La performance d'un clavier en silicone commence bien avant que le premier bouton ne soit enfoncé : elle commence dès l'outillage. Le moule est le modèle principal.
Les moules de clavier en silicone sont conçus à l'aide d'un usinage de précision et d'une conception CAO pour garantir une forme précise, une réponse tactile et une fiabilité de production à long terme.
Un clavier parfait commence par un outillage parfait. Chez RuiYang Silicone, nous avons constaté qu'un excellent moule garantit une qualité constante, tandis qu'un moule défectueux engendre des problèmes de production. Laissez-moi vous montrer comment nous fabriquons des moules qui durent des millions de cycles.
Quel est le rôle de la CAO dans la conception des moules ?
Tout commence par un modèle 3D. C'est là que les idées de conception se transforment en véritables outils de production.
La conception assistée par ordinateur (CAO) permet de créer des modèles 2D et 3D du clavier, incluant la course des touches, la géométrie de la sangle et l'ajustement global. Ces données guident l'ensemble du processus d'outillage.

Nos ingénieurs créent le moule à partir de la conception de votre clavier. Le fichier CAO inclut tous les détails : hauteur des boutons, pas des touches, rayon des bords et forme exacte de la sangle. Nous simulons l'écoulement, la compression et le durcissement du silicone.
Nous analysons également les contre-dépouilles, les angles de dépouille et les points d'éjection. Un modèle CAO clair évite les révisions d'outils ultérieures, ce qui permet de gagner du temps et de réduire les coûts.
| Éléments CAO | But |
|---|---|
| Modèle 3D du clavier | Affiche la forme et les dimensions |
| Géométrie de la sangle | Définit le retour tactile |
| Conception de la ligne de séparation | Empêche les flashs ou les désalignements |
| Angles de dépouille de l'outillage | Facilite le démoulage |
Une base de conception solide conduit à moins d’erreurs et à des cycles de production plus rapides.
Comment la base du moule est-elle sélectionnée et préparée ?
Le choix de la bonne base de moule détermine la durée de vie de l'outil et l'efficacité de la production.
Les bases des moules sont généralement fabriquées en acier trempé ou en aluminium. Le matériau est choisi en fonction du volume de production, de la précision et de la durabilité.

Pour la plupart des séries de production, nous utilisons de l'acier à outils P20 ou H13. Ces matériaux résistent à des pressions et des températures élevées sur de longues séries. L'aluminium est utilisé pour les prototypes ou les petites séries en raison de sa grande usinabilité.
Avant l'usinage, nous traitons le matériau pour la dureté et polissons la surface pour éviter les défauts dans le clavier final.
| Matériau du moule | Cas d'utilisation | Avantages |
|---|---|---|
| Acier P20 | Production à volume moyen | Bonne résistance et durabilité |
| Acier H13 | Industrie à haut volume | Excellente résistance thermique |
| Aluminium | Prototypes, petites séries | Usinage rapide, faible coût |
La durée de vie de l'outil peut atteindre 500 000 à 1 million de cycles selon la maintenance.
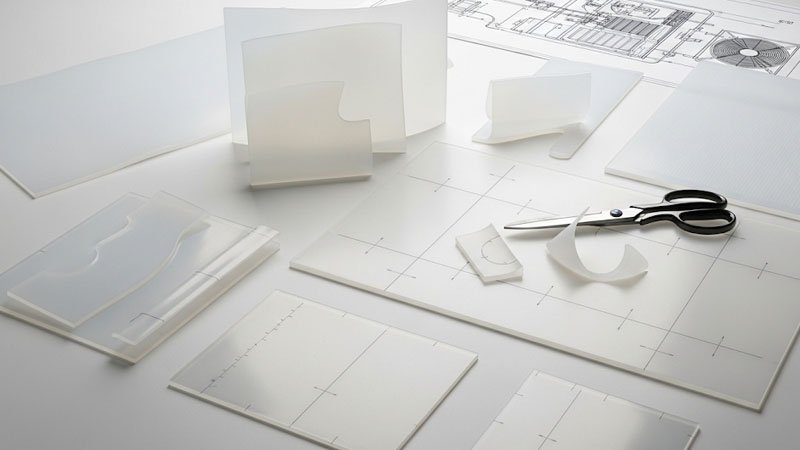
Quelles techniques CNC sont utilisées dans l'usinage des moules ?
L'usinage donne vie au design : chaque rainure et chaque dôme doivent être exacts.
Le fraisage CNC, l'EDM (usinage par décharge électrique) et le perçage à grande vitesse sont utilisés pour créer des cavités de moule précises et des textures de surface fines.
Nous commençons par le fraisage CNC pour découper la forme de base du moule. Ensuite, pour les formes clés complexes et les tolérances serrées, nous utilisons l'électroérosion. Cela nous permet de créer des angles vifs et des motifs de sangle délicats.
Nous accordons une attention particulière à l'alignement des clés, aux trous d'aération et à la texture de surface. La finition de surface influence le démoulage, l'adhérence du revêtement et l'apparence de la pièce.
| Processus CNC | Utiliser |
|---|---|
| Fraisage | Mise en forme globale de la cavité |
| EDM | Détails nets et coupes profondes |
| Polissage | Affinage final de la surface |
L'usinage de précision garantit que chaque pièce du moule s'emboîte parfaitement.
Comment la sangle est-elle conçue pour le contrôle tactile ?
La sangle sous chaque touche contrôle la sensation tactile : c'est là que la fonction rencontre la forme.
La conception de la sangle inclut l'épaisseur, l'angle et la structure de support. Ces facteurs déterminent la force nécessaire pour appuyer et le rebond de la touche.
Nous simulons l'affaissement et le retour en arrière de la sangle à l'aide d'outils logiciels. Une conception typique utilise une sangle conique entre le haut et la base de la clé. L'épaisseur de la sangle varie de 0,3 mm à 0,7 mm.
Lors de la création du moule, les cavités des sangles doivent être parfaitement usinées. Un angle ou une profondeur incorrects peut entraîner une mauvaise sensation tactile.
| Fonction de sangle | Impact sur la fonction |
|---|---|
| Épaisseur | Détermine la force de pression |
| Angle | Affecte la sensation de claquement |
| Diamètre | Contrôle la force de rebond |
Il s'agit de l'une des pièces les plus personnalisées du moule. Aucun clavier ne se ressemble, car chaque sangle est unique.
Comment sont traités les moules multi-shot et les moules à insertion ?
Certaines conceptions nécessitent des étapes de moulage complexes, comme plusieurs matériaux ou des composants intégrés.
Les moules multi-injection et à inserts permettent le surmoulage de silicone sur des cadres en plastique, des inserts de circuits imprimés ou des zones bicolores. Ces moules nécessitent un alignement précis et un outillage secondaire.
Pour la fabrication d'un clavier avec un cadre en plastique ou un modèle à double duromètre, nous utilisons le moulage par insertion. Le composant de base est d'abord placé dans le moule, puis du silicone est moulé par-dessus ou autour.
Pour les claviers bicolores ou bi-dureté, nous utilisons un moule multi-injection. L'outillage comprend des canaux et des empreintes distincts pour chaque injection de matériau.
| Type de moulage | Cas d'utilisation |
|---|---|
| Moulage par insertion | Silicone sur PC ou cadre en métal |
| Moulage à double injection | Claviers bicolores ou bi-dureté |
| Moulage hybride | Électronique intégrée dans du silicone |
Cette étape prend plus de temps à concevoir mais offre une fonctionnalité et une esthétique inégalées.
Comment l'outillage est-il validé avant la production en série ?
Avant la production complète, chaque moule doit prouver qu'il peut offrir précision et répétabilité.
Nous effectuons des échantillonnages T1, des contrôles dimensionnels et des tests de force tactile sur des pièces d'essai pour garantir la précision du moule avant de le lancer pour la production en série.
Après l'usinage, nous testons le moule en effectuant un petit lot (appelé échantillons T1). Ceux-ci sont vérifiés pour :
- Flash ou défauts
- Visibilité de la ligne de séparation
- Alignement des boutons
- Réponse de la sangle
Nous mesurons les dimensions clés et effectuons des tests de force-déplacement pour vérifier les performances tactiles. Si nécessaire, nous révisons les zones d'aération ou de polissage pour une meilleure libération des pièces.
| Étape de validation | Ce que nous vérifions |
|---|---|
| Échantillonnage T1 | Forme générale et surface |
| Contrôle dimensionnel | Hauteur des boutons, espacement, ajustement |
| Test tactile | Courbe de force, rapport d'accrochage |
| Analyse de l'écoulement des moules | Consistance du matériau de remplissage |
Ce n'est qu'après approbation complète que nous passons à la production à grande échelle. Nous bloquons l'outillage et commençons les cycles de contrôle qualité standard.
Conclusion
La création de moisissures est la base de chaque clavier en siliconeDe la CAO à la CNC jusqu'à la validation finale, chaque étape garantit que le produit final a une apparence et une sensation agréables et dure aussi longtemps qu'il le devrait.