L'appiccicosità delle parti in silicone è un problema che si ripresenta di continuo. Modelli le parti con cura. Escono lisce e asciutte. Tutto sembra a posto. Poi, un mese dopo, i clienti si lamentano. Le guarnizioni sono unte. Le impugnature si attaccano alle dita. Un massaggiagengive scivola via dal vassoio.
Nei dispositivi medici, prodotti per bambini, o utensili da cucina di alta gamma, questo non è solo fastidioso. Blocca le spedizioni. Avvia controlli di qualità. A volte interi lotti vengono trattenuti. La parte peggiore è semplice: il materiale sfuso di solito supera tutti i test di resistenza. Solo la superficie è difettosa.
Abbiamo visto molti di questi casi. Le cause principali sono due. Una è un danno reale alla rete di silicone. L'altra è la presenza di piccole molecole che si spostano in superficie e lasciano una pellicola. Scopri subito qual è la causa. Ti farà risparmiare tempo e denaro.

Quanto costa davvero la pacchianeria sul campo
Una guarnizione medica adesiva potrebbe comunque sigillare perfettamente in un test al banco, ma se infermieri o pazienti notano la presenza di adesivo, la fiducia cala rapidamente. Lo stesso vale per un ciuccio o un tappetino da forno in silicone: gli utenti presumono che si stiano rompendo o che stiano rilasciando qualcosa.
Nelle categorie regolamentate, ciò significa mal di testa per la documentazione, possibili avvisi sul campo o peggio. Abbiamo visto accordi di fornitura pluriennali sospesi a causa di report di adesione ricorrenti, anche quando laboratori terzi avevano autorizzato le proprietà in blocco. Il costo nascosto è solitamente più elevato: ore di progettazione spese per riunioni sulle cause profonde, campionamenti di controllo qualità aggiuntivi, prove di riformulazione e la lenta erosione della fiducia con i clienti che iniziano a cercare alternative.
Quando la rete polimerica si rompe
Questo è il problema più difficile da risolvere perché la chimica è effettivamente cambiata.
Morso alla schiena e depolimerizzazione
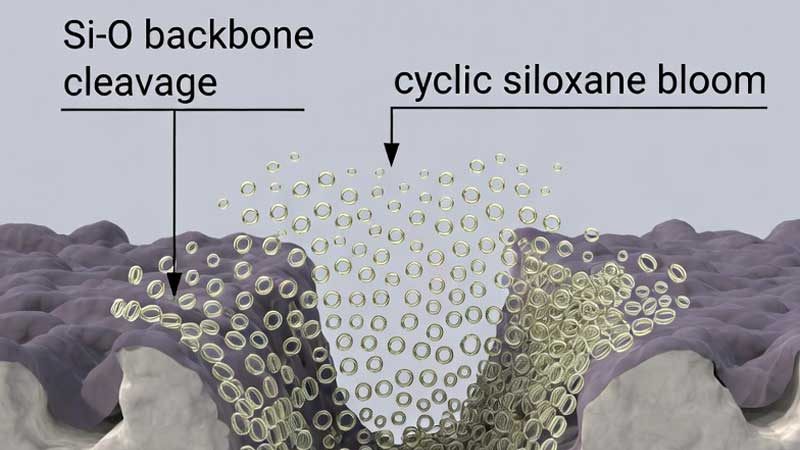
Se si mantiene un componente a 220-250 °C troppo a lungo o se il pH varia durante la pulizia o l'autoclave a vapore, la catena Si-O inizia a staccarsi dalle estremità reattive. Questo rilascia silossani ciclici (D4 e D5 sono i soliti sospetti). Sono sufficientemente volatili da raggiungere rapidamente la superficie e lasciare uno strato oleoso. Abbiamo riscontrato questo fenomeno più spesso in sezioni trasversali spesse dove il calore si distribuisce in modo non uniforme, o quando si riduce il raffreddamento prima della sformatura e il calore residuo mantiene la reazione attiva per tutta la notte.
Attacco ossidativo da lunga esposizione al calore
I gruppi metilici si ossidano quando il silicone rimane in aria a temperature superiori a 200 °C per ore o giorni. La densità di reticolazione diminuisce in prossimità della superficie, il materiale diventa più simile alla resina e si forma un'appiccicosità. Questa tendenza si riscontra nelle guarnizioni dei forni, nei tubi flessibili dei turbocompressori o in qualsiasi componente esposto a temperature costanti. Di solito si nota una leggera decolorazione giallognola o marrone chiaro, soprattutto sui materiali polimerizzati con perossido.
Umidità e raggi UV lavorano insieme
L'umidità idrolizza lentamente i legami Si-O in superficie, invertendo parte del processo di polimerizzazione. I raggi UV aggiungono radicali liberi che tagliano le catene più velocemente. I componenti lasciati alla luce diretta del sole, conservati in magazzini umidi o spediti attraverso climi caldi senza barriere mostrano questo processo più rapidamente, a volte diventando gommosi nel giro di pochi mesi.
Casi di migrazione: di solito il vero colpevole
Nella maggior parte dei resi sul campo che abbiamo gestito, il polimero è ancora sostanzialmente intatto. Il problema è che i materiali mobili si spostano in superficie o vengono trascinati dentro.
Silossani non reagiti lasciati indietro
Anche buono cure al platino Lascia tracce di ciclici o catene corte se la miscelazione, il rapporto del catalizzatore o i livelli di inibitore erano leggermente diversi. Queste specie si diffondono verso l'esterno nel corso di settimane, soprattutto quando la temperatura ambiente supera i 20-25 °C. Una volta abbiamo avuto un braccialetto morbido che è diventato appiccicoso su migliaia di pezzi perché il perossido era sottodosato di circa 12 %. Appariva perfetto al controllo qualità, ma è diventato appiccicoso nei magazzini dei clienti.
Plastificanti che si insinuano attraverso il contatto
Il silicone assorbe gli ftalati da vaschette in PVC, blister, etichette o componenti in TPE adiacenti come una spugna. Gli esteri gonfiano la superficie, la ammorbidiscono e lasciano uno strato appiccicoso persistente. Dopo una pessima prova di stoccaggio in cui le guarnizioni in silicone condividevano lo spazio con le confezioni in PVC, abbiamo perso quasi un terzo del lotto a causa di reclami in meno di cinque mesi. Da allora, teniamo il silicone isolato, senza PVC a portata di mano durante l'imballaggio o la preparazione.
Oli e grassi dall'ambiente
Oli per la pelle, grassi da cucina, creme per le mani e persino lubrificanti aerodispersi in fabbrica vengono assorbiti a causa della struttura aperta del materiale. Col tempo, si ossidano formando un residuo appiccicoso difficile da rimuovere completamente. Utensili da cucina e fasce per il fitness ne sono un ottimo esempio. Una semplice modifica, l'aggiunta della dicitura "pulire con un sapone delicato prima del primo utilizzo", ha ridotto notevolmente i resi su diverse linee di prodotti di largo consumo.
Cose che facciamo in produzione per fermarla prima che inizi
Cure al platino ovunque possibile
Il perossido lascia prodotti di degradazione acidi che favoriscono la migrazione e la fioritura. I sistemi Platinum reticolano i detergenti con molti meno composti volatili. Per applicazioni mediche, a contatto con gli alimenti o per qualsiasi cosa che si prevede duri anni, non forniamo più preventivi per il perossido, a meno che il cliente non insista. Il pregio del materiale è reale, ma riduce scarti e reclami a sufficienza da giustificarne l'utilizzo.
Ciclo completo di post-polimerizzazione
Manteniamo la temperatura a 200 °C per almeno quattro ore in forni a circolazione forzata, in modo che ogni ripiano sia sottoposto alle stesse condizioni. Questo rimuove i residui ciclici, porta a termine la reticolazione e aumenta la Tg per una migliore stabilità a lungo termine. I componenti che saltano questo passaggio o vengono sottoposti a una lavorazione accelerata mostrano un contenuto di estraibili più elevato e un'adesione più precoce nell'invecchiamento con calore/umidità.
Trattamenti superficiali per specifiche difficili
Quando il basso attrito o l'antipolvere sono essenziali, come nel caso delle punte dei cateteri o delle guarnizioni indossabili, utilizziamo rivestimenti sottili in parilene o attivazione al plasma con un topcoating fluorurato o fenilico. Il plasma aumenta l'energia superficiale, quindi lo strato secondario aderisce bene e resiste all'adesione dell'olio meglio del silicone non trattato.
Controllo rigoroso sui composti morbidi
I gradi di durezza 10A–30A necessitano di fluido aggiuntivo per raggiungere la morbidezza desiderata, ma il margine tra "perfettamente perfetto" e "sudorazione" è ridotto. Ora eseguiamo piccole prove di progettazione sperimentale su ogni nuovo lotto di polimero per definire il livello esatto dell'olio. Un livello di qualche punto percentuale in più e si verifica una fuoriuscita di liquido; un livello troppo basso e il pezzo si lacera prematuramente.

Come effettuiamo la diagnosi in officina o in laboratorio
Semplice salvietta IPA
Inumidire un panno privo di lanugine con isopropanolo 99 % e strofinare energicamente la parte appiccicosa per 10-15 secondi. Se l'adesivo si stacca completamente e la superficie torna asciutta, si tratta di migrazione superficiale o contaminazione. Se rimane morbido e gommoso dopo diverse passate, il degrado ha raggiunto profondità nel materiale.
Andamento della durezza nel tempo
Misurare la durezza Shore A nello stesso punto: giorno zero, poi quattro settimane, dodici settimane in stoccaggio controllato. Un calo costante di 5 punti o più indica solitamente la rottura della catena. I casi di migrazione mantengono la durezza della massa pressoché invariata.
Scansione rapida FTIR
La modalità ATR mostra rapidamente la presenza di materiale estraneo. Il silicone puro presenta bande Si-O pulite intorno a 1080 e 1010 cm⁻¹, più Si-CH₃ a 1260 e 2960 cm⁻¹. Qualsiasi picco carbonilico vicino a 1720–1740 cm⁻¹ segnala la presenza di prodotti di ossidazione o di ingresso di ftalati.
| Segno / Prova | Punti di degrado | Punti di migrazione |
| Salviette IPA | Tack rimane o torna indietro velocemente | Sollevamenti, la superficie torna alla normalità |
| Cambiamento di riva | Cala notevolmente (5+ punti) | Rimane entro 2-3 punti |
| Odore quando riscaldato | Gomma bruciata o leggermente acida | Oleoso, a volte leggermente dolce/plastico |
| Tempi di insorgenza | Legato al calore, ai raggi UV o all'umidità | Sviluppo lento, spesso 3-12 settimane |
| Trigger tipici | Sovra-indurimento, cattiva conservazione, esposizione | Polimerizzazione incompleta, PVC nelle vicinanze, oli |
| Estraibili in solvente | Moderare | Di solito più alti (ciclici, esteri) |
| Permanente? | Necessita di spogliatura o riformulazione | Spesso risolvibile con la pulizia |

Nozioni fondamentali su stoccaggio e movimentazione
Conservare a temperatura inferiore a 25 °C e umidità relativa del 50%. Utilizzare sacchetti o vassoi in polietilene, mai PVC o cartone a diretto contatto. Segnalare le incompatibilità dei materiali durante le prime revisioni di progettazione, in modo che il silicone non si trovi a contatto con un componente ad alto contenuto di plastificanti.
Conclusione
Il silicone è resistente e tollerante sotto molti aspetti, ma non è infallibile. L'appiccicosità è quasi sempre dovuta alle scelte che facciamo in merito alle materie prime, ai dettagli della polimerizzazione, alla post-lavorazione e alle modalità di stoccaggio o assemblaggio dei componenti. Regolando correttamente questi aspetti, il problema scompare quasi del tutto.








