Dans ce guide pratique et sans fioritures, nous révélons précisément pourquoi le silicone transparent non jaunissant vire au jaune citron pâle en 6 à 12 mois sous le soleil californien et comment les ingénieurs CMF, les concepteurs de produits et les marques peuvent enfin spécifier un LSR de qualité optique qui résiste réellement aux environnements côtiers, urbains et exposés aux UV pendant des années.

Le mythe coûteux qui continue de dominer les avis sur CMF
Depuis des années, les fournisseurs présentent le silicone non jaunissant comme la solution miracle pour les designers exigeant des pièces d'une transparence cristalline qui le restent. Il suffit de consulter n'importe quel salon CMF à San Francisco, Boston ou Seattle pour entendre le même discours : “durci au platine, ” Verre LSR de qualité optique – clarté garantie à vie. »
Pourtant, sous le soleil intense de Californie, avec ses plus de 300 jours d'ensoleillement quotidien de Los Angeles à la baie de San Francisco, les bracelets de montres connectées transparents, les diffuseurs d'éclairage extérieur et les boîtiers d'écouteurs d'extérieur jaunissent régulièrement, passant d'une transparence cristalline à une teinte jaune citron pâle en seulement 6 à 12 mois. Ce jaunissement du silicone transparent n'est pas qu'un simple problème esthétique ; il témoigne d'une dégradation plus profonde : fragilisation, perte d'élasticité et baisse significative de la transmission lumineuse, ce qui nuit aux performances du produit.
Après plus de 15 ans de production à grande échelle de LSR pour des marques nord-américaines, nous avons constaté la répétition des mêmes problèmes de défaillance dans nos usines en Chine, au Vietnam et aux États-Unis. Ce n'est pas une théorie, c'est la réalité du terrain, une réalité que les brochures marketing passent sous silence.
Analyse approfondie en chimie : réticulation par addition vs réticulation par condensation
Pourquoi la polymérisation par addition (platine) est-elle la solution gagnante pour les applications optiques ?
La structure de base du silicone — la chaîne Si-O-Si — est effectivement l'une des liaisons les plus stables aux UV en chimie des polymères. C'est pourquoi ce mythe persiste. Le problème réside dans les chaînes latérales et tous les autres composants ajoutés lors de la fabrication.
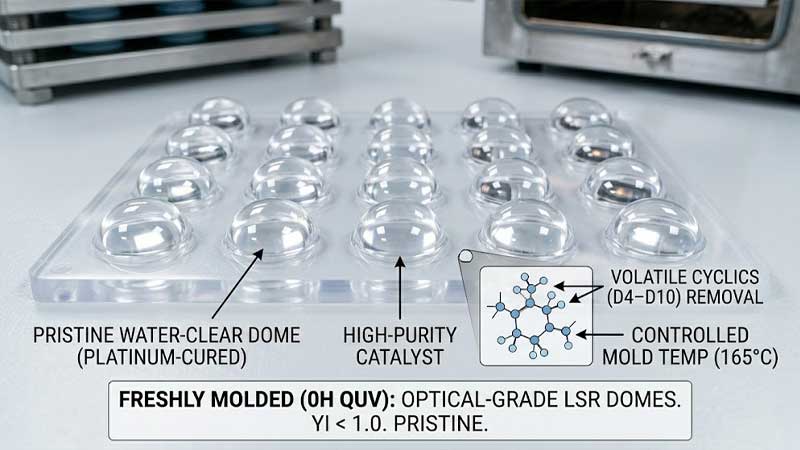
Le procédé de polymérisation par addition (hydrosilylation catalysée par le platine) est incontesté pour le LSR de qualité optique. Il ne génère aucun sous-produit acide, présente une teneur minimale en composés volatils et offre une couleur initiale d'une pureté exceptionnelle lorsque toutes les conditions sont optimales. Mais la perfection est rare.
La pureté du catalyseur au platine est primordiale. Nous avons testé des catalyseurs allant de 99,9 % à 99,99 % de platine (%). La différence se manifeste par une légère teinte paille dès la sortie du moule, visible uniquement sous une lumière du jour D65, mais suffisante pour amorcer le jaunissement. Même des traces d'inhibiteurs ou un excès de méthylhydrosiloxane (l'agent de réticulation Si-H) peuvent, sous UV, former des chromophores par réactions secondaires radicalaires. Lors d'une production de 2024 pour une marque de vêtements connectés haut de gamme, un surdosage de 2 % d'agent de réticulation dans un mélange A/B 50:1 a provoqué un jaunissement visible des pièces après seulement 800 heures d'exposition aux UV continus, bien avant la fin de la période de garantie extérieure de 12 mois.
Les failles fatales de Condensation-Cure révélées
Le durcissement par condensation (au peroxyde ou catalysé par l'étain) reste largement utilisé pour les pièces d'extérieur économiques. Voici la réalité :
| Fonctionnalité | Addition-Cure (Platine) | Durcissement par condensation (peroxyde/étain) |
| Sous-produits | Aucun | Acides (acide acétique, alcools) |
| Couleur initiale | L'eau claire | Souvent jaune pâle |
| stabilité aux UV | Excellent (avec post-cuisson appropriée) | Mauvaise qualité – accélère l'oxydation |
| Recommandations pour les activités de plein air | Préféré pour les produits transparents | Éviter pour les produits transparents à haute teneur en UV |
| Temps de défaillance typique | Plus de 3000 heures QUV possibles | <1000 heures d'ensoleillement en Californie |
Nous avons cessé de proposer des qualités transparentes durcies au peroxyde pour toute application extérieure après un projet d'éclairage paysager réalisé en Arizona en 2022, où certaines pièces ont jauni et se sont fissurées en moins de quatre mois.
Conseil de production qui a tout changé
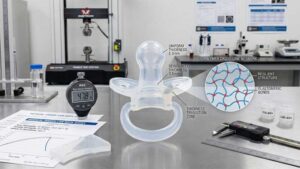
Même avec les systèmes platine haut de gamme, post-durcissement est non négociable. Un traitement de 4 heures à 200 °C sous vide élimine les siloxanes cycliques D4–D10 qui, autrement, migrent vers la surface et s'oxydent en structures jaunes de type quinone.
Le problème de la migration : ce n’est pas toujours le silicone lui-même qui est en cause.
Migration des pigments vs. véritable jaunissement du silicone
Parfois, le silicone est sans danger. La migration des pigments est malheureusement fréquente lorsque les marques tentent d'ajouter la moindre teinte pour obtenir un effet chaud et sophistiqué.
| Cause | Chargement typique | Mode de défaillance | Notre règle |
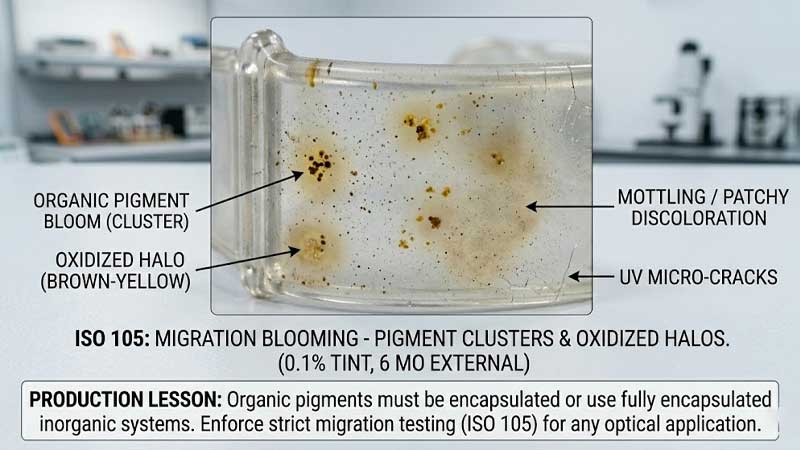
| pigments organiques | 0,1–0,5% | Floraison et oxydation | Refuser >0,05% |
| Certains oxydes de fer | 0.2% | halos brun-jaune | Test de migration complet ISO 105 |
| teinte chaude de designer“ | Tracer | L'indice YI a bondi de 1,2 à 9,8 en 6 mois | Tolérance zéro pour l'optique |
Absorption environnementale et contact cutané
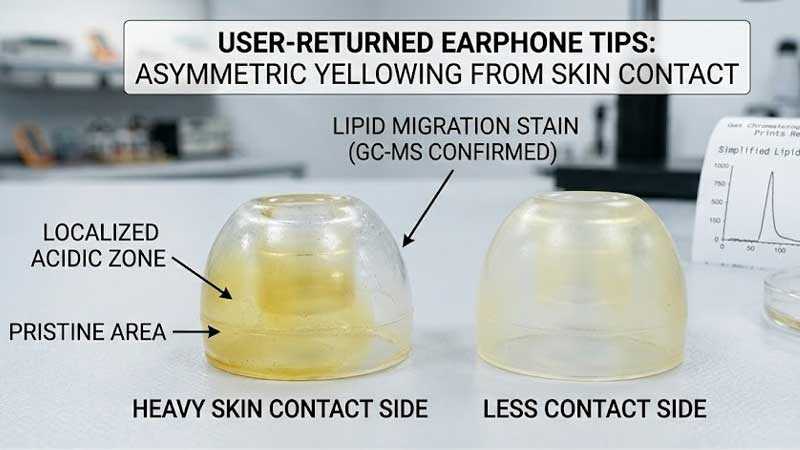
La perméabilité aux gaz du silicone est légendaire (jusqu'à 100 fois supérieure à celle de la plupart des caoutchoucs). Dans le centre-ville de Los Angeles ou les zones portuaires de Seattle, l'ozone, les NOx et les HAP pénètrent directement à l'intérieur. Exemple concret : les coussinets transparents supra-auriculaires d'une grande marque audio ont jauni plus rapidement sur l'écouteur droit ; l'analyse GC-MS a révélé que les lipides du sébum et les sels de transpiration créaient des micro-environnements acides localisés.
Le piège du stabilisateur UV : clarté ou durabilité ?
Chaque ingénieur en matériaux composites est confronté au même dilemme : “ Quelle quantité de stabilisateur puis-je ajouter sans compromettre la sensation et la solidité ? ”
| Chargement du stabilisateur | 3000h QUV ΔE | Perte de résistance des larmes | Sensation de surface | Recommandation |
| 0,5–0,8% | <2.0 | <5% | Excellent | zone de sécurité optimale |
| 1,0–1,2% | <1,5 | 8–12% | Bien | La plupart des projets extérieurs |
| >1,5% | <1.0 | 12–20% | Adhérent, attire la poussière | Seulement si ma force le permet |
Un client souhaitait une “ clarté optique supérieure à celle du verre ” et une absence de jaunissement pendant cinq ans. Nous avons fourni un mélange HALS personnalisé à 0,7 % de TP3T ayant passé avec succès le test QUV de 4 000 heures à un ΔE inférieur à 1,5, mais l’allongement a chuté de 9 %. Règle générale : ne jamais dépasser 1,2 % de charge totale de stabilisant TP3T sans revérifier l’ensemble des spécifications mécaniques.
Logique de fabrication : les contrôles de processus qui comptent vraiment
Température des moisissures – Le tueur silencieux
Le fonctionnement à 180–190 °C pour réduire le temps de cycle ajoute +0,8 unités YI grâce à l'oxydation thermique du catalyseur de platine.
Discipline des agents de libération et de l'outillage
Nous exigeons désormais des systèmes de démoulage sans solvant, compatibles avec le platine, et un nettoyage complet du moule toutes les 500 injections.
Norme de post-cuisson
Notre protocole est non négociable : 4 heures à 200 °C + 2 heures à 150 °C sous purge d’azote. Les pièces qui ne respectent pas cette étape échouent systématiquement au test QUV de 1 000 heures.
Protocole de test en conditions réelles (au-delà de la norme ASTM G154)
Nous soumettons chaque spécification transparente extérieure à ce protocole de stress combiné :
| Phase du cycle | Durée | Conditions | But |
| Exposition aux UV | 8 heures | 60 °C, 1,0 W/m² à 340 nm (UVA-340) | Simuler le pic du soleil californien |
| Condensation | 4 heures | 50 °C, 100% HR | Attaque de rosée et d'humidité |
| Chaleur sèche + cycle RH | 12 heures | Cycles d'humidité relative à 70 °C / 85% | Alternance diurne désert/côte |
Les résultats sont rapportés avec le spectrophotomètre Konica Minolta CM-700d sous D65/10° — courbes spectrales complètes et ΔYI en fonction des heures.
Comment choisir le bon silicone pour votre prochain projet
Utilisez exactement cette liste de contrôle lorsque vous discutez avec les fournisseurs :
- Exigez uniquement du LSR de qualité optique — certifié médical ou pour contact alimentaire comme indicateur de pureté.
- Exiger le package de stabilisateur UV % par écrit + un rapport complet d'impact mécanique (traction, déchirure, allongement).
- Vérifier la capacité de post-cuisson avec les journaux du four et D4–D10 < 50 ppm.
- Demandez des données QUV de 1000 heures sur votre duromètre et votre couleur exacts – jamais de brochures génériques.
- Vérifiez l’expérience du fournisseur avec votre environnement cible (zones côtières à fort rayonnement UV, désert, pollution urbaine).