Vous cherchez une comparaison claire entre le silicone et le TPU ? La plupart des recherches renvoient soit à des fiches techniques, soit à des articles vagues du type “ ça dépend ”. Aucun ne précise où s’arrête l’un et où commence l’autre.
Le silicone est un thermodurcissable stable à la chaleur, utilisé dans les secteurs alimentaire, médical et pour les applications à haute température. Le TPU est un thermoplastique robuste et résistant à l'abrasion, utilisé dans les secteurs du sport, de l'électronique et pour la production en grande série de pièces. Ces deux matériaux ne sont pas interchangeables.
Le silicone fonctionne de −60 °C à +230 °C et répond aux normes FDA 21 CFR 177.2600, LFGB §30/31 et USP Classe VI. Le TPU fonctionne de −40 °C à +80 °C, offre une résistance à l'abrasion 3 à 5 fois supérieure (DIN 53516 : 20 à 80 mm³ contre 100 à 300 mm³ pour le silicone), une résistance à la traction plus élevée et des cycles d'injection de 30 à 60 s contre 2 à 5 min pour le silicone.
Qu'est-ce que le silicone ?
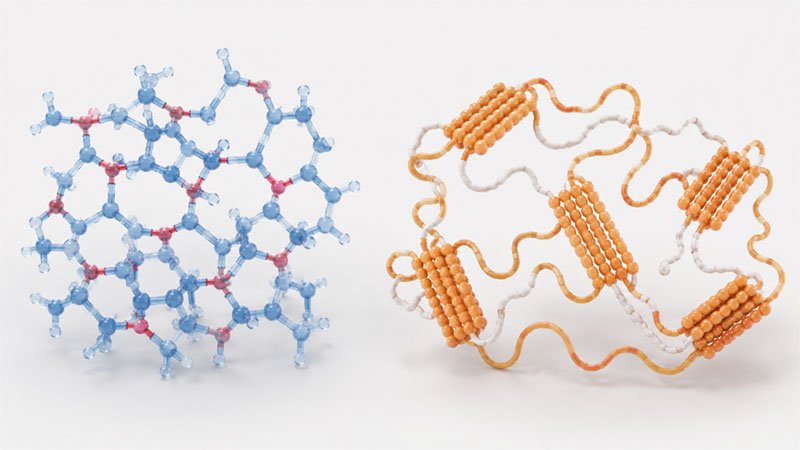
Le silicone (formellement polydiméthylsiloxane, PDMS) est un élastomère thermodurcissable inorganique dont le squelette est constitué de silicium et d'oxygène (Si-O), dérivé de la silice. Une fois polymérisé, son réseau moléculaire est permanent ; il ne ramollit pas et ne se reflue pas sous l'effet de la chaleur.
Principales caractéristiques en un coup d'œil :
- Plage de température: −60 °C à +230 °C (en continu), jusqu'à +250 °C à court terme pour les nuances HCR stabilisées thermiquement.
- Gamme de dureté: Rivage A 10 à 80.
- Systèmes de durcissement: durci au platine (sans sous-produits, inodore, de qualité alimentaire/médicale) ou durci au peroxyde (moins coûteux, applications industrielles). Voir Vulcanisation du silicone pour savoir comment chaque système interagit réellement.
- Voie réglementaire: FDA 21 CFR 177.2600, LFGB §30/31, USP Classe VI, ISO 10993-5/-10 — le tout accompagné d'une documentation fournisseur complète.
- Stérilisation: autoclave 121 °C, eau bouillante, vapeur — tout est compatible.
- Processus de moulage: Moulage par compression HTV ou moulage par injection LSR (caoutchouc silicone liquide) (tolérance de ±0,02 mm).
Si vous avez besoin d'informations de base complètes sur les silicones (types, propriétés et adéquation au processus), commencez ici : Guide complet des matériaux en silicone.

Qu'est-ce que le TPU ?
Le TPU (polyuréthane thermoplastique) est un élastomère thermoplastique organique composé de segments alternés de polyuréthane rigides et souples. Il se ramollit et reprend sa forme initiale sous l'effet de la chaleur, ce qui permet le moulage par injection à des temps de cycle courts et le recyclage mécanique des chutes de production.
Principales caractéristiques en un coup d'œil :
- Plage de température: −40 °C à +80 °C (en continu). Les nuances stabilisées thermiquement atteignent +120 °C sur une courte durée.
- Gamme de dureté: Du rivage A 60 au rivage D 75.
- résistance à l'abrasion: DIN 53516 perte de masse 20–80 mm³ — 3 à 5 fois mieux que le silicone.
- Voie réglementaire: Les certifications FDA et USP Classe VI sont disponibles pour certaines qualités de polyéthers aliphatiques ; la qualification LFGB est rare et spécifique au projet.
- Stérilisation: non compatible avec l'autoclave ou la vapeur au-dessus de 80 °C.
- Processus de moulage: moulage par injection thermoplastique standard, cycle de 30 à 60 s, tolère le rebroyage, sans four de post-cuisson.
- Sous-types: TPU polyester (meilleure résistance à l'huile et à l'abrasion, sensible à l'hydrolyse) vs. TPU polyéther (meilleure résistance à l'hydrolyse et flexibilité à basse température).

Différences entre le silicone et le TPU au niveau des matériaux
La principale différence est thermodurcissable vs thermoplastique — ce qui génère la quasi-totalité des propriétés situées en aval.
Silicone — thermodurcissable inorganique
- Squelette : silicium–oxygène (Si–O), pas de carbone dans la chaîne principale.
- Durcissement : la réticulation chimique avec du platine ou du peroxyde forme un réseau 3D permanent.
- Comportement sous l'effet de la chaleur : ne ramollit pas et ne fond pas. Se décompose uniquement au-dessus de ~300 °C.
- Conséquence : stabilité thermique élevée, pas de remodelage après durcissement, pas de recyclage mécanique.
TPU — thermoplastique organique
- Structure principale : polyuréthane à base de carbone avec segments durs et souples alternés.
- Durcissement : sans réticulation chimique. Les segments rigides forment des liaisons physiques (réversibles).
- Comportement sous l'effet de la chaleur : ramollit à 80–120 °C, fond autour de 180–230 °C, peut être remodelé.
- Conséquence : cycles de production courts, recyclable mécaniquement, mais enveloppe thermique limitée.
Cette distinction explique pourquoi le silicone supporte la stérilisation en autoclave alors que le TPU ne le supporte pas, pourquoi le TPU peut être rebroyé alors que le silicone ne le peut pas, et pourquoi le silicone a besoin d'un four de post-cuisson alors que le TPU n'en a pas besoin.
Silicone vs TPU : Comparaison complète des propriétés
notes de baseCette comparaison utilise le LSR vulcanisé au platine comme silicone de référence et le TPU aliphatique standard injecté comme TPU de référence. Les silicones spéciales (silicone haute résistance à la déchirure, fluorosilicone, TPU polyester, TPU chargé de fibres de verre, etc.) peuvent présenter des écarts allant jusqu'à ±30° sur chaque axe.
| Propriété | Silicone (vulcanisé au platine) | TPU |
|---|---|---|
| classe de matériaux | élastomère thermodurcissable | élastomère thermoplastique |
| Densité | 1,10–1,25 g/cm³ | 1,10–1,30 g/cm³ |
| Gamme de dureté | Rivage A 10–80 | Côte A 60 – Côte D 75 |
| Résistance à la traction | 6–11 MPa | 25–55 MPa |
| Allongement à la rupture | 300–800% | 400–700% |
| Résistance à la déchirure | 10–40 kN/m | 30–140 kN/m |
| compression résistive (22 h / 70 °C) | 10–25% | 30–50% |
| Abrasion (DIN 53516) | perte de 100 à 300 mm³ | perte de 20 à 80 mm³ |
| Température continue | −60 °C à +230 °C | −40 °C à +80 °C |
| stabilité aux UV (sans additif) | Excellent | Jaunes en quelques mois |
| résistance à l'ozone | Excellent | Bien |
| contact alimentaire (FDA / LFGB) | Chemin standard | FDA : catégories restreintes ; LFGB : rares |
| Médical (USP / ISO 10993) | Chemin standard | Seuls certains grades médicaux sont concernés. |
| Autoclave / stérilisation à la vapeur | Oui (121 °C) | Non |
| recyclabilité mécanique | Non | Oui (broyé) |
| Cycle de moulage typique | 2 à 5 min (cure LSR) | 30–60 s |
| Coût de l'outillage | Supérieur (LSR) | Inférieur |
| Coût unitaire à volume élevé | Plus haut | Inférieur |
Lecture du tableau :
- TPU l'emporte sur les axes mécaniques: comportement en traction, déchirure, abrasion et compression à température ambiante.
- Le silicone l'emporte sur les plans environnemental: température, UV, ozone, vapeur, inertie chimique.
- Le TPU l'emporte en termes de coût et de recyclabilité..
- Le silicone l'emporte sur les circuits de contact régulés (alimentation, peau, médecine).
Coût indicatif des matières premières (USD/kg, fourchette de prix de référence du marché 2025) :
- TPU de qualité injection (polyester ou polyéther) : $4–10/kg
- TPU médical / aliphatique / qualifié par la FDA : $12–25/kg
- Silicone HCR durci au peroxyde industriel : $6–12/kg
- LSR vulcanisé au platine (qualité alimentaire/médicale) : $10–25/kg
Le coût des pièces finies dépend davantage de l'amortissement de l'outillage, du temps de cycle, de la certification et du volume annuel que du prix des granulés. L'avantage du TPU en matière de coût de la résine s'amenuise, voire s'inverse, dès lors qu'une qualification pour le contact médical ou alimentaire est requise.
Coût indicatif de l'outillage (moule de production, référence 2025) :
- Moule d'injection en acier TPU (2 cavités) : $15–40k
- Moule de compression en silicone HCR : $5–25k
- Moule d'injection à canaux froids LSR (2 cavités) : $40–80k
- Moule LSR multicavité haute précision : $80–150k+

Résistance chimique et environnementale
La durabilité réelle dépend autant de l'exposition chimique que des caractéristiques mécaniques.
| Exposition | Silicone | Polyester TPU | TPU polyéther |
|---|---|---|---|
| Eau, détergents doux | Excellent | Excellent | Excellent |
| huiles et graisses de cuisson | Bon (un peu de gonflement) | Excellent | Bien |
| Huiles minérales, carburants | Juste (le silicone gonfle) | Excellent | Équitable |
| Acides et bases dilués | Bien | Équitable | Équitable |
| Solvants polaires (alcools) | Bien | Équitable | Équitable |
| Eau chaude et vapeur (au-dessus de 80 °C) | Excellent | Pauvre | Pauvre |
| UV / vieillissement extérieur | Excellent | Mauvaise qualité sans stabilisateur UV | Mauvaise qualité sans stabilisateur UV |
| Ozone | Excellent | Bien | Bien |
| milieux humides / hydrolyse | Excellent (inerte) | Mauvaise (sensible à l'hydrolyse) | Excellent |
Note pratique : polyester TPU Il offre une résistance maximale à l'huile, au carburant et à l'abrasion, mais se dégrade en milieu humide par hydrolyse des liaisons ester — sa durée de vie dans des conditions tropicales ou soumises à un lavage fréquent peut chuter brutalement. TPU polyéther Elle sacrifie une légère résistance à l'huile au profit d'une excellente résistance à l'hydrolyse et d'une meilleure flexibilité à basse température, ce qui en fait le matériau de prédilection pour les sangles d'extérieur, les tubulures de perfusion et les vêtements connectés. Le silicone est chimiquement inerte dans la plupart des environnements, mais il gonfle au contact des hydrocarbures non polaires (essence, hexane).
Surface, toucher et aspect
Pour les produits de consommation, l'aspect et le toucher d'un matériau comptent souvent autant que sa fiche technique.
| Attribut | Silicone | TPU |
|---|---|---|
| Surface par défaut | Fini mat à satiné, sensation “ peau douce ” | Brillant et lisse, au toucher “ caoutchouteux ”. |
| collant | Légèrement collant / adhérent | Lisse, non collant |
| Gamme de couleurs | Gamme complète ; qualités translucides et pastel propres | Gamme complète ; couleurs transparentes et profondes excellentes |
| Stabilité des couleurs sous UV | Excellent | Jaune visible sans additif UV |
| Imprimabilité (logos, encre) | Nécessite du plasma ou une amorce | Accepte les encres standard |
| Liaison à d'autres matériaux | Nécessite une sous-couche ou un co-moulage | Collage par adhésifs et surmoulage |
Lecture tactile par défaut : le silicone évoque “ bébé, cuisine, médical, doux et de qualité supérieure ”. Le TPU évoque “ sport, résistant, transparent, technique ”. Les deux peuvent être teintés, texturés ou finis, mais l’information de marque de base est différente.

Biocompatibilité et contact avec la peau
Pour les produits qui entrent en contact avec la peau, la bouche ou les tissus corporels, la biocompatibilité est le critère déterminant.
- Silicone de qualité médicale vulcanisé au platineConforme aux normes USP Classe VI et ISO 10993-5/-10. Norme pour les implants chirurgicaux, les cathéters, les tétines pour bébés, les coupes menstruelles et les masques CPAP. Hypoallergénique et chimiquement inerte. Voir Silicone de qualité alimentaire pour plus de détails sur le parcours de qualification pour le contact alimentaire.
- TPU polyéther de qualité médicaleCe produit répond également aux normes USP Classe VI et ISO 10993 pour certaines qualités. Il est conforme à la norme pour les tubulures de perfusion intraveineuse, les pansements et les capteurs médicaux portables. Généralement hypoallergénique, il est toutefois soumis à des restrictions quant aux qualités utilisées.
Pour contact direct prolongé avec la peau, la bouche ou les tissus corporels Sur les marchés réglementés, le silicone bénéficie d'une documentation plus établie. produits à court terme ou à contact de surface (capteurs, films, sangles, emballages), le TPU de qualité médicale est largement accepté.

Domaines d'application de chaque matériau
Utilisez cette liste de contrôle comme règle de décision opérationnelle. Chaque point associe un critère de sélection à des exemples concrets de produits appartenant à cette catégorie.
Utilisez du silicone lorsque :
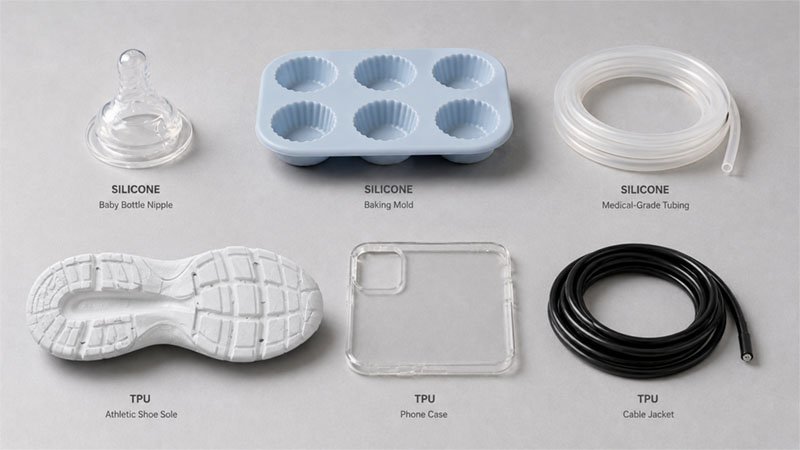
- Le produit entre en contact avec des aliments, la peau ou les tissus corporels et nécessite une certification FDA 21 CFR 177.2600, LFGB §30/31, USP Classe VI ou ISO 10993. (Exemples : sucettes pour bébés, tétines de biberon, ustensiles de cuisine, coupes menstruelles, masques CPAP, cathéters, pansements pour plaies.)
- La température de fonctionnement dépasse continuellement 80 °C, ou la stérilisation par autoclave / eau bouillante / vapeur fait partie de l'utilisation normale. (Exemples : tapis de four, moules à pâtisserie, joints automobiles, tubes chirurgicaux, joints d’étanchéité pour le stockage des aliments.)
- L’exposition aux UV, à l’ozone ou à une exposition extérieure pluriannuelle fait partie de l’environnement de service. (Exemples : joints d’étanchéité extérieurs, joints de panneaux solaires, isolation des câbles marins.)
- L'isolation électrique à haute température ou l'amortissement des vibrations constituent le cas de charge dominant. (Exemples : gaines de câbles haute tension, encapsulation de moteurs, amortisseurs automobiles.)
- L'identité de la marque repose sur une sensation tactile douce, mate, évoquant une “ peau de qualité supérieure ”. (Exemples : applicateurs de maquillage, bracelets de montre haut de gamme, ensembles pour l’alimentation des bébés, pinceaux de soin de la peau.)
Utilisez le TPU lorsque :
- La résistance à l'abrasion, à la déchirure ou aux chocs constitue le principal cas de charge. (Exemples : semelles extérieures et intermédiaires de chaussures, étuis de téléphone, gaines de câbles, courroies transporteuses, joints hydrauliques, doublures résistantes à l’abrasion, protège-tibias.)
- Le produit fonctionne à température ambiante avec une exposition maximale inférieure à 80 °C.
- Les principales contraintes sont le moulage par injection à grand volume avec un volume annuel suffisamment élevé pour amortir l'outillage (généralement plus de 30 000 pièces par cavité) et un faible coût unitaire. (Exemples : bracelets de fitness, étuis de téléphone transparents, films protecteurs pour vêtements, supports anti-traction pour écouteurs.)
- Le recyclage des déchets de production est exigé par les directives ESG ou les spécifications du client.
- Une couleur transparente profonde ou une finition brillante font partie de l'identité de la marque. (Exemples : poches gonflables transparentes, sacs étanches, housses de planches à pagaie, films pour vêtements de mode, bracelets de montre transparents.)
Comment choisir : Arbre de décision rapide
Trois questions déterminent la plupart des projets.
1. Le produit sera-t-il exposé à une chaleur continue supérieure à 80 °C ou à une stérilisation à la vapeur/autoclave ?
→ Oui : silicone.
→ Non : passez à la Q2.
2. Ce produit a-t-il besoin d'une documentation FDA, LFGB, USP Classe VI ou ISO 10993 pour le contact avec les aliments, la peau ou le corps ?
→ Oui : silicone (voie de qualification plus rapide).
→ Non : passez au T3.
3. L'abrasion, la déchirure ou l'impact constituent-ils le principal cas de charge, avec un volume annuel suffisamment élevé pour amortir l'outillage d'injection (généralement plus de 30 000 pièces par cavité) et le coût unitaire comme principale contrainte ?
→ Oui : TPU.
→ Non : la spécification est incomplète — définissez l'axe de charge dominant avant de verrouiller le matériau.
Si une pièce répond “ oui ” aux questions Q1/Q2 et Q3, les contraintes sont contradictoires. Il faut alors soit revoir le périmètre (en la décomposant en un assemblage multi-matériaux avec des surfaces de contact en silicone sur un corps en TPU), soit choisir la norme non négociable.
Durabilité et fin de vie
| Axe de durabilité | Silicone | TPU |
|---|---|---|
| Recyclage mécanique (broyage) | Non | Oui |
| Recyclage chimique | Émergent (R&D en dépolymérisation) | Émergent (glycolyse pour certains grades) |
| Matières premières biosourcées | Limité | Grades de Bio-TPU disponibles (30–70% bio-teneur) |
| Durée de vie typique | Plus de 10 ans | 3 à 8 ans |
| Fin de vie | Inerte, non biodégradable en décharge | Dégradation lente ; les qualités de polyester s’hydrolysent |
Le TPU a le plus propre histoire de l'économie circulaire (broyé, biosourcé). Le silicone a la plus longue durée de vie. durabilité à vie unique Aucune des deux n'est biodégradable dans des délais raisonnables ; toutes deux sont inertes dans les conditions d'enfouissement.

Là où la comparaison induit en erreur
Trois erreurs courantes lors de la comparaison du silicone et du TPU :
- Comparaison basée uniquement sur la rive A. Les deux matériaux se chevauchent dans Shore A 60–80, mais des chiffres de dureté identiques ne prédisent pas la résistance à la déchirure, la déformation rémanente à la compression ou le comportement thermique.
- Considérer la “ qualité alimentaire ” comme une seule norme. Non. Indiquez le règlement par marché cible et la clause : USA FDA 21 CFR 177.2600, UE/Allemagne LFGB §30/31 et BfR XV, Chine GB 4806.11, Japon JHOSPA / JFSL 370, Inde La norme BIS IS 9873. Chaque norme a des limites de migration, des méthodes de test et des listes d'additifs acceptés différentes.
- Comparer le coût des granulés plutôt que celui des pièces. Les granulés de TPU sont moins chers au kilogramme, mais le coût final par pièce dépend de l'outillage, de la qualification, de la stérilisation et du volume annuel.
Silicone ou TPU : FAQ
Le silicone est-il plus sûr que le TPU pour le contact alimentaire ?
Oui, pour la plupart des applications. Le silicone vulcanisé au platine est conforme aux normes FDA 21 CFR 177.2600 et LFGB §30/31. Le TPU peut être conforme aux normes FDA pour certaines qualités aliphatiques, mais la conformité LFGB est rare. Pour les articles pour bébés et les ustensiles de cuisine vendus en Europe, le silicone est le matériau de référence. Consultez la section « Silicone de qualité alimentaire vs autres silicones » pour connaître les différences entre les qualités de silicone.
Le TPU peut-il résister aux températures du lave-vaisselle ?
En général, non. Les cycles de lavage standard atteignent 60 à 75 °C, une température proche ou supérieure à la limite supérieure d'utilisation de la plupart des TPU. Le silicone supporte ces températures sans se déformer. Consultez la section « Lavage au lave-vaisselle ou à la main des produits pour bébés en silicone » pour connaître l'impact des cycles de lavage sur le silicone après plusieurs années d'utilisation.
Lequel est le plus durable, le silicone ou le TPU ?
Cela dépend du type de charge. Le TPU offre une résistance à l'abrasion et une résistance à la traction 3 à 5 fois supérieures. Le silicone présente une bien meilleure résistance aux UV, à l'ozone et à la chaleur. Pour les pièces soumises à l'usure, le TPU est préférable. En cas de forte chaleur ou d'exposition aux intempéries, le silicone est plus adapté.
Le TPU est-il moins cher que le silicone ?
Par unité, généralement oui — le cycle de production du TPU s'effectue en 30 à 60 secondes contre 2 à 5 minutes pour le silicone, avec un coût d'outillage inférieur. L'écart se réduit lorsque la qualification réglementaire et la stérilisation sont requises, car ces coûts pèsent plus lourdement sur les programmes TPU que sur ceux utilisant le silicone.
Le silicone ou le TPU est-il préférable pour les produits en contact avec la peau, comme les bracelets de montre ?
Les deux matériaux sont efficaces. Le TPU est privilégié pour les bracelets de sport et de fitness (résistance à l'abrasion et à la transpiration, finition brillante, coût inférieur). Le silicone est préféré pour les dispositifs de surveillance médicale et les bracelets haut de gamme offrant un toucher doux. Pour les dispositifs portés en contact permanent avec le corps sur les marchés réglementés, le silicone de qualité médicale bénéficie d'une documentation plus simple.
Peut-on combiner le silicone et le TPU dans un seul produit ?
Oui, par surmoulage ou assemblage. Une combinaison courante : un corps structurel en TPU (abrasion et chocs) avec des joints, des bagues d’étanchéité ou des surfaces de contact en silicone (chaleur et contact alimentaire/peau). L’adhérence entre les deux nécessite un primaire ou un emboîtement mécanique.
Quel matériau est le plus adapté à une utilisation en extérieur ?
Le silicone, et de loin, est la meilleure option pour les qualités standard. Le TPU non modifié jaunit et devient cassant sous l'effet des UV en 6 à 12 mois. Le silicone, quant à lui, est stable aux UV et à l'ozone pendant des années sans additifs. TPU aliphatique stabilisé aux UV (généralement un polyéther aliphatique à base de MDI) conserve sa couleur et ses propriétés mécaniques pendant 2 à 3 ans en extérieur, mais coûte 2 à 3 fois plus cher que le TPU standard et reste une solution de niche, et non la solution de masse.