La maggior parte dei team sceglie il silicone come se fosse un componente da catalogo. Leggono "chimicamente inerte", presumono che sia adatto al loro fluido e vanno avanti. La guarnizione supera il controllo in entrata. Supera la prima settimana sul campo.
Poi si gonfia. Una guarnizione che corrispondeva alle specifiche di progetto viene restituita da un cliente (modello 12%) sovradimensionata, morbida e con perdite. Nessuno ha cambiato il materiale. Il fluido si è comportato esattamente come previsto dalla chimica: le specifiche non ne avevano tenuto conto.
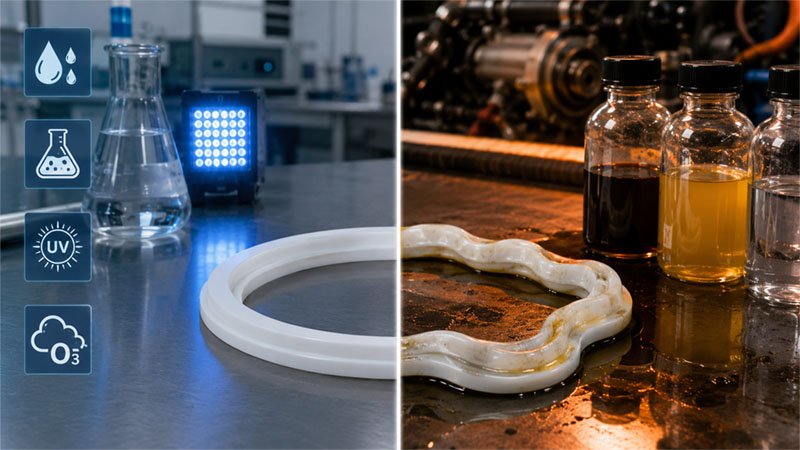
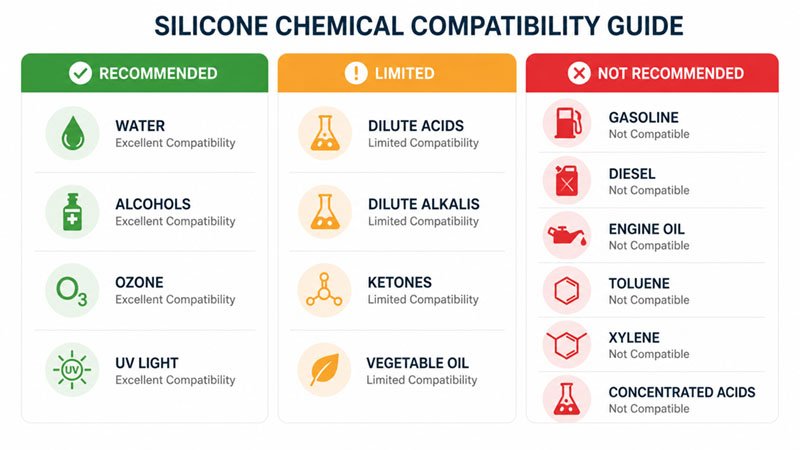
Il silicone (VMQ) è inerte nei confronti di acqua, alcoli, acidi e basi diluiti, ozono e raggi UV perché la sua struttura Si–O non offre siti di reazione facili. Non è universalmente resistente: i solventi non polari e gli idrocarburi caldi lo fanno gonfiare, i forti ossidanti e gli acidi concentrati lo degradano e i gradi standard non hanno quasi nessuna resistenza a oli o carburanti, ed è proprio per questo che esiste il fluorosilicone (FVMQ). Quello che segue illustra dove si trova effettivamente questo confine e come la resistenza viene dimostrata, anziché data per scontata.
Sintesi
- L'inerzia risiede nella struttura portante, non nel punteggio della scheda tecnica. La catena Si–O–Si resiste all'ossidazione, all'ozono e all'idrolisi, ma non impedisce ai solventi non polari di diffondersi al suo interno e di gonfiare la rete.
- “Il termine "compatibile" non significa nulla senza considerare temperatura, concentrazione e tempo di esposizione. Lo stesso fluido può essere classificato come raccomandato a 23 °C per immersione intermittente e non raccomandato a 100 °C per immersione continua.
- Petrolio e carburante sono il classico esempio di errata specifica. Il VMQ standard si gonfia notevolmente a contatto con gli idrocarburi; se entra in contatto con olio, carburante o solventi aromatici, la scelta ricade sul fluorosilicone, non su un diverso tipo di silicone.
Perché il silicone è inerte: la base, non il marchio
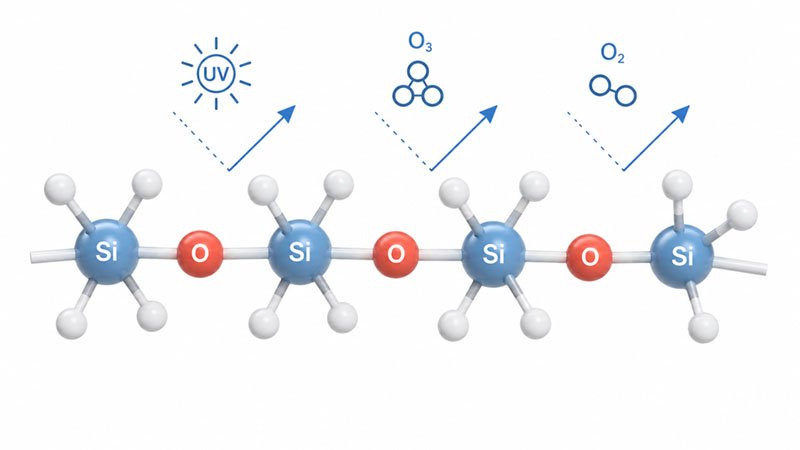
L'Estone è un polisilossano — una struttura inorganica Si–O–Si con gruppi metilici che pendono dal silicio. Le gomme organiche (NR, EPDM, NBR) sono costruite su catene carbonio-carbonio. Questa differenza è fondamentale.
Il legame Si–O è uno dei più forti negli elastomeri commerciali e non presenta doppi legami nella catena principale che possano essere attaccati dall'ozono o dall'ossigeno. Pertanto, il silicone resiste all'ossidazione, ai raggi UV, all'ozono e agli agenti atmosferici per oltre 20 anni all'aperto, dove gomme organiche Si crepa. È veramente stabile contro acqua, alcoli, acidi e basi acquosi diluiti.
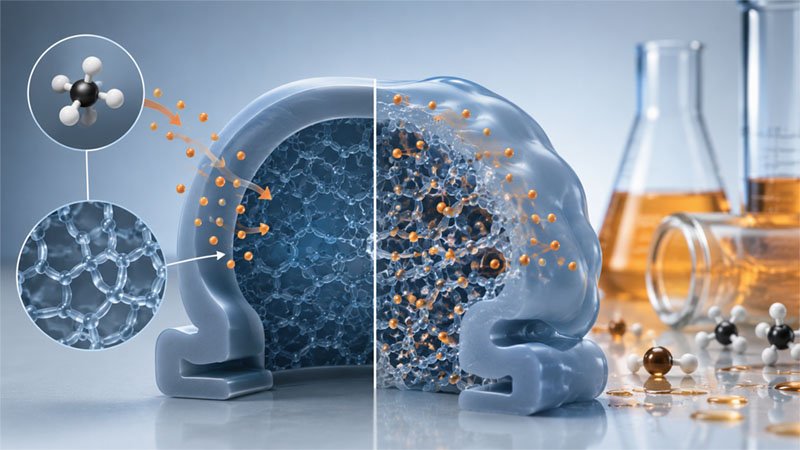
Ma l'inerzia verso reazione non è la stessa cosa della resistenza a assorbimento. Il silicone è una rete relativamente aperta, a bassa densità di reticolazione. Le piccole molecole non polari vi penetrano direttamente. La reazione chimica non ha luogo: il componente si gonfia, si ammorbidisce e perde la sua capacità di tenuta. I team confondono costantemente questi due aspetti, ed è proprio da qui che iniziano la maggior parte dei guasti sul campo.
Dove si trova il silicone
Questi sono gli ambienti in cui VMQ standard si comporta come suggerisce la sua reputazione di "inerte":
- Acqua fredda e calda, salamoia e la maggior parte delle soluzioni saline acquose
- Metanolo, etanolo, alcol isopropilico, glicoli e glicerina
- Acidi minerali diluiti e alcali diluiti a temperatura ambiente
- Ozono, ossigeno ed esposizione ai raggi UV: in questi casi il silicone è quasi il migliore della categoria.
In questi ambienti, i limiti pratici derivano dalla temperatura e dal tempo, non dall'attacco chimico. Acqua calda continua e vapore a bassa pressione al di sotto di circa 100 °C sono tollerabili per molti tipi di materiale; la modalità di rottura in questi casi è una lenta idrolisi e reversione, non un rigonfiamento.
Dove il silicone cede: gonfiore, non reazione
Questa è la metà delle schede tecniche illustrate che vengono tralasciate.
Solventi aromatici e clorurati
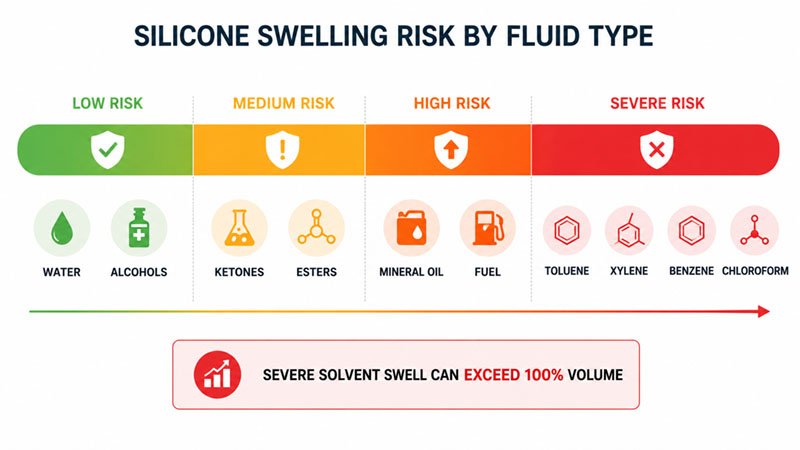
Toluene, xilene, benzene, tetracloruro di carbonio e cloroformio sono i peggiori inquinanti. Il silicone standard può gonfiarsi del 100-200% in volume in queste soluzioni: assorbe il solvente come una spugna, si gonfia a dismisura e perde quasi tutta la sua integrità meccanica. Quando il solvente evapora, il pezzo si restringe, ma raramente torna alle dimensioni o alla durezza originali. Per la sigillatura, quel singolo ciclo di gonfiaggio/sgonfiamento rappresenta la fine del pezzo.
Chetoni ed esteri
Acetone, MEK e acetato di etile causano un gonfiore moderato. Un contatto breve e intermittente (una passata con un panno, una fase di pulizia) è generalmente tollerabile. L'immersione continua non lo è.
Petrolio e carburanti: quello che costa di più

Il VMQ standard ha una scarsa resistenza all'olio minerale, all'olio motore, alla benzina e al gasolio, soprattutto a caldo. Questa è la specifica errata più comune e più costosa che vedo, perché il pezzo sembra a posto finché non rimane immerso nel fluido a temperatura. Se nel sistema è presente olio o carburante, la risposta è fluorosilicone (FVMQ), che sacrifica il costo e una certa flessibilità alle basse temperature in cambio di una reale resistenza agli idrocarburi. La differenza di prezzo non è trascurabile: confermate il fluido prima di richiedere un preventivo.
Dove il silicone si degrada realmente
Il gonfiore è una reazione chimica reversibile che si insinua nella rete cellulare. Degradazione è la rottura della spina dorsale. Gli agenti che la provocano:
- Acido solforico e nitrico concentrati
- Alcali concentrati caldi (attacco caustico del legame Si–O)
- Forti ossidanti e vapore surriscaldato a temperature superiori a ~120°C, che provocano la scissione della catena idrolitica
Una volta recisa la struttura portante, non c'è recupero né sgonfiamento. Il pezzo si sfarina, si crepa o diventa gommoso. Per questi materiali, il silicone è il polimero di base sbagliato, non si tratta di un problema di qualità.
Il silicone assorbe odori e sapori?
Questo argomento viene trattato costantemente in relazione a prodotti alimentari e per bambini, quindi vale la pena essere precisi. Il silicone non assorbe chimicamente gli odori. Ciò che fa è permeare. La stessa rete aperta che permette il passaggio dei gas consente anche alle molecole di odore e sapore di essere assorbite dalla superficie e rilasciate lentamente in seguito. Vedi permeabilità ai gas e ai vapori del silicone per il meccanismo.
C'è una seconda fonte separata: un pezzo nuovo con il suo odore quasi sempre significa un silicone polimerizzato con perossido che ha saltato o abbreviato la sua post-polimerizzazione. Il silicone polimerizzato al platino non ha sottoprodotti di reazione ed è effettivamente inodore appena uscito dallo stampo. I gradi polimerizzati con perossido contengono tracce di sostanze volatili che necessitano di una post-polimerizzazione adeguata (in genere 200 °C per circa 4 ore) per essere eliminate. Se un cliente segnala odore su un parte a contatto con gli alimenti, Prima di attribuire la colpa al materiale, verificare il sistema di polimerizzazione e la relativa documentazione post-polimerizzazione.
Tabella di compatibilità chimica del silicone
Le valutazioni riportate di seguito si riferiscono al VMQ per uso generale a temperatura ambiente, con contatto intermittente. R = Consigliato (effetto minimo o nullo), L = Limitato (gonfiore misurabile o cambiamento della proprietà; uso condizionato), N = Sconsigliato (forte rigonfiamento o degrado). Consideratelo uno strumento di screening, non un'approvazione definitiva: consultate la sezione sui test per maggiori dettagli.
| medio | Valutazione VMQ | Comportamento |
|---|---|---|
| Acqua (fredda) | R | Stabile; il limite principale è la temperatura |
| Acqua calda / vapore ≤100°C | L | Idrolisi lenta in seguito a esposizione prolungata e continua |
| Vapore surriscaldato >120°C | N | scissione/inversione della catena idrolitica |
| Sale / salamoia, acqua di mare | R | Inerte |
| Acidi minerali diluiti (<10%) | L | Tollerante al freddo; evitare cibi caldi o concentrati. |
| Acido solforico/nirico concentrato | N | Degradazione della spina dorsale |
| Acido acetico (diluito) | L | Effetto minore da freddo |
| Idrossido di sodio (diluito) | L | OK freddo; attacchi caustici caldi Si–O |
| alcali concentrato/caldo | N | Degradazione caustica |
| Soluzione di ammoniaca | L | Esperienza di pioggia |
| Metanolo / etanolo / IPA | R | Onda trascurabile |
| Glicole etilenico | R | Inerte |
| Glicerina | R | Inerte |
| Acetone | L | Mareggiata moderata; solo intermittente |
| MEK / acetato di etile | L | Mareggiata moderata |
| Toluene / xilene / benzene | N | Mareggiata intensa (spesso >100% vol) |
| tetracloruro di carbonio / cloroformio | N | Mareggiata violenta |
| Olio minerale/motore (caldo) | N | Utilizzare invece il fluorosilicone |
| Benzina / benzina | N | Mareggiata intensa; è richiesto il FVMQ |
| gasolio | N | Mareggiata intensa; è richiesto il FVMQ |
| Olio vegetale | L | Rigonfiamento lento; adatto a molti usi alimentari |
| olio di silicone | N | Il simile si dissolve, il simile si gonfia |
| Ozono | R | Quasi il migliore della categoria |
| Perossido di idrogeno (diluito) | L | Va bene diluito; evitare quello concentrato |
| Ipoclorito di sodio (candeggina) | L | Tollerabile alla diluizione; attacco superficiale quando concentrato |
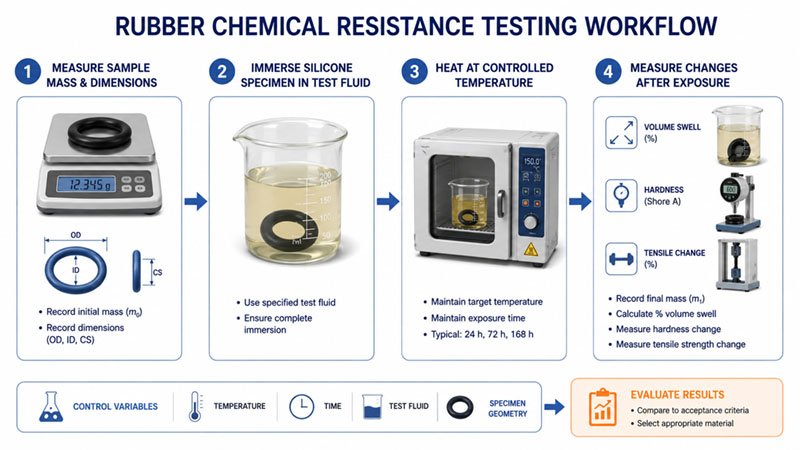
Come viene effettivamente dimostrata la resistenza chimica
Una lettera su un grafico rappresenta un'ipotesi iniziale. Il numero che conta è l'aumento di volume misurato in condizioni definite. Due standard regolano questo processo:
- ASTM D471 — Effetto dei liquidi sulla gomma. Misura la variazione di massa, volume, durezza, resistenza alla trazione e allungamento dopo l'immersione in un fluido specifico, a una temperatura specificata e per un tempo specificato (ad esempio, 70 ore a 23 °C, 100 °C o 150 °C).
- ISO 1817 — il metodo internazionale equivalente per la valutazione dell'effetto dei liquidi sulla gomma vulcanizzata.
Il risultato è la risposta onesta: un componente potrebbe mostrare un volume di +3% in un fluido a 23 °C e +40% nello stesso fluido a 100 °C. Stesso materiale, stessa composizione chimica, verdetto opposto. Questo è il fulcro del ragionamento in Modalità 3: il rischio non è un materiale scadente, ma la lettura di un indice di compatibilità senza le relative condizioni.
Una specifica di resistenza utilizzabile deve includere quattro elementi: il fluido esatto (e la sua concentrazione), la temperatura, la durata e se il contatto è intermittente o a immersione continua. Senza questi elementi, "il silicone è compatibile" non è una specifica, ma un'opinione.
Perché le squadre sottovalutano questo aspetto
Il fallimento non è quasi mai dovuto all'incompetenza. Il problema è che la reputazione principale del silicone – inerte, adatto al contatto con gli alimenti, resistente agli agenti atmosferici – è vera nelle condizioni in cui le persone lo incontrano per la prima volta, quindi viene generalizzata. Un progettista che ha visto il silicone resistere al sole, all'acqua e ai prodotti chimici per la pulizia presume che resisterà anche all'olio del cambio.
La seconda insidia è rappresentata dal divario tra le prove. I controlli al banco vengono effettuati a temperatura ambiente con tempi di esposizione brevi, proprio quando il rigonfiamento è minimo. Il contatto con il fluido nell'applicazione reale è più caldo e continuo, ed è in queste condizioni che la variazione di volume diventa non lineare. Il componente supera la validazione ma si guasta in esercizio, e la vera sorpresa non è mai stata la composizione chimica, bensì le condizioni operative.
Il terzo è considerare la chimica di polimerizzazione irrilevante per il comportamento chimico. Il sistema di polimerizzazione influenza l'odore, gli estraibili e la conformità alimentare/medica tanto quanto il polimero di base. Una parte polimerizzata con perossido e un parte polimerizzata al platino possono risultare identici in una tabella di compatibilità generica e comportarsi in modo diverso in un test di migrazione.
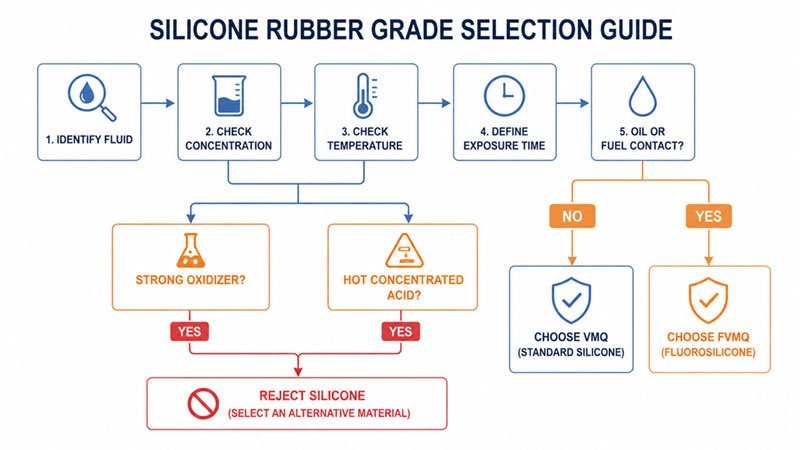
Cosa mi serve prima di confermare un voto
È qui che la conversazione deve entrare nello specifico. Prima che io mi impegni a dare un voto e a proporre un sistema di correzione, invia:
- La sostanza chimica esatta e la sua concentrazione (non "solvente" o "olio")
- Temperatura di esercizio e temperatura di picco nel punto di contatto
- Modalità di esposizione: pulizia/spruzzi intermittenti rispetto all'immersione continua e durata totale del servizio.
- Obiettivo di conformità, se presente (FDA 21 CFR 177.2600, LFGB, USP Classe VI)
- Se la flessibilità alle basse temperature sia importante, dato che il fluorosilicone sacrifica alcune prestazioni a freddo in favore della sua resistenza all'olio.
Con questi cinque parametri posso dirti se lo standard VMQ è valido, se necessita di fluorosilicone o se il silicone non è il polimero di base adatto per il fluido. Senza di essi, qualsiasi valutazione io possa darti è solo una supposizione mascherata da specifica.








