Los fabricantes industriales tienen dificultades para transformar láminas de silicona estándar en componentes precisos. Los métodos de corte tradicionales suelen generar bordes irregulares, imprecisiones dimensionales y desperdicio de material, lo que provoca retrasos en la producción y problemas de calidad.
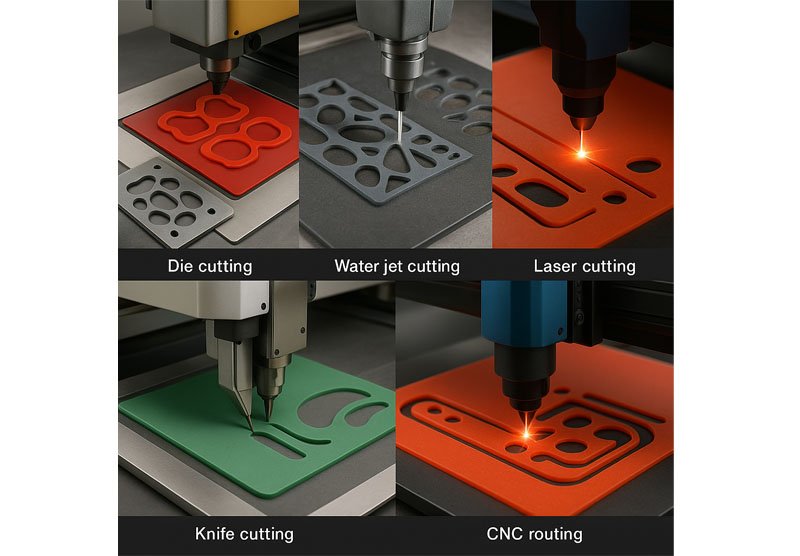
Las láminas de silicona se pueden cortar a medida mediante troquelado, corte por chorro de agua, corte láser, corte con cuchilla y fresado CNC. Cada método ofrece diferentes ventajas en cuanto a precisión, calidad del borde, coste de las herramientas y volumen de producción. El troquelado es el más económico para grandes tiradas y el corte por chorro de agua ideal para diseños complejos.
Tras años ayudando a clientes a transformar láminas de silicona estándar en componentes de ingeniería precisa, he adquirido valiosos conocimientos sobre las ventajas y desventajas de cada método de corte. Permítame guiarle a través de las opciones para ayudarle a seleccionar el método perfecto para las necesidades específicas de su aplicación.
¿Cómo el troquelado transforma las láminas de silicona en componentes precisos?
Los ingenieros de fabricación suelen tener dificultades para producir de forma consistente piezas de silicona idénticas. El corte manual genera variaciones entre las piezas, mientras que las herramientas de corte básicas no permiten lograr las formas complejas necesarias para aplicaciones especializadas.
El troquelado utiliza matrices metálicas personalizadas para estampar o prensar láminas de silicona, creando piezas idénticas con bordes limpios. Este proceso permite alcanzar tolerancias de hasta ±0,1 mm y producir miles de piezas idénticas por hora, lo que lo hace ideal para producciones de gran volumen.

El estándar de oro para la producción de alto volumen
El troquelado ha sido la base de nuestra producción de componentes de silicona personalizados durante más de una década. Recuerdo cuando un cliente nos contactó para producir 50,000 juntas de silicona al mes para su nueva línea de biberones. El troquelado fue la opción obvia, ya que nos permitió ofrecer una calidad constante a la vez que manteníamos los costos unitarios notablemente bajos.
Este proceso utiliza troqueles metálicos especialmente diseñados (en esencia, cortadores de galletas sofisticados) para crear formas idénticas a partir de láminas de silicona. Los troqueles permiten crear prácticamente cualquier forma, desde círculos y rectángulos sencillos hasta geometrías complejas con cortes internos y bordes precisos.
Tipos de troquelado para silicona
Existen diversas variantes de la tecnología de troquelado, cada una con ventajas específicas:
- Troquelado de superficie plana Este método tradicional utiliza prensas hidráulicas para forzar matrices de acero a través del material de silicona. Es excelente para láminas de silicona de grosor medio a grueso (2 mm-10 mm) y ofrece un buen equilibrio entre precisión y velocidad de producción.
- Troquelado rotativo Para producciones de gran volumen, el troquelado rotativo utiliza matrices cilíndricas montadas sobre tambores giratorios. Si bien el costo inicial del utillaje es mayor, la velocidad de producción puede alcanzar miles de piezas por hora, lo que reduce drásticamente los costos unitarios para tiradas grandes.
- Troquelado con clicker Esta variante utiliza una prensa de viga oscilante y es especialmente eficaz para láminas de silicona más gruesas (5 mm-20 mm), donde se requiere mayor fuerza de corte. Ofrece una excelente precisión, pero opera a velocidades más bajas que los sistemas rotativos.
| Método de troquelado | Espesor óptimo de la chapa | Velocidad de producción | Costo de herramientas | Precisión |
|---|---|---|---|---|
| Plataforma plana | 2 mm-10 mm | Medio | Moderado | ±0,2 mm |
| Giratorio | 0,5 mm-5 mm | Muy alto | Alto | ±0,1 mm |
| Taconeador | 5 mm-20 mm | Bajo-Medio | Moderado | ±0,25 mm |
Ventajas y limitaciones
El troquelado destaca en escenarios que requieren:
- Producción de gran volumen (normalmente más de 1000 piezas idénticas)
- Repetibilidad consistente de pieza a pieza
- Calidad de borde limpia y profesional
- Precios unitarios rentables
Sin embargo, tiene limitaciones:
- Altos costos iniciales de herramientas (normalmente $500-$2,500 por matriz)
- Flexibilidad limitada para cambios de diseño (requiere nuevas matrices)
- No es económico para tiradas de producción pequeñas
- Posible desperdicio de material entre las piezas cortadas
Para muchos de nuestros clientes industriales, la inversión inicial en troqueles se amortiza rápidamente gracias a la reducción de los costos de mano de obra y la mejora de la calidad. Un cliente del sector automotriz calculó que sus herramientas de troquelado se amortizaron tras tan solo 5000 piezas, y que cada pieza subsiguiente representaba un ahorro considerable en comparación con su anterior proceso de corte manual.
¿Por qué el corte por chorro de agua es ideal para diseños complejos de láminas de silicona?
Los ingenieros suelen necesitar componentes de silicona complejos con características internas complejas. Los métodos de corte tradicionales no permiten lograr estos diseños, lo que obliga a sacrificar la funcionalidad del producto o a ensamblar varias piezas.
El corte por chorro de agua utiliza un chorro de agua a alta presión mezclado con partículas abrasivas para cortar láminas de silicona con precisión y sin distorsión térmica. Este método alcanza tolerancias de ±0,1 mm, permite cortar geometrías complejas con características internas y no requiere costos de herramientas, lo que lo hace ideal para prototipado y tiradas de producción pequeñas y medianas.

Precisión sin concesiones
El corte por chorro de agua ha revolucionado nuestra forma de abordar los componentes complejos de silicona. El año pasado, trabajé con un fabricante de dispositivos médicos que necesitaba juntas de silicona complejas con múltiples características internas y distintos grosores. El troquelado tradicional habría requerido herramientas extremadamente caras, pero el corte por chorro de agua nos permitió producir estas piezas complejas con una precisión perfecta.
Esta tecnología de corte utiliza un fino chorro de agua presurizado a 60.000 PSI, a menudo mezclado con partículas abrasivas de granate, para cortar el material de silicona como un cuchillo microscópico. El proceso está totalmente controlado por ordenador, convirtiendo los diseños digitales directamente en piezas terminadas sin necesidad de herramientas físicas.
Capacidades técnicas del corte por chorro de agua
La tecnología de chorro de agua ofrece una precisión y versatilidad notables:
- Precisión de corte: Normalmente ±0,1 mm, y los sistemas de gama alta alcanzan ±0,05 mm.
- Tamaño mínimo de característica: Tan pequeño como 0,5 mm para láminas delgadas
- Rango de espesor del material: Corta eficazmente silicona de 0,5 mm a 50 mm de espesor.
- Ancho de corte: Generalmente entre 0,5 mm y 1,0 mm (el ancho del material eliminado durante el corte)
- Velocidad de corte: 50-500 mm/minuto dependiendo del espesor y los requisitos de precisión
Una de las ventajas más significativas del corte por chorro de agua es su capacidad para crear características internas complejas sin distorsionar el material circundante. Al no generar calor (a diferencia del corte láser), no hay riesgo de deformación térmica ni cambios en las propiedades del material cerca del borde de corte.
Aplicaciones perfectas para el corte por chorro de agua
La tecnología de chorro de agua es especialmente valiosa para:
- Prototipado y desarrollo de productos Sin costos de herramientas, los diseños se pueden modificar y recortar rápidamente, lo que permite una iteración rápida durante las fases de desarrollo.
- Series de producción bajas a medianas Económicamente viable para tiradas de 1 a 1.000 piezas donde los costos de herramientas de troquelado serían prohibitivos.
- Geometrías complejas Se destaca por cortar formas intrincadas, radios estrechos y características internas que serían difíciles o imposibles con otros métodos.
- Corte de materiales mixtos Puede cortar láminas de silicona reforzada que contienen capas de fibra de vidrio o tela que podrían causar problemas con otras tecnologías de corte.
La principal limitación del corte por chorro de agua es la velocidad de producción. Si bien es ideal para la precisión y la flexibilidad, no puede igualar la velocidad de salida bruta del troquelado para la producción a gran escala. Para muchos de nuestros clientes, utilizamos el corte por chorro de agua para la producción inicial y el prototipado, y luego pasamos al troquelado una vez finalizados los diseños y aumentado el volumen.
¿Cómo equilibra el corte por láser la precisión y la velocidad de producción de láminas de silicona?
Los diseñadores de productos se enfrentan a retos al necesitar diseños complejos y cantidades de producción moderadas. El corte manual carece de precisión, mientras que el troquelado requiere herramientas costosas, difíciles de justificar para tiradas medianas.
El corte por láser utiliza energía lumínica enfocada para cortar con precisión láminas de silicona con un ancho de corte estrecho de 0,1-0,2 mm. Este proceso, controlado por computadora, alcanza tolerancias de ±0,1 mm, no requiere herramientas físicas y puede procesar de 50 a 100 piezas por hora, lo que lo hace ideal para la producción de volúmenes medianos de diseños complejos.

La solución de corte de alta tecnología
Para muchos de nuestros clientes, el corte por láser representa la solución ideal entre el corte por chorro de agua y el troquelado. Recientemente, ayudé a un fabricante de electrónica de consumo que necesitaba 5000 juntas de silicona personalizadas con dimensiones precisas para el lanzamiento de un nuevo producto. El corte por láser proporcionó el equilibrio perfecto entre velocidad de producción y precisión sin necesidad de herramientas costosas.
Esta tecnología utiliza un haz de luz enfocado para vaporizar el material de silicona a lo largo de una trayectoria de corte programada. El proceso está totalmente controlado por computadora, lo que permite una precisión increíble y una gran flexibilidad de diseño. Sin embargo, es importante tener en cuenta que el corte por láser funciona mejor con formulaciones de silicona específicas, ya que algunos tipos pueden producir subproductos nocivos al vaporizarse.
Consideraciones técnicas para el corte láser de silicona
El corte láser de silicona requiere un control cuidadoso de los parámetros:
- Configuración de energía: Normalmente entre 50 y 150 vatios para láminas de silicona.
- Velocidad de corte: 10-30 mm/segundo dependiendo del espesor
- Longitud focal: Ajustado según el espesor del material
- Gas de asistencia: Generalmente nitrógeno para evitar quemaduras y mejorar la calidad del borde.
El principal reto del corte láser de silicona es la gestión de las zonas afectadas por el calor (ZAC). A diferencia de los metales, la silicona puede experimentar ligeras carbonizaciones o cambios superficiales cerca del borde de corte. Los sistemas láser modernos minimizan este efecto, pero sigue siendo un factor importante para aplicaciones con requisitos estrictos de propiedades del material.
| Tipo de silicona | Adecuación del corte por láser | Consideraciones especiales |
|---|---|---|
| Propósito general | Bien | Carbonización mínima con ajustes adecuados |
| Curado con platino | Justo | Puede requerir velocidades más lentas para evitar daños por calor. |
| Fluorosilicona | Pobre | Puede liberar subproductos dañinos cuando se calienta. |
| Reforzado | Variable | Depende del material de refuerzo |
Aplicaciones ideales para el corte por láser
La tecnología láser destaca en estos escenarios:
- Volúmenes de producción medianos Perfecto para tiradas de 100 a 5000 piezas donde la velocidad es importante pero el uso de herramientas de matriz no está justificado.
- Tolerancias estrictas Logra una precisión comparable al chorro de agua pero con velocidades de producción más rápidas.
- Marcado y corte Puede cortar formas y grabar marcas de identificación en una sola operación.
- Entrega rápida Los programas se pueden ajustar rápidamente para cambios de diseño sin necesidad de nuevas herramientas
Un cliente de la industria aeroespacial valora especialmente el corte por láser para sus componentes de silicona, ya que les permite incluir códigos QR y números de pieza directamente en cada pieza durante el proceso de corte. Esta capacidad de marcado integrada optimiza la gestión de inventario y los procesos de control de calidad.
Las principales limitaciones del corte láser de silicona incluyen la posible carbonización de los bordes, las limitaciones de espesor (normalmente hasta 10 mm) y la compatibilidad de los materiales. Para aplicaciones que requieren bordes impecables o que involucran ciertas formulaciones de silicona especiales, el corte por chorro de agua puede ser preferible a pesar de su menor velocidad.
¿Cuándo son apropiados los métodos de corte con cuchillo manuales y semiautomáticos para láminas de silicona?
Las pequeñas empresas y startups a menudo no pueden justificar equipos de corte costosos para necesidades de producción limitadas. Esto las obliga a elegir entre externalizar (con pedidos mínimos elevados) o lidiar con herramientas inadecuadas que producen resultados inconsistentes.
El corte con cuchilla abarca métodos que van desde el corte manual con cuchillas de precisión hasta sistemas semiautomatizados con cuchillas oscilantes o de arrastre. Estos métodos requieren una inversión mínima en herramientas, permiten alcanzar tolerancias de ±0,5 mm con operadores cualificados y son económicos para producciones pequeñas de 1 a 100 piezas.

Soluciones rentables para la producción a pequeña escala
No subestime el valor de los métodos de corte con cuchilla bien ejecutados. Cuando empecé en la industria de la silicona, corté personalmente a mano prototipos de juntas para un cliente que posteriormente se convirtió en uno de nuestros clientes más importantes. Esa flexibilidad inicial para lotes pequeños les permitió probar su producto antes de comprometerse con producciones más grandes.
El corte con cuchillas abarca varios enfoques, desde el completamente manual hasta el semiautomatizado:
Corte manual de precisión
Utilizando herramientas de corte y plantillas especializadas, técnicos cualificados pueden producir componentes de silicona con una precisión sorprendente. Este enfoque requiere:
- Reglas o plantillas de acero de precisión
- Herramientas de corte afiladas diseñadas específicamente para elastómeros
- Superficies de corte estables (normalmente tapetes de corte autorreparables)
- Operadores calificados con experiencia en fabricación de silicona.
Si bien requiere mucha mano de obra, este método prácticamente no requiere inversión de capital y puede ser ideal para series extremadamente pequeñas o para el desarrollo de prototipos. Con operadores experimentados, se pueden lograr tolerancias de ±0,5 mm para geometrías simples.
Cortadoras planas digitales
Estos sistemas semiautomatizados representan una mejora significativa respecto al corte manual y siguen siendo mucho más asequibles que los sistemas de chorro de agua o láser:
- Cabezal de corte controlado por computadora (oscilante, de cuchilla de arrastre o rotatorio)
- Mesa de vacío para mantener el material en su lugar
- Interfaz de diseño digital para la creación precisa de patrones
- Velocidades de producción de 10 a 30 piezas por hora
Estos sistemas suelen costar entre 10.000 y 50.000 dólares (en comparación con los más de 100.000 dólares de los sistemas láser o de chorro de agua) y ofrecen un buen equilibrio entre precisión y asequibilidad para pequeñas y medianas empresas. Pueden alcanzar tolerancias de ±0,2 mm con una configuración y un funcionamiento adecuados.
| Método de corte con cuchillo | Inversión inicial | Precisión | Velocidad de producción | Mejores aplicaciones |
|---|---|---|---|---|
| Corte manual | $100-$500 | ±0,5 mm | 5-10 partes/hora | Prototipos, piezas únicas |
| Corte de plantilla | $500-$2,000 | ±0,3 mm | 10-15 partes/hora | Tiradas pequeñas, formas sencillas |
| Impresora plana digital | $10,000-$50,000 | ±0,2 mm | 10-30 partes/hora | Tiradas pequeñas y medianas, diseños variados |
Escenarios perfectos para cortar con cuchillo
Estos métodos brillan en varias situaciones específicas:
- Operaciones de inicio Cuando el capital es limitado pero se necesitan pequeñas capacidades de producción
- Prototipado Para una entrega rápida de piezas de prueba antes de comprometerse con métodos de producción más costosos
- Series de producción muy pequeñas Cuando producir sólo entre 1 y 100 piezas idénticas no justifica métodos más costosos
- Láminas de silicona gruesas Particularmente eficaz para cortar materiales más gruesos (10 mm o más) que podrían desafiar otros métodos.
Uno de nuestros clientes, un taller de piezas de automoción personalizadas, utiliza el corte digital con cuchilla exclusivamente para sus componentes de silicona. Con producciones que suelen ser inferiores a 50 piezas, la flexibilidad y los bajos costes de herramientas se adaptan perfectamente a su modelo de negocio: crear piezas especializadas para vehículos de colección.
¿Cómo proporciona el enrutamiento CNC precisión para láminas de silicona gruesas?
Los fabricantes tienen dificultades para cortar láminas de silicona gruesas con precisión, especialmente cuando se requieren características 3D complejas. Los métodos de corte estándar suelen fallar con materiales más gruesos, lo que resulta en bordes irregulares e imprecisiones dimensionales.
El fresado CNC utiliza herramientas de corte rotativas controladas por computadora para dar forma precisa a láminas de silicona, especialmente a las de mayor grosor (más de 10 mm). Este método permite alcanzar tolerancias de ±0,2 mm, crear bordes biselados y contornos 3D, y procesar materiales de hasta 50 mm de grosor, lo que lo hace ideal para aplicaciones especializadas que requieren componentes de silicona gruesos.

Dominando la fabricación de materiales gruesos
El fresado CNC ha resuelto retos de corte aparentemente imposibles para muchos de nuestros clientes que trabajan con láminas de silicona gruesas. Recientemente colaboré con un fabricante de equipos industriales que necesitaba almohadillas de amortiguación de silicona de 25 mm de grosor con bordes angulados con precisión y cavidades internas. El fresado CNC fue la única solución viable, ofreciendo justo lo que los métodos de corte convencionales no podían lograr.
Esta tecnología utiliza herramientas de corte rotativas montadas en un sistema de pórtico controlado por computadora para retirar el material con precisión según las trayectorias programadas. A diferencia de otros métodos de corte que simplemente separan el material a lo largo de una línea, el fresado CNC permite crear características tridimensionales como:
- Bordes biselados o achaflanados
- Bolsillos y huecos de diferentes profundidades
- Transiciones de espesor escalonadas
- superficies texturizadas
- Contornos 3D complejos
Aspectos técnicos del enrutamiento CNC de silicona
Para enrutar silicona con éxito se requieren conocimientos especializados:
- Selección de herramientas: Generalmente, fresas de carburo con geometrías específicas para elastómeros.
- Velocidades del husillo: Generalmente más baja que para materiales rígidos (5.000-15.000 RPM)
- Velocidades de alimentación: Cuidadosamente controlado para evitar la deformación del material.
- Fijación: Fundamental para sujetar de forma segura las láminas de silicona flexibles durante el mecanizado.
- Enfriamiento: A menudo se requiere para evitar la acumulación de calor que podría dañar las propiedades de la silicona.
El principal reto de la silicona para fresado CNC reside en gestionar la flexibilidad y elasticidad del material. A diferencia de los materiales rígidos que mantienen su posición durante el mecanizado, la silicona puede flexionarse y deformarse bajo las fuerzas de corte. Esto requiere soluciones de fijación especializadas y un control minucioso de los parámetros de mecanizado.
Aplicaciones perfectas para el enrutamiento CNC
Esta tecnología destaca en varios escenarios específicos:
- Procesamiento de materiales gruesos Ideal para láminas de silicona de 10 mm a 50 mm de espesor que desafiarían otros métodos de corte.
- Creación de funciones 3D Cuando los componentes requieren espesores y bolsillos variables,
- Requisitos de tolerancia estrictos Puede lograr tolerancias consistentes de ±0,2 mm incluso en materiales gruesos
- Operaciones mixtas Combinando corte, perforación y texturizado de superficies en una sola configuración
| Espesor del material | Ventajas del enrutamiento CNC | Limitaciones del método alternativo |
|---|---|---|
| 10-20 mm | Calidad de borde limpio, estabilidad dimensional. | El troquelado requiere una fuerza excesiva y el corte por láser tiene una profundidad limitada. |
| 20-30 mm | Capacidad de crear funciones 3D | El chorro de agua puede provocar deflexión del material y cortes inconsistentes. |
| 30-50 mm | Control preciso del espesor en áreas extensas | La mayoría de los otros métodos no pueden procesar este espesor. |
Un cliente de fabricación especializado en sistemas de aislamiento de vibraciones utiliza exclusivamente fresado CNC para sus componentes de silicona gruesa. Valoran especialmente la posibilidad de crear perfiles de espesor variable que optimizan la amortiguación manteniendo las dimensiones de montaje precisas, algo imposible con los métodos de corte tradicionales.
Limitaciones a considerar
Si bien es potente, el enrutamiento CNC tiene algunas desventajas:
- Velocidad de producción más lenta en comparación con el troquelado
- Mayores costos de programación y configuración
- Posibilidad de que el desgaste de las herramientas afecte las dimensiones durante tiradas largas
- No es económico para materiales muy delgados (menos de 3 mm)
Para muchas aplicaciones especializadas que requieren la fabricación de silicona gruesa, estas limitaciones se ven ampliamente compensadas por las capacidades únicas que ofrece el enrutamiento CNC. Al evaluar este método, recomiendo considerar el ciclo de vida completo de la producción, incluyendo posibles cambios de diseño y las necesidades de producción a largo plazo.
¿Cómo seleccionar el método de corte óptimo para su aplicación específica?
Los ingenieros suelen seleccionar métodos de corte basándose en su familiaridad en lugar de en su idoneidad, lo que genera costos innecesarios, problemas de calidad o retrasos en la producción. Sin un proceso de evaluación sistemático, las empresas suelen utilizar métodos de fabricación deficientes.
El método de corte óptimo depende de cinco factores clave: volumen de producción, espesor del material, complejidad del diseño, tolerancias y presupuesto. El troquelado es excelente para grandes volúmenes, el chorro de agua para diseños complejos, el láser para tiradas medianas, el corte con cuchilla para prototipos y el fresado CNC para materiales gruesos.

Tomar la decisión correcta en cada ocasión
Tras ayudar a cientos de clientes a elegir el mejor método de corte para sus componentes de silicona, he desarrollado un enfoque sistemático para esta decisión. El mes pasado, guié a John en este mismo proceso cuando su empresa necesitaba componentes de silicona cortados a medida para una nueva línea de productos para bebés. Tras evaluar cuidadosamente sus necesidades específicas, identificamos el troquelado como la solución óptima, ahorrándole miles de dólares en costos de producción.
El proceso de selección implica evaluar cinco factores críticos:
1. Evaluación del volumen de producción
La cantidad de piezas idénticas necesarias afecta drásticamente al método de corte más económico:
- Prototipo/Pequeña tirada (1-100 piezas) Recomendado: corte manual con cuchilla, corte digital plano. Justificación: los bajos costos de configuración compensan la menor velocidad de producción.
- Tirada media (100-5.000 piezas) Recomendado: Corte por láser, corte por chorro de agua Justificación: Equilibrio entre los costos de instalación y la eficiencia de producción
- Gran tirada (más de 5000 piezas) Recomendado: Troquelado Justificación: El mayor costo inicial de las herramientas se compensa con una producción rápida y un bajo costo por pieza
2. Consideraciones sobre el espesor del material
Las diferentes tecnologías de corte tienen rangos de espesor óptimos:
| Rango de espesor | Métodos óptimos | Métodos para evitar |
|---|---|---|
| 0,5 mm-2 mm | Troquelado, corte por láser, corte con cuchilla | Enrutamiento CNC (configuración excesiva) |
| 3 mm-10 mm | Troquelado, chorro de agua, corte por láser | Corte manual con cuchillo (inconsistente) |
| 10 mm-20 mm | Chorro de agua, enrutamiento CNC | Corte por láser (profundidad limitada) |
| 20 mm+ | Enrutamiento CNC, chorro de agua | La mayoría de los demás métodos |
3. Evaluación de la complejidad del diseño
La complejidad de su diseño afecta significativamente la selección del método:
- Formas simples (círculos, rectángulos, geometrías básicas) Múltiples opciones viables: el troquelado ofrece la mejor economía para volúmenes mayores
- Complejidad moderada (múltiples características, algunos recortes internos) Mejores opciones: troquelado (gran volumen), láser o chorro de agua (volumen bajo-medio)
- Alta complejidad (detalles intrincados, características internas estrechas) Mejores opciones: corte por chorro de agua o láser para la mayoría de volúmenes
- Características 3D (espesor variable, superficies contorneadas) La única opción viable: enrutamiento CNC
4. Requisitos de tolerancia
La precisión requerida influye directamente en la selección del método:
- Tolerancia estándar (±0,5 mm) Múltiples opciones viables, incluido el corte económico con cuchilla para volúmenes más bajos
- Tolerancia de precisión (±0,2 mm) Requiere corte por láser, chorro de agua, troquelado o enrutamiento CNC.
- Alta precisión (±0,1 mm) Limitado a corte por chorro de agua, láser o troquelado de precisión.
5. Restricciones presupuestarias
Las consideraciones financieras a menudo determinan la decisión final:
- Inversión mínima Los sistemas de corte manual o de cama plana digital ofrecen el costo de entrada más bajo
- Inversión moderada La subcontratación a proveedores de servicios de corte ofrece un equilibrio entre calidad y costo
- Máxima calidad sin importar el costo Sistemas de corte avanzados internos o proveedores de servicios de corte premium
Al evaluar sistemáticamente estos cinco factores, podrá seleccionar con seguridad el método de corte óptimo para su aplicación específica. En mi experiencia, este enfoque estructurado evita errores costosos y garantiza el mejor equilibrio entre calidad, costo y eficiencia de producción.
Para muchos de nuestros clientes, la solución ideal a menudo implica combinar múltiples métodos de corte a lo largo del ciclo de vida de un producto: comenzando con el corte con cuchilla o chorro de agua durante la creación de prototipos y la producción inicial de bajo volumen, y luego pasando al troquelado a medida que aumentan los volúmenes y se estabilizan los diseños.
Conclusión
La selección del método de corte adecuado para sus láminas de silicona depende de sus necesidades específicas. El troquelado es excelente para grandes volúmenes, el chorro de agua para diseños complejos, el láser para tiradas medianas, el corte con cuchilla para prototipos y el fresado CNC para materiales gruesos. Al evaluar estas opciones según sus requisitos, obtendrá resultados óptimos.