
Cerchi un confronto chiaro tra silicone e TPU? La maggior parte delle ricerche restituisce schede tecniche dei materiali o articoli vaghi del tipo "dipende". Nessuno di questi chiarisce dove finisce un materiale e inizia l'altro.
Il silicone è un materiale termoindurente termostabile, adatto per applicazioni alimentari, mediche e ad alte temperature. Il TPU è un materiale termoplastico resistente e antiabrasione, utilizzato in ambito sportivo, elettronico e per la produzione di componenti in grandi volumi. I due materiali non sono intercambiabili.
Il silicone ha una temperatura di esercizio compresa tra -60 °C e +230 °C ed è conforme alle normative FDA 21 CFR 177.2600, LFGB §30/31 e USP Classe VI. Il TPU ha una temperatura di esercizio compresa tra -40 °C e +80 °C, offre una resistenza all'abrasione 3-5 volte superiore (DIN 53516: 20-80 mm³ contro i 100-300 mm³ del silicone), una maggiore resistenza alla trazione e cicli di iniezione di 30-60 secondi contro i 2-5 minuti del silicone.
Cos'è il silicone?
Il silicone (formalmente polidimetilsilossano, PDMS) è un elastomero termoinorganico con una struttura di base silicio-ossigeno (Si-O) derivata dalla silice. Una volta polimerizzato, il suo reticolo molecolare è permanente: non si ammorbidisce né rifluisce con il calore.
Caratteristiche principali in sintesi:
- Intervallo di temperatura: da −60 °C a +230 °C (continuo), fino a +250 °C per brevi periodi per i gradi HCR stabilizzati termicamente.
- Intervallo di durezza: Shore A da 10 a 80.
- Sistemi di polimerizzazione: polimerizzato al platino (senza sottoprodotti, inodore, per uso alimentare/medicale) o polimerizzato al perossido (costo inferiore, applicazioni industriali). Vedi Vulcanizzazione del silicone per capire come ogni sistema si interconnette effettivamente.
- Percorso normativo: FDA 21 CFR 177.2600, LFGB §30/31, USP Classe VI, ISO 10993-5/-10 — il tutto con documentazione completa del fornitore.
- Sterilizzazione: autoclave a 121 °C, acqua bollente, vapore: tutti compatibili.
- Processo di stampaggioStampaggio a compressione HTV o stampaggio a iniezione LSR (gomma siliconica liquida) (tolleranza di ±0,02 mm).
Se hai bisogno di informazioni complete sul silicone (tipologie, proprietà e idoneità al processo), inizia da qui: Guida completa ai materiali per il silicone.

Che cos'è il TPU?
Il TPU (poliuretano termoplastico) è un elastomero termoplastico organico con segmenti di poliuretano alternati, duri e morbidi. Si ammorbidisce e rifluisce con il calore, il che consente lo stampaggio a iniezione con tempi di ciclo brevi e il riciclo meccanico degli scarti di produzione.
Caratteristiche principali in sintesi:
- Intervallo di temperatura: da −40 °C a +80 °C (continuo). I gradi termostabilizzati raggiungono +120 °C per brevi periodi.
- Intervallo di durezza: Costa A 60 alla Costa D 75.
- Resistenza all'abrasione: DIN 53516 perdita di massa 20–80 mm³ — da 3 a 5 volte migliore del silicone.
- Percorso normativo: La certificazione FDA e USP Classe VI è disponibile per specifici gradi di polieteri alifatici; la qualificazione LFGB è rara e specifica per ogni progetto.
- Sterilizzazione: non compatibile con autoclave o vapore a temperature superiori a 80 °C.
- Processo di stampaggioStampaggio a iniezione standard di termoplastici, ciclo 30-60 s, tollerante al riciclo, senza forno di post-polimerizzazione.
- Sottotipi: TPU poliestere (migliore resistenza all'olio/abrasione, sensibile all'idrolisi) vs. TPU polieterico (migliore resistenza all'idrolisi e flessibilità a basse temperature).

Differenze tra silicone e TPU a livello di materiale
La differenza fondamentale è termoindurenti vs. termoplastici — che influenza quasi tutte le proprietà a valle.
Silicone — termoindurente inorganico
- Struttura portante: silicio–ossigeno (Si–O), senza carbonio nella catena principale.
- Polimerizzazione: la reticolazione chimica con platino o perossido forma una rete tridimensionale permanente.
- Comportamento al calore: non si ammorbidisce né fonde. Si decompone solo al di sopra di circa 300 °C.
- Conseguenza: elevata stabilità termica, nessuna necessità di rimodellamento dopo la polimerizzazione, nessun riciclo meccanico.
TPU — termoplastico organico
- Struttura portante: poliuretano a base di carbonio con segmenti alternati rigidi e morbidi.
- Polimerizzazione: nessuna reticolazione chimica. I segmenti rigidi formano legami fisici (reversibili).
- Comportamento al calore: si ammorbidisce a 80–120 °C, fonde intorno ai 180–230 °C, può essere rimodellato.
- Conseguenza: tempi di ciclo brevi, riciclabile meccanicamente, ma con un campo termico limitato.
Questa singola differenza spiega perché il silicone si presta alla sterilizzazione in autoclave mentre il TPU no, perché il TPU può essere macinato nuovamente e il silicone no, e perché il silicone necessita di un forno di post-polimerizzazione mentre il TPU no.
Silicone vs. TPU: confronto completo delle proprietà
voti di baseQuesto confronto utilizza LSR vulcanizzato al platino come silicone di riferimento e TPU alifatico standard per iniezione come TPU di riferimento. I gradi speciali (silicone ad alta resistenza allo strappo, fluorosilicone, TPU poliestere, TPU rinforzato con fibra di vetro, ecc.) possono presentare deviazioni fino a ±30 % sui singoli assi.
| Proprietà | Silicone (polimerizzato al platino) | TPU |
|---|---|---|
| Classe di materiale | Elastomero termoindurente | Elastomero termoplastico |
| Densità | 1,10–1,25 g/cm³ | 1,10–1,30 g/cm³ |
| Intervallo di durezza | Shore A 10–80 | Costa A 60 – Costa D 75 |
| Resistenza alla trazione | 6–11 MPa | 25–55 MPa |
| Allungamento a rottura | 300–800% | 400–700% |
| Resistenza allo strappo | 10–40 kN/m | 30–140 kN/m |
| Compressione tesa (22 ore / 70 °C) | 10–25% | 30–50% |
| Abrasione (DIN 53516) | perdita di 100–300 mm³ | perdita di 20–80 mm³ |
| Temperatura continua | da -60 °C a +230 °C | da -40 °C a +80 °C |
| Stabilità ai raggi UV (senza additivi) | Eccellente | Gialli entro pochi mesi |
| resistenza all'ozono | Eccellente | Bene |
| Contatto con gli alimenti (FDA / LFGB) | Percorso standard | FDA: gradi ristretti; LFGB: rari |
| Dispositivi medici (USP / ISO 10993) | Percorso standard | Solo per specifici gradi medici |
| Autoclave / sterilizzazione a vapore | Sì (121 °C) | NO |
| Riciclabilità meccanica | NO | Sì (macinatura) |
| ciclo di stampaggio tipico | 2–5 minuti (polimerizzazione LSR) | 30–60 secondi |
| Costo degli utensili | Superiore (LSR) | Inferiore |
| Costo unitario ad alto volume | Più alto | Inferiore |
Lettura della tabella:
- Il TPU vince sugli assi meccanici: comportamento a trazione, lacerazione, abrasione e compressione a temperatura ambiente.
- Il silicone vince sul fronte ambientale.: temperatura, raggi UV, ozono, vapore, inerzia chimica.
- Il TPU vince in termini di costi e riciclabilità..
- Il silicone si impone sui percorsi di contatto regolamentati (alimentare, cutaneo, medico).
Costo indicativo delle materie prime (USD/kg, intervallo di mercato di riferimento 2025):
- TPU (poliestere o polieteri) di qualità standard per stampaggio a iniezione: $4–10/kg
- TPU medicale/alifatico/qualificato FDA: $12–25/kg
- Silicone HCR industriale polimerizzato con perossido: $6–12/kg
- LSR vulcanizzato al platino (per uso alimentare/medicale): $10–25/kg
Il costo del pezzo finito dipende più dall'ammortamento degli stampi, dai tempi di ciclo, dalla certificazione e dal volume annuo che dal prezzo dei pellet. Il vantaggio in termini di costo della resina TPU si riduce – e può addirittura invertirsi – quando è richiesta la qualificazione per uso medico o a contatto con gli alimenti.
Costo indicativo degli stampi (stampo di produzione, riferimento 2025):
- Stampo a iniezione in acciaio per TPU (2 cavità): $15–40k
- Stampo a compressione in silicone HCR: $5–25k
- Stampo a iniezione a canale freddo LSR (2 cavità): $40–80k
- Stampo di alta precisione multicavità LSR: $80–150k+

Resistenza chimica e ambientale
La durabilità nel mondo reale dipende tanto dall'esposizione a sostanze chimiche quanto dalle prestazioni meccaniche.
| Esposizione | Silicone | TPU in poliestere | TPU polieterico |
|---|---|---|---|
| Acqua, detersivi delicati | Eccellente | Eccellente | Eccellente |
| oli e grassi da cucina | Buono (con un po' di gonfiore) | Eccellente | Bene |
| oli minerali, carburanti | Discreto (il silicone si gonfia) | Eccellente | Giusto |
| Acidi e basi diluiti | Bene | Giusto | Giusto |
| Solventi polari (alcoli) | Bene | Giusto | Giusto |
| Acqua calda e vapore (oltre 80 °C) | Eccellente | Povero | Povero |
| Resistenza ai raggi UV e agli agenti atmosferici esterni. | Eccellente | Scarso senza stabilizzatore UV | Scarso senza stabilizzatore UV |
| Ozono | Eccellente | Bene | Bene |
| Ambienti umidi / idrolisi | Eccellente (inerte) | Scarsa (sensibile all'idrolisi) | Eccellente |
Nota pratica: TPU in poliestere Offre la massima resistenza a olio, carburante e abrasione, ma si degrada in ambienti umidi a causa dell'idrolisi del legame estere: la durata in condizioni tropicali o con lavaggi frequenti può ridursi drasticamente. TPU polieterico Sacrificando una certa resistenza all'olio, offre un'eccellente resistenza all'idrolisi e una maggiore flessibilità alle basse temperature, il silicone è il materiale di riferimento per cinturini da esterno, tubi per flebo e dispositivi indossabili. Il silicone è chimicamente inerte nella maggior parte degli ambienti, ma si gonfia a contatto con idrocarburi non polari (benzina, esano).
Superficie, tatto e aspetto
Nel settore dei prodotti di consumo, l'aspetto e la consistenza di un materiale spesso contano tanto quanto le informazioni fornite dalla scheda tecnica.
| Attributo | Silicone | TPU |
|---|---|---|
| Superficie predefinita | Finitura da opaca a satinata, sensazione di "pelle morbida". | Lucido e liscio, con una sensazione "gommosa". |
| volgarità | Leggermente appiccicoso/aderente | Liscio, non appiccicoso |
| Gamma di colori | Gamma completa; gradazioni trasparenti e pastello pulite | Gamma completa; colori trasparenti e intensi eccellenti |
| Stabilità del colore sotto i raggi UV | Eccellente | Ingiallisce visibilmente senza additivi UV |
| Stampabilità (loghi, inchiostro) | Richiede plasma o primer | Accetta inchiostri standard |
| Adesione ad altri materiali | Necessita di primer o co-stampaggio | Legami tramite adesivi e sovrastampaggio |
Sensazione tattile predefinita: il silicone comunica "bambini, cucina, medico, morbido di alta qualità". Il TPU comunica "sport, resistente, trasparente, tecnico". Entrambi possono essere colorati, testurizzati o rifiniti, ma l'indicazione di base del marchio è diversa.

Biocompatibilità e contatto con la pelle
Per i prodotti che entrano in contatto con la pelle, la bocca o i tessuti corporei, la biocompatibilità è il fattore determinante.
- Silicone medicale vulcanizzato al platino: supera i test USP Classe VI e ISO 10993-5 / -10. Standard per impianti chirurgici, cateteri, tettarelle per neonati, coppette mestruali, maschere CPAP. Ipoallergenico e chimicamente inerte. Vedi Silicone alimentare per il percorso di qualificazione per il contatto con gli alimenti in dettaglio.
- TPU di polieter di grado medicale: Supera anche gli standard USP Classe VI e ISO 10993 in gradi specifici. Standard per tubi per flebo, medicazioni per ferite e sensori medici indossabili. Generalmente ipoallergenico, ma l'elenco dei gradi qualificati è più ristretto.
Per contatto prolungato diretto con la pelle, la bocca o i tessuti corporei nei mercati regolamentati, il silicone ha un percorso di documentazione più consolidato. prodotti per contatto a breve termine o con le superfici (sensori, pellicole, cinturini, imballaggi), il TPU di grado medicale è ampiamente accettato.

Dove si applica ciascun materiale
Utilizzate questa lista di controllo come regola decisionale operativa. Ogni punto elenco associa un criterio di selezione a esempi concreti di prodotti appartenenti a quella categoria.
Utilizzare il silicone quando:
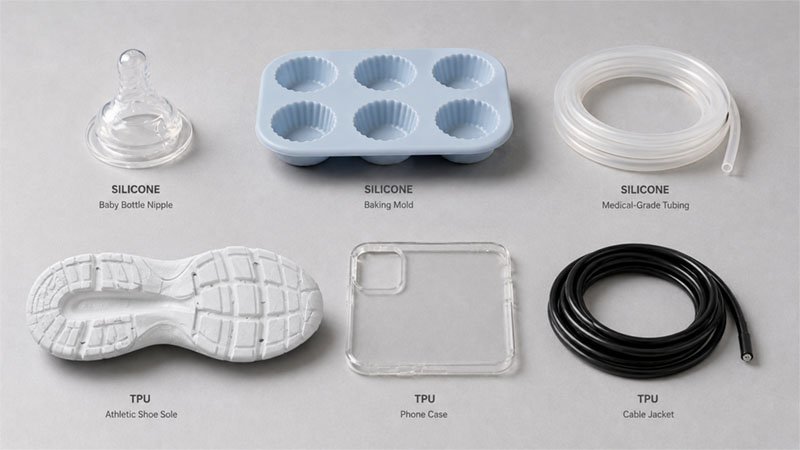
- Il prodotto entra in contatto con alimenti, pelle o tessuti corporei e richiede la certificazione FDA 21 CFR 177.2600, LFGB §30/31, USP Classe VI o ISO 10993. (Esempi: ciucci per neonati, tettarelle per biberon, teglie da forno, coppette mestruali, maschere CPAP, cateteri, medicazioni per ferite.)
- La temperatura di esercizio supera costantemente gli 80 °C, oppure la sterilizzazione tramite autoclave/acqua bollente/vapore fa parte del normale utilizzo. (Esempi: tappetini da forno, stampi per dolci, guarnizioni per auto, tubi chirurgici, sigilli per la conservazione degli alimenti.)
- L'esposizione ai raggi UV, all'ozono o a condizioni esterne prolungate fa parte dell'ambiente di servizio. (Esempi: guarnizioni per esterni, guarnizioni per pannelli solari, isolamento per cavi marini.)
- L'isolamento elettrico ad alta temperatura o lo smorzamento delle vibrazioni rappresentano il caso di carico dominante. (Esempi: guaine per cavi ad alta tensione, incapsulamento di motori, ammortizzatori per autoveicoli.)
- L'identità del marchio si basa su una sensazione tattile morbida, opaca e di "pelle di alta qualità". (Esempi: applicatori per il trucco, cinturini per orologi di alta qualità, set per l'alimentazione dei neonati, pennelli per la cura della pelle.)
Utilizzare TPU quando:
- La resistenza all'abrasione, allo strappo o all'impatto rappresenta il caso di carico principale. (Esempi: suole e intersuole per scarpe, custodie per telefoni, guaine per cavi, nastri trasportatori, guarnizioni idrauliche, rivestimenti resistenti all'abrasione, parastinchi.)
- Il prodotto funziona a temperatura ambiente con picchi di esposizione inferiori a 80 °C.
- Lo stampaggio a iniezione ad alto volume, con volumi annui sufficientemente elevati da ammortizzare gli stampi (in genere oltre 30.000 pezzi per cavità) e bassi costi unitari, rappresenta il vincolo principale. (Esempi: braccialetti fitness, custodie trasparenti per cellulari, pellicole per indumenti, protezioni per auricolari).
- La riciclabilità degli scarti di produzione è richiesta dalle normative ESG o dalle specifiche del cliente.
- Colori trasparenti intensi o finiture lucide sono elementi distintivi del marchio. (Esempi: camere d'aria gonfiabili trasparenti, borse impermeabili, rivestimenti per tavole da paddleboard, pellicole per abbigliamento, cinturini trasparenti per orologi.)
Come scegliere: Albero decisionale rapido
La maggior parte dei progetti è determinata da tre domande.
1. Il prodotto sarà sottoposto a calore continuo superiore a 80 °C o a sterilizzazione a vapore/in autoclave?
→ Sì: silicone.
→ No: procedere alla domanda 2.
2. Richiede la documentazione FDA, LFGB, USP Classe VI o ISO 10993 per il contatto con alimenti, pelle o corpo?
→ Sì: silicone (percorso di qualificazione più rapido).
→ No: procedere alla domanda 3.
3. Il principale caso di carico è rappresentato da abrasione, lacerazione o impatto, con un volume annuo sufficientemente elevato da ammortizzare gli stampi a iniezione (in genere oltre 30.000 pezzi per cavità) e il costo unitario come vincolo principale?
→ Sì: TPU.
→ No: la specifica è incompleta: definire l'asse di carico dominante prima di bloccare il materiale.
Se una parte risponde "sì" sia a Q1/Q2 che a Q3, i vincoli sono contraddittori. O si ridefinisce l'ambito (suddividendo il componente in un assemblaggio multimateriale con superfici di contatto in silicone su un corpo in TPU) oppure si sceglie lo standard non negoziabile.
Sostenibilità e fine vita
| Asse della sostenibilità | Silicone | TPU |
|---|---|---|
| Riciclaggio meccanico (rimacinazione) | NO | SÌ |
| Riciclo chimico | Emergenti (ricerca e sviluppo sulla depolimerizzazione) | Emergente (glicolisi per alcuni gradi) |
| Materie prime di origine biologica | Limitato | Gradi di Bio-TPU disponibili (contenuto biologico 30–70%) |
| Durata di servizio tipica | 10+ anni | 3–8 anni |
| Fine vita | Inerte, non biodegradabile in discarica | Degradazione lenta; i gradi di poliestere si idrolizzano |
Il TPU ha il pulito storia dell'economia circolare (rimacinato, contenuto biologico). Il silicone ha la durata maggiore durata di vita singola storia. Nessuno dei due è biodegradabile in tempi pratici; entrambi sono inerti nelle condizioni di discarica.

Dove il confronto può trarre in inganno
Tre errori comuni quando si confrontano silicone e TPU:
- Confronto effettuato solo sulla Costa A. I due materiali presentano valori di durezza Shore A compresi tra 60 e 80, ma valori di durezza identici non sono predittivi della resistenza allo strappo, della deformazione permanente a compressione o del comportamento termico.
- Considerare "per uso alimentare" come un unico standard. Non lo è. Indica il regolamento per mercato di riferimento e la clausola: U.S.A. FDA 21 CFR 177.2600, UE/Germania LFGB §30/31 e BfR XV, Cina GB 4806.11, Giappone JHOSPA / JFSL 370, India La norma BIS IS 9873 prevede limiti di migrazione, metodi di prova ed elenchi di additivi accettati differenti.
- Confronto del costo dei pellet anziché del costo dei singoli componenti. I pellet di TPU sono più economici al chilogrammo, ma il costo finale per pezzo dipende da attrezzature, qualifiche, sterilizzazione e volume annuo.
Silicone vs. TPU: domande frequenti
Il silicone è più sicuro del TPU per il contatto con gli alimenti?
Sì, per la maggior parte delle applicazioni. Il silicone vulcanizzato al platino ha un percorso ben consolidato per ottenere le certificazioni FDA 21 CFR 177.2600 e LFGB §30/31. Il TPU può ottenere la certificazione FDA in specifici gradi alifatici, ma la conformità alla norma LFGB è rara. Per i prodotti per l'infanzia e gli utensili da cucina venduti in Europa, il silicone è la scelta standard. Vedi Silicone alimentare vs. Altri siliconi per le differenze di grado all'interno dello stesso silicone.
Il TPU può resistere alle temperature della lavastoviglie?
Generalmente no. I cicli standard di lavaggio in lavastoviglie raggiungono temperature di 60-75 °C, vicine o superiori al limite massimo di utilizzo della maggior parte dei tipi di TPU. Il silicone resiste alle temperature della lavastoviglie senza subire alterazioni dimensionali. Per informazioni sugli effetti dei cicli di lavaggio sul silicone nel corso di diversi anni di utilizzo, consultare la sezione "Lavaggio in lavastoviglie vs. lavaggio a mano dei prodotti per neonati in silicone".
Quale materiale è più resistente, il silicone o il TPU?
Dipende dal tipo di carico. Il TPU ha una resistenza all'abrasione 3-5 volte superiore e una resistenza alla trazione 3-5 volte maggiore. Il silicone ha una resistenza ai raggi UV, all'ozono e alle alte temperature di gran lunga superiore. Per le parti soggette ad usura, il TPU è la scelta migliore. Per il calore o l'esposizione agli agenti atmosferici, il silicone è la scelta migliore.
Il TPU è più economico del silicone?
Per unità, di solito sì: il TPU ha cicli di lavorazione in 30-60 secondi contro i 2-5 minuti del silicone, con costi di stampaggio inferiori. Il divario si riduce quando sono richiesti la qualificazione normativa e la sterilizzazione, perché questi costi incidono maggiormente sui programmi relativi al TPU rispetto a quelli relativi al silicone.
Per i prodotti a contatto con la pelle, come i cinturini degli orologi, è meglio il silicone o il TPU?
Entrambi i materiali funzionano. Il TPU è il materiale standard per i cinturini sportivi e per il fitness (resistenza all'abrasione e al sudore, finitura lucida, costo inferiore). Il silicone è preferito per i dispositivi indossabili per il monitoraggio medico e per i cinturini premium "morbidi al tatto". Per i dispositivi indossabili a contatto continuo con il corpo, destinati a mercati regolamentati, il silicone di grado medicale offre una documentazione più semplice.
È possibile combinare silicone e TPU in un unico prodotto?
Sì, tramite sovrastampaggio o assemblaggio. Una combinazione comune: un corpo strutturale in TPU (resistente all'abrasione e agli urti) con guarnizioni, sigilli o superfici di contatto in silicone (resistenti al calore e al contatto con alimenti/pelle). L'adesione tra i due richiede un primer o un incastro meccanico.
Quale materiale è più adatto all'uso esterno?
Il silicone, di gran lunga, è superiore per le qualità standard. Il TPU non modificato ingiallisce e si fragilizza sotto l'esposizione ai raggi UV entro 6-12 mesi. Il silicone, invece, è stabile ai raggi UV e all'ozono per anni senza bisogno di additivi. TPU alifatico stabilizzato ai raggi UV (in genere polieteri alifatici a base di MDI) mantengono il colore e le proprietà meccaniche per 2-3 anni all'aperto, ma costa 2-3 volte di più del TPU standard e rimane una soluzione specialistica, non lo standard di produzione.








