Los socavados suelen causar problemas en la planta de producción. Si una pieza tiene un socavado no planificado, puede atascarse durante la expulsión. Los materiales flexibles como LSR o TPE Si el diseño del molde no se ajusta al comportamiento del material, este puede estirarse, romperse o dejar marcas en la superficie. Los pequeños errores pueden tener consecuencias en cadena. Una pieza atascada puede paralizar la máquina durante minutos, e incluso horas si el molde necesita inspección o ajuste.
Los equipos experimentados aprenden rápidamente que planificar las zonas de socavado ahorra tiempo y costes. No solo se evitan las piezas atascadas, sino que también se reduce el desperdicio, se minimiza el desgaste de las herramientas y se evitan tiempos de ciclo prolongados. Incluso detalles menores, como una pestaña de presión o una pequeña ranura, pueden generar problemas si se ignoran en las primeras etapas del diseño.

Evaluación de la necesidad de la reducción de costes
Ciertas características casi siempre necesitan socavados:
- Cierres a presión en tapas abatibles o carcasas médicas.
- Roscas verticales, salientes o ranuras para cables
- Núcleos de paredes gruesas para evitar la contracción y la deformación.
No todas las protuberancias o ranuras requieren un núcleo de acción lateral o liberación elástica. A veces, ajustar la conicidad de la pared o mover ligeramente la línea de separación resuelve el problema. En una cubierta LSR de pared delgada, mover una pestaña solo 1 mm y añadir un pequeño ángulo de desmoldeo eliminó la necesidad de dos acciones laterales. El tiempo de ciclo mejoró y la tasa de desperdicio disminuyó.
Al tomar la decisión, considere la complejidad del molde, el volumen de producción y la facilidad de mantenimiento. A veces, evitar una acción secundaria justifica un ligero rediseño de la pieza. El ahorro en mecanizado y la reducción de la complejidad del molde suelen compensar la pequeña modificación en el diseño.
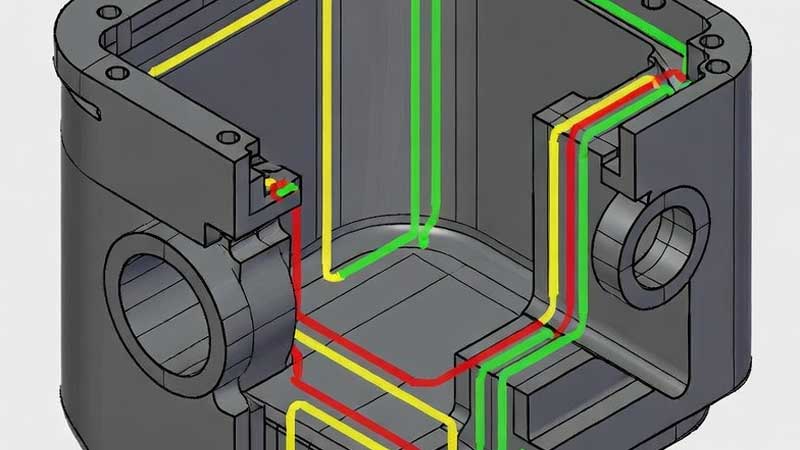
Estrategia de separación
El línea de separación Determina cómo se separa el molde. Afecta a la expulsión de las piezas, al acabado de la superficie y al ajuste del ensamblaje.
Reglas clave:
- Nunca coloque una línea en los bordes de sellado o en las superficies de ajuste a presión.
- Evite las superficies de ensamblaje donde se unen dos piezas.
- Las líneas en zigzag ayudan a liberar la tensión durante la eyección, pero aumentan el tiempo de mecanizado.
- Incluso desplazamientos de 1 a 2 mm en la línea pueden evitar pequeñas marcas de arrastre.
Tabla de ejemplo: Directrices para la línea de separación
| Característica | Colocación de líneas | Efecto | Nota |
| Pestaña de ajuste a presión | Lado | Protege el acabado de la superficie | Se recomienda calado >2° |
| Pared gruesa | Línea central | Reduce las marcas del fregadero | Puede ser necesario un ligero estrechamiento del núcleo. |
| borde de sellado | Evitar | Mantiene el sello | Planificar la superficie de cierre |
Ajustar la línea de separación con anticipación puede eliminar conflictos de socavado, reducir la complejidad del molde y acortar los ciclos de producción. En proyectos recientes, un ligero desplazamiento de la línea permitió manejar tres características de socavado sin necesidad de núcleos adicionales.
Rebaje para características elásticas
El sistema Bump-off utiliza la elasticidad del material para eliminar pequeñas socavaduras. Funciona mejor en paredes delgadas, pestañas flexibles y broches pequeños.
Pautas:
- Ángulo de avance: 30°–45°
- Evite las nervaduras, las esquinas afiladas o las zonas gruesas.
- Calcula el espacio de eyección para evitar el estiramiento excesivo.
En la línea de producción, una pestaña delgada y flexible fallaba repetidamente, dejando pequeñas marcas de tracción. Ajustar el ángulo de corte a 35° solucionó el problema. La producción continuó sin contratiempos, con miles de piezas producidas simultáneamente.
Incluso pequeños ajustes —como mover el punto de desmoldeo 0,5 mm o añadir un ángulo de desmoldeo de 1 a 2°— pueden eliminar las marcas sin necesidad de rediseñar el molde.
Núcleos de acción lateral para características rígidas
Los núcleos de acción lateral son esenciales cuando las características no pueden expulsarse a lo largo del eje principal:
- Roscas internas, cavidades profundas o salientes rígidos.
- El espacio debe permitir la libre circulación.
- Mantenga el movimiento vertical; las guías inclinadas complican los moldes.
- Superficies de desmoldeo en contacto con los núcleos
- Elija materiales y recubrimientos de baja fricción para una mayor durabilidad del núcleo.
El mantenimiento rutinario es fundamental. Las rebabas o la suciedad en los laterales pueden provocar arañazos o deformaciones en las piezas. La inspección y lubricación semanales previenen el desgaste y mantienen las piezas en buen estado.

La elección del material influye en el diseño de socavados.
El comportamiento del material determina qué características son factibles:
- LSR: elástico, las pequeñas socavaduras a menudo se expulsan sin mecanismos adicionales
- TPE: menos elástico, puede requerir núcleos de acción lateral.
- Siliconas rellenas: mayor rigidez, se requiere una planificación cuidadosa.
Una pieza de LSR de pared gruesa con múltiples puntos de encaje ilustra esto. La elasticidad del material permitió reemplazar dos mecanismos laterales con salientes, simplificando el molde, reduciendo costos y acelerando la producción.
Equilibrar diseño, coste y producción
Cada rebaje incrementa el costo, el tiempo de ciclo y la complejidad. En la planta de producción:
- Incluya únicamente los rebajes necesarios para la función.
- Ajusta los ángulos de tiro para reducir las fuerzas de eyección.
- Utilice el método de rebaje cuando la elasticidad sea suficiente.
- Revise primero las líneas de separación para evitar mecanismos complejos.
Matriz de decisión de socavación
| Tipo | Material | Método | Riesgo |
| Pestaña de ajuste a presión | LSR | Eliminación | Tirar de las marcas si la inclinación es <30° |
| Rosca interna | TPE | Acción secundaria | Desgaste del núcleo, marcas de fricción |
| Cavidad de pared gruesa | LSR/TPE | Ajustar la línea de separación | Contracción, marcas de hundimiento |
Los estudios de caso demuestran que la combinación de pequeños ajustes de diseño, la ubicación de los puntos de contacto y las acciones laterales selectivas resuelven la mayoría de los problemas de socavación de manera eficiente. Se reduce el desperdicio, se acortan los ciclos y mejora la vida útil del molde.

Información sobre la planta de producción
- Cada pieza móvil en un molde añade segundos al ciclo. Eliminar las acciones secundarias innecesarias ahorra tiempo en producciones a gran escala.
- El comportamiento elástico del material suele subestimarse. Unos ligeros ajustes en la conicidad de la pared evitan desgarros y marcas en la superficie.
- Las revisiones de DFM detectan problemas de socavación antes de la fabricación del molde. La observación temprana del comportamiento de eyección permite realizar ajustes antes de comprometerse con el diseño.
Pequeños ajustes en el ángulo de desmoldeo, la línea de separación o la ubicación de la expulsión tienen un impacto desproporcionado en la calidad de la pieza. Los ingenieros suelen observar la eyección de la pieza y ajustar los ángulos entre 1 y 2° para optimizar los resultados. Estos cambios sutiles ahorran horas de resolución de problemas posteriormente.
Conclusión
Las socavaduras solo deben existir cuando la función lo requiera. Una cuidadosa selección de materiales, una planificación adecuada de la línea de separación, un diseño de rebaje y la integración de mecanismos laterales garantizan una producción fiable y de alta calidad. La colaboración temprana entre los equipos de diseño y producción evita sorpresas, reduce el desperdicio y prolonga la vida útil del molde.
Es fundamental comprender cómo se comporta la silicona bajo presión, cómo interactúan los moldes con las características y cómo los pequeños ajustes afectan la producción. Tomar buenas decisiones de diseño desde el principio evita semanas de costosas soluciones a problemas. Los resultados fiables se obtienen observando, probando y ajustando en condiciones reales de producción, no mediante reglas de diseño arbitrarias.