfois devenir collantes en quelques mois seulement.
Affaires de migration – Généralement le véritable coupable
Dans la plupart des échantillons retournés sur le terrain, le polymère est encore largement intact. Le problème vient des particules mobiles qui remontent à la surface ou sont aspirées à l'intérieur.
Siloxanes non réagis restants
Même bon remèdes au platine Des traces de composés cycliques ou à chaînes courtes peuvent subsister si le mélange, le rapport de catalyseur ou les concentrations d'inhibiteur étaient légèrement incorrects. Ces espèces se diffusent progressivement au fil des semaines, surtout lorsque la température ambiante dépasse 20-25 °C. Nous avons déjà eu un problème de bracelet souple devenu collant sur des milliers d'exemplaires à cause d'un sous-dosage de peroxyde d'environ 12 % (1,25 µg/L). Parfaits au contrôle qualité, ils sont devenus collants dans les entrepôts des clients.
Plastifiants s'infiltrant par contact
Le silicone absorbe les phtalates présents sur les barquettes en PVC, les blisters, les étiquettes ou les composants en TPE environnants, comme une éponge. Les esters gonflent la surface, la ramollissent et y laissent une couche collante persistante. Après un essai de stockage malheureux où les joints en silicone côtoyaient des emballages à clapet en PVC, nous avons perdu près d'un tiers du lot en moins de cinq mois suite à des réclamations. Depuis, nous veillons à ce que le silicone soit isolé : aucun PVC n'est à portée de main lors du conditionnement ou de la préparation.
Huiles et graisses provenant de l'environnement
Les huiles cutanées, les graisses de cuisson, les crèmes pour les mains, et même les lubrifiants utilisés en usine sont absorbés par le matériau en raison de sa structure poreuse. Avec le temps, ils s'oxydent et forment un résidu collant difficile à éliminer complètement. Les ustensiles de cuisine et les bracelets connectés en sont de parfaits exemples. Un simple changement – l'ajout d'une mention “ nettoyer avec un savon doux avant la première utilisation ” – a permis de réduire sensiblement les retours sur plusieurs produits de consommation.
Ce que nous faisons en production pour l'empêcher de commencer
Traitement au platine partout où cela est possible
Le peroxyde laisse des résidus acides qui favorisent la migration et l'efflorescence. Les systèmes Platinum réticulent plus efficacement et contiennent beaucoup moins de composés volatils. Pour les applications médicales, alimentaires ou toute application destinée à durer des années, nous n'utilisons plus le peroxyde, sauf si le client l'exige. Le surcoût est réel, mais la réduction des rebuts et des réclamations le justifie pleinement.
Cycle complet de post-cuisson
Nous maintenons les pièces à 200 °C pendant au moins quatre heures dans des fours à forte circulation d'air afin que chaque plateau soit soumis aux mêmes conditions. Ceci élimine les cycles résiduels, accélère la réticulation et augmente la Tg pour une meilleure stabilité à long terme. Les pièces qui ne bénéficient pas de cette étape ou dont le traitement est trop rapide présentent une teneur en extraits plus élevée et une adhérence plus rapide lors du vieillissement sous l'effet de la chaleur et de l'humidité.
Traitements de surface pour spécifications exigeantes
Lorsque la faible friction ou la résistance à la poussière sont essentielles (par exemple, pour les embouts de cathéters ou les joints d'étanchéité), nous privilégions les revêtements minces en Parylene ou l'activation plasma suivie d'une couche de finition fluorée ou phénylée. Le plasma augmente l'énergie de surface, ce qui permet une meilleure adhérence de la couche secondaire et une résistance à l'huile supérieure à celle du silicone non traité.
Contrôle précis sur les composés tendres
Les polymères de dureté 10A à 30A nécessitent un ajout de fluide pour atteindre la souplesse souhaitée, mais la marge entre un niveau optimal et un excès d'huile est faible. Nous réalisons désormais des essais expérimentaux à petite échelle sur chaque nouveau lot de polymère afin de déterminer le niveau d'huile exact. Un niveau trop élevé, même de quelques pourcents, provoque des suintements ; un niveau trop bas entraîne une déchirure prématurée de la pièce.

Comment nous établissons les diagnostics en atelier ou en laboratoire
Lingette simple à l'alcool isopropylique
Humidifiez un chiffon non pelucheux avec de l'isopropanol 99 % et frottez fermement la zone collante pendant 10 à 15 secondes. Si la colle disparaît complètement et que la surface redevient sèche, il s'agit d'une migration superficielle ou d'une contamination. Si la surface reste molle et collante après plusieurs passages, la dégradation est plus profonde.
Évolution de la dureté au fil du temps
Mesurez la dureté Shore A au même endroit : jour zéro, puis après quatre et douze semaines de stockage à température contrôlée. Une baisse constante de 5 points ou plus indique généralement une rupture de la chaîne. Dans les cas de migration, la dureté globale reste quasiment constante.
Analyse rapide FTIR
Le mode ATR permet une détection rapide des corps étrangers. Le silicone pur présente des bandes Si-O nettes autour de 1080 et 1010 cm⁻¹ ainsi que des bandes Si-CH₃ à 1260 et 2960 cm⁻¹. Tout pic carbonyle aux alentours de 1720–1740 cm⁻¹ indique la présence de produits d'oxydation ou de phtalates.
| Signe / Test | Signes de dégradation | Points vers la migration |
| lingette à l'IPA | Le piquet reste ou revient rapidement | Les clous se soulèvent, la surface retrouve son aspect normal |
| Rivage Un changement | Baisse notable (5 points et plus) | Reste à 2 ou 3 points près |
| Odeur lorsqu'il est chauffé | Caoutchouc brûlé ou acide léger | Huileux, parfois légèrement sucré/plastique |
| Délai d'apparition | Lié à un événement lié à la chaleur, aux UV ou à l'humidité | Construction lente, souvent de 3 à 12 semaines |
| Déclencheurs typiques | Surcuisson, mauvais stockage, exposition | Durcissement incomplet, PVC à proximité, huiles |
| Substances extractibles dans un solvant | Modéré | Généralement plus élevés (cycliques, esters) |
| Permanent? | Nécessite une refonte ou une reformulation | Souvent, un simple nettoyage suffit à résoudre le problème. |

Principes de base du stockage et de la manutention
Conserver à une température inférieure à 25 °C et à une humidité relative de 50 %. Utiliser des sacs ou des barquettes en polyéthylène ; éviter tout contact direct avec du PVC ou du carton. Signaler les incompatibilités de matériaux dès les premières phases de conception afin d’éviter toute situation où du silicone serait en contact avec un composant riche en plastifiants.
Conclusion
Le silicone est résistant et tolérant à bien des égards, mais il n'est pas indestructible. Son adhérence dépend presque toujours des choix que nous faisons concernant les matières premières, les conditions de polymérisation, le post-traitement et le stockage ou l'assemblage des pièces. En ajustant correctement ces paramètres, le problème disparaît en grande partie.








