Valget mellom silikon og plast dukker opp i nesten alle B2B-produktbeskrivelser vi gir tilbud om, og som oftest er det formulert på feil nivå. Silikon og plast oppfører seg svært forskjellig under varme, trykk, UV-eksponering og langvarig sykling – men det virkelige valget står sjelden mellom to materialkategorier. Det er et valg mellom spesifikke kvaliteter, herdesystemer og støpeprosesser, hver med svært forskjellige MOQ-er, toleranser og feilmoduser.
De fleste sammenligninger av silikon kontra plast på nett stopper opp ved generelle utsagn som “silikon er mer fleksibelt” eller “plast er billigere”. I reelle produksjonsmiljøer avhenger den faktiske avgjørelsen av støpeprosess, termisk sykling, samsvarskrav, verktøybudsjett og forventet årlig volum.
Når mange prosjekter når verktøygjennomgang, er materialet allerede valgt av feil grunn. Vi ser jevnlig team som spesifiserer LSR for deler som kunne vært støpt i PP til en brøkdel av kostnaden, eller velger standard plast for å tette overflater som svikter etter noen få temperatursykluser.
Når ingeniører spør om en del bør lages av silikon eller plast, er det egentlige spørsmålet vanligvis dette:
- Hvilket temperaturområde vil delen faktisk se?
- Hvor stramme er toleransene?
- Hva er det årlige produksjonsvolumet?
- Omfatter applikasjonen mat-, medisinsk eller utendørs eksponering?
- Hva skjer hvis delen svikter etter 12 måneder i stedet for 5 år?
Når disse begrensningene er klare, blir materialvalget mye enklere.
Hvis du er nybegynner innen silikonkjemi, bør du lese [ hva er silikonmateriale ] først. Denne artikkelen forutsetter en grunnleggende forståelse av Si-O-ryggradstrukturen og fokuserer mer på tekniske avveininger, produksjonsrealiteter og langsiktig applikasjonsytelse.
Sammendrag
- Velg silikon (HTV eller LSR) når delen må tåle >120 °C, gjentatt sterilisering eller direkte hud-/matkontakt i henhold til EU LFGB eller USP klasse VI. Under 80 °C og 50 000 enheter/år er plast vanligvis det rasjonelle valget.
- LSR-injeksjon betaler seg bare ved ~50 000 enheter/år eller mer. Under det lønner HTV-kompresjonsstøping seg på verktøykostnadene til tross for høyere arbeidskraft per del.
- Den mest undervurderte kostnaden er etterherding for samsvar (f.eks. 4 timer ved 200 °C for LFGB), som rutinemessig dobler enhetskostnaden for silikon kontra en rask PP-syklus.
Hva er silikon?
Silikon er en syntetisk elastomer bygget på en Si-O-ryggrad i stedet for en C-C-ryggrad. Denne ene strukturelle forskjellen er kilden til nesten alle egenskaper som mangler ved plast: termisk stabilitet, UV-motstand, fleksibilitetsbevaring etter termisk sykling og biokompatibilitet.

I butikken vår jobber vi med to praktiske familier:
- HTV (høytemperaturvulkanisering) — kompresjonsstøpt, større geometrier, lavere verktøykostnader.
- LSR (flytende silikongummi) — sprøytestøpt med kaldkanalsystem, tettere toleranse, høyere MOQ.
De deler kjemi, men oppfører seg svært forskjellig i produksjon. Mesteparten av sitatforvirringen kommer fra team som behandler dem som utskiftbare.
For mer informasjon om kvaliteter og kjemi, se [ hva er silikonmateriale ].
Hva er plast?
“Plast” er ikke et materiale – det er en kategori som omfatter termoplast (PP, PE, PC, ABS, TPU, PETG, PEEK) og herdeplast (epoksy, fenol). Hver har sitt eget prosessvindu, krympingshastighet og kjemiske kompatibilitetsprofil.

For B2B-deler som konkurrerer med silikon, er de realistiske kandidatene vanligvis:
- PP — billigst, lav temperaturtak (~100 °C kontinuerlig), god for engangskontakt med mat.
- TPE / TPU — myk, fleksibel, men mister elastisitet over ~80 °C og under langvarig UV-stråling.
- PC — høy temperatur for en termoplast (~120 °C), optisk klar, men sprø under gjentatt støt.
- ABS — stiv, dimensjonsstabil, svikter raskt under UV.
- TITT — ingeniørkvalitet, tåler 250 °C, men priset til ~10× ABS.
Den tekniske avgjørelsen er sjelden “silikon vs. plast” på kategorinivå. Det er oftere “LSR 50A vs. TPU 70A” eller “HTV-pakning vs. PC-hus”. Å behandle det som en binær faktor gir feil svar.
Viktige forskjeller mellom silikon og plast
Læreboktabellen er fin for en definisjonsside. For en reell ingeniørbeslutning er parameterne som påvirker kostnad og feilrate forskjellige. Tabellen nedenfor er versjonen vi veileder kundene gjennom under omfangsanalysen.

| Ingeniørparameter | Silikon (HTV / LSR) | Vanlige plasttyper (PP / PC / TPU / PEEK) |
|---|---|---|
| Kontinuerlig servicetemperatur | -50 °C til 230 °C; kortvarig 250–300 °C | PP ~100 °C; PC ~120 °C; TPU ~80 °C; PEEK 250 °C |
| Oppnåelig toleranse | HTV ±0,1 mm; LSR ±0,02 mm | ±0,05–0,1 mm typisk |
| Krympingsrate | 2,5–4% (må designes inn i formen) | PP 1,5–2,5%; PC 0,5–0,7% |
| Kostnad for støpeverktøy | HTV $1.5K–8K; LSR $15K–60K (kaldkanal) | $3K–25K per hulromsett |
| Syklustid per skudd | HTV 2–6 min; LSR 30–90 sek | 15–60 sek |
| Realistisk break-even MOQ | HTV fra 1000 stk; LSR fra 50 000 stk/år | Plastinjeksjon fra 5000 stk |
| Etterbehandlingsbyrde | Avflashing + etterherding (LFGB: 4 timer ved 200 °C) | Kun trimming; sekundær herding sjelden |
| UV-/ozonaldring | Stabil utendørs >10 år | ABS gulner etter 6–12 måneder; PP-kritt |
| Kompresjonsherding (24 timer ved 175 °C) | HTV 15–25%; LSR 8–15% | TPE/TPU 40%+ (mister tetningsfunksjon) |
Varmebestandighet – der de fleste avgjørelser låser seg
De fleste valgene mellom “silikon og plast” er temperaturvalg i forkledning. Når delen må tåle autoklav (121 °C / 30 min), oppvaskmaskin (80 °C, gjentatte ganger) eller sterilisering (134 °C), kollapser plastalternativene raskt. Bare PEEK og en håndfull tekniske kvaliteter overlever, og de koster mer enn silikon.
Det lagene undervurderer er ikke topptemperatur, men temperatursykling. Et PC-håndtak overlever en enkelt eksponering på 120 °C; det sprekker etter 200 sykluser. Platinaherdet silikon holder dimensjonsstabilitet gjennom flere tusen sykluser. Hvis applikasjonen ser mer enn ~50 termiske sykluser per år, modeller levetiden i sykluser, ikke i topp. Denne ene omformuleringen endrer materialvalget oftere enn noen spesifikasjonsark.
Se [silikons varmebestandighet] for kurven.
Fleksibilitet og elastisitet – se kompresjonsfasthet, ikke initial hardhet
Fleksibilitet på dag 1 er enkelt. Antallet som teller i produksjonen er kompresjonsherding etter 1000 timer under driftsbelastning.
TPU ved 70A føles likt LSR ved 70A rett ut av esken. I en statisk pakning ved 90 °C mister TPU-en 40%+ av tetningskraften sin i løpet av måneder, mens LSR holder seg innenfor 15%. Det er derfor vi avviser når en kunde spesifiserer “TPU fordi det er billigere” for en tetningsapplikasjon – de vil betale en tilbakekallingskostnad, ikke en besparelse.
For enhver tetting, pakning eller vibrasjonsisoleringsfunksjon, spør leverandøren om kompresjonsinnstilling til din faktiske driftstemperatur. Hvis de ikke kan tilby det, er det alene en grunn til å se andre steder.
Holdbarhet og levetid – UV og ozon er de stille dreperne
For utendørs bruk, i bilmotorrom eller i båter er silikon sjelden en luksus. ABS som er synlig i sollys gulner i løpet av 6–12 måneder. PP blir krittaktig og sprekker. Platinaherdet silikon beholder farge og elastisitet i over 10 år med utendørs eksponering.
Det motsatte tilfellet: Hvis delen står innendørs, aldri ser UV-stråling og uansett byttes ut årlig, vinner plast nesten alltid på kostnaden. Ikke betal for holdbarhet du aldri kommer til å bruke. Vi ser denne overspesifikasjonen hele tiden på innendørs forbrukertilbehør der merket ba om “silikon for premiumfølelse” uten å sjekke bruksmiljøet.
Se [silikon værbestandighet].
Kjemisk motstand – Bygg en 2-akset matrise
Silikon motstår vann, ozon, svake syrer/baser og de fleste polare løsemidler. Det sveller i ikke-polare løsemidler (bensin, heksan, toluen) og brytes ned i konsentrerte sterke syrer. Fluorsilisikon håndterer drivstoff til 3–4 ganger prisen av standard silikon.
PP og PE håndterer de fleste syrer og baser godt, men svikter ved moderate temperaturer. PTFE håndterer nesten alt kjemisk, men kan ikke støpes konvensjonelt – det maskineres eller sintres, noe som ødelegger masseproduksjonsøkonomien.
Det riktige trekket: bygg en 2-akset matrise av (kjemisk eksponering × driftstemperatur) og eliminer materialer per kvadrant. Når du gjør dette ærlig, løser spørsmålet om silikon vs. plast seg ofte opp i én enkelt kortliste.
Lær mer i [kjemikalieresistens for silikon].
Mattrygghet – FDA er gulvet, LFGB er taket
For kontakt med matvarer i USA, FDA 21 CFR 177.2600 er den relevante standarden for silikon. For EU og Tyskland, LFGB §30/31 med generell migrasjonstesting er strengere, lagt oppå den bredere EUs rammeverk for kontakt med matvarer (forordning 1935/2004). LFGB-kompatibel silikon krever vanligvis platinaherding pluss 4 timer etterherding ved 200 °C og legger til 20–30% i materialkostnadene.
For plast er samsvarskravene for matkontakt fordelt per harpiks: PP og PE er vanligvis greit, PC krever BPA-fri sertifisering (og selv da er det begrenset i babyprodukter i EU/CN), er PVC effektivt utelukket fra matkontakt i de fleste premiummarkeder.
Hvis kjøperen er i EU, bruk som standard platinasilikon av LFGB-kvalitet for direkte kontakt med mat eller munn. Kostnadspremien er mindre enn den regulatoriske risikoen ved en tilbakekalling.
Vanlige bruksområder for matkvalitetssilikon:
- Bakeformer og stekebrett
- Kjøkkenredskaper og spatler
- Tilbehør til babymating
- Tetninger og pakninger for matforedling
Se [ silikon av næringsmiddelkvalitet ].
Miljøpåvirkning – Gjenbrukssykluser, ikke materialtype
Silikon er ikke biologisk nedbrytbart. De fleste tekniske plasttyper er heller ikke biologisk nedbrytbare innenfor noen praktisk tidsramme. Den ærlige bærekraftsmålestokken er hvor mange brukssykluser en del overlever før den kastes.
En matbeholder av platina og silikon tåler over 5000 oppvaskmaskiner. En PP-beholder tåler 50–200 før den vrir seg. Silikon vinner lett på karbonbasis per bruk; plast vinner på engangsbruk. Alle som selger et svar på én linje her, selger noe annet.
Kostnadssammenligning – Total innkjøpskostnad, ikke materialkostnad
Materialkostnaden per kg er misvisende. Beslutningsnummeret er innkjøpspris per levert, kvalifisert del, som inkluderer:
- Verktøy amortisert over årlig volum
- Syklustid × arbeidskraftrate
- Skrotrate (LSR går 1–3%; HTV 5–10%; termoplastisk injeksjon 1–3%)
- Etterherdingsenergi (kun silikon)
- Inspeksjonsbyrde (medisinske/matapplikasjoner)
Grove tommelfingerregler fra sitatboken vår:
- Under 5000 deler/år er HTV-silikon ofte bedre enn plastinjeksjon fordi verktøy er billigere.
- Mellom 5 000 og 50 000 dollar er plastinjeksjon vanligvis det beste valget for ikke-kritiske applikasjoner.
- Over 50 000 med streng toleranse eller samsvar med mat-/medisinske standarder, vinner LSR på livstidskostnader til tross for $30K+-verktøyet.
Rammeverk for valg av ingeniørfag
Dette er beslutningslogikken vi gjennomgår med hver kunde før vi gir tilbud. Det eliminerer risikoen for dårlige materialvalg i første samtale.
Trinn 1 – Temperaturvindu
- Kontinuerlig bruk under 80 °C uten sterilisering → vurder plast først.
- 80–120 °C kontinuerlig eller gjentatt oppvaskmaskineksponering → silikon foretrukket; PC/PEEK som plastalternativer.
- Over 120 °C kontinuerlig, eller autoklav-/steriliseringssykluser → silikon er i hovedsak obligatorisk for elastomere deler.
Trinn 2 – Toleranse og overflatefinish
- Toleranse ±0,1 mm eller løsere, enkel geometri → HTV-kompresjonsstøping er kostnadseffektivt.
- Toleranse ±0,05 mm eller strammere, kompleks geometri, ingen flash akseptabel → LSR-injeksjon. Ikke prøv å nå LSR-toleranser med HTV; skraphastigheten vil spise opp besparelsene.
- Speilblank finish eller optisk klarhet → platinaherdet LSR eller PC. Peroksidherdet silikon gulner litt og er ikke egnet.
Trinn 3 – Årlig volum
- Under 1000 dollar/år → vurder maskinert plast eller silikon i prototypekvalitet.
- 1 000–50 000/år → HTV-silikon eller plastinjeksjon med ett hulrom.
- 50 000+/år → LSR-silikon (kaldløper med flere hulrom) eller plastinjeksjon med flere hulrom.
Trinn 4 – Samsvarsnivå
- Industriell / kontaktfri → peroksidherdet silikon eller vanlig plast.
- Matkontakt (USA) → FDA 21 CFR; begge materialer fungerer.
- Matkontaktprodukter (EU) eller babyprodukter → LFGB platinasilikon eller BPA-fri PP/PE.
- Medisinsk implantat eller langvarig kontakt → USP klasse VI / ISO 10993 platinasilikon, renromsklasse 100 000-produksjon. Plastalternativene begrenses til medisinsk PC, PEEK eller PSU.
Trinn 5 – Toleranse for feilmodus
- Statisk tetning → silikon, kompresjonssett for klokke.
- Gjentatt støt, stiv struktur → plast (PC, ABS, glassfylt nylon).
- Mykt grep med stiv kjerne → overstøpt LSR på en PC- eller nyloninnsats. Denne hybriden er den vanligste løsningen når lag står fast ved å velge det ene eller det andre, og det ender opp med å være det riktige svaret oftere enn det ene eller det andre alternativet.
Silikon vs. plast for forskjellige bruksområder
Det beste materialet avhenger av miljø og produktkrav. Nedenfor er oppfordringene vi ser gjentatte ganger på tvers av kategorier.

Silikon vs. plast for matbeholdere
Den avgjørende faktoren er oppvaskmaskinsykluser + mikrobølgeovntemperatur. LSR-matbeholdere tåler begge deler på ubestemt tid. PP blir vridd etter noen hundre oppvaskmaskinsykluser. For kun kald oppbevaring er PP greit og 3–5 ganger billigere.
Fordeler med silikonbeholdere til mat:
- Tåler mikrobølgeovn og stekeovn opptil 230 °C
- Sammenleggbare/sammenleggbare design mulig
- Lav luktretensjon med platinaherding
- Stabil gjennom gjentatte fryse-tine-sykluser
Se [silikon vs. plastmatbeholdere].
Silikon vs. plast for babyprodukter
EN 14350 (matingsutstyr) og EN 1400 (smokker) tvinger effektivt platinasilikon frem for brystvorter, biteringer og alle deler som kommer i kontakt med munnen. Stive flasker forblir PP eller Tritan. Å blande myk LSR med stiv PP via to-shot-støping er nå standardarkitekturen for premium matingssett.
Vanlige bruksområder for silikon:
- Smokker til tåteflasker (LSR 30–40A)
- Biteringer og tyggeleker
- Mateskjeer, skåler og smekker
Relatert: [ silikon vs plast babyprodukter ].
Silikon vs. plast for telefondeksler
Silikondeksler gir grep og støtdemping, men samler opp lo og fargestoff. TPU-deksler holder seg gjennomsiktige lenger, men gulner under UV. Harde PC-deksler holder seg klare, men sprekker ved støt. De fleste premiumdeksler er nå hybride: TPU-støtfanger + PC-bakside, eller LSR-overstøpt PC. Ren silikondeksler er et prisalternativ for de lavere prisklassene.
Se [ silikon vs plasttelefondeksler ].
Silikon vs. plast for industrielle komponenter
For pakninger, vibrasjonsfester, slanger og høytemperaturtetninger er silikon standard. For konstruksjonshus, braketter og klips er plast (ofte glassfylt nylon eller PC/ABS) standard. De interessante avgjørelsene skjer ved grensen – for eksempel ender en drivstoffledningsklips som trenger både stivhet og høytemperaturtoleranse ofte opp som glassfylt nylon med en fluorsilikonoverstøping.
Utvalgsdriverne er:
- Driftstemperaturkurve over produktets levetid
- Kjemisk eksponering (oljer, drivstoff, rengjøringsmidler)
- Vibrasjonsprofil og belastningssykluser
- Toleranse og monteringspasning
Se [industrielle silikonkomponenter vs. plastkomponenter].

Når du skal velge silikon
- Kontinuerlig drift over 100 °C, eller enhver steriliseringssyklus.
- Krav til stram kompresjon (pakninger, ventiler, tetninger).
- Matkontakt under EU/LFGB, eller medisinsk kontakt under USP klasse VI.
- Utendørs, maritim eller UV-eksponert bruk med >2 års levetid.
- Myk berøring uten forringelse over tid.
Bransjer der silikon er standarden snarere enn unntaket:
- Medisinsk utstyr og engangsartikler
- Bilforsegling og høytemperaturkomponenter
- Matforedling og bakevarer
- Forbrukerelektronikk med termisk eksponering
- Industriell tetting og vibrasjonsisolering

Når plast kan være det bedre valget
- Stive strukturelle deler der elastisitet ikke er nødvendig.
- Innendørs, romtemperatur, forbrukerprodukter med kort levetid.
- Engangsemballasje i store mengder der enhetskostnaden dominerer.
- Stive deler (linser, lysledere) med optisk klarhet – PC eller PMMA.
- Bruksområder der delen forventes å bli byttet ut innen 1–2 år uansett.
Teknisk plast (PEEK, PSU, glassfylt nylon) kan også oppnå mekanisk ytelse som silikon ikke kan, spesielt i bærende strukturelle roller.
Vanlige feilvurderinger vi ser i sitering
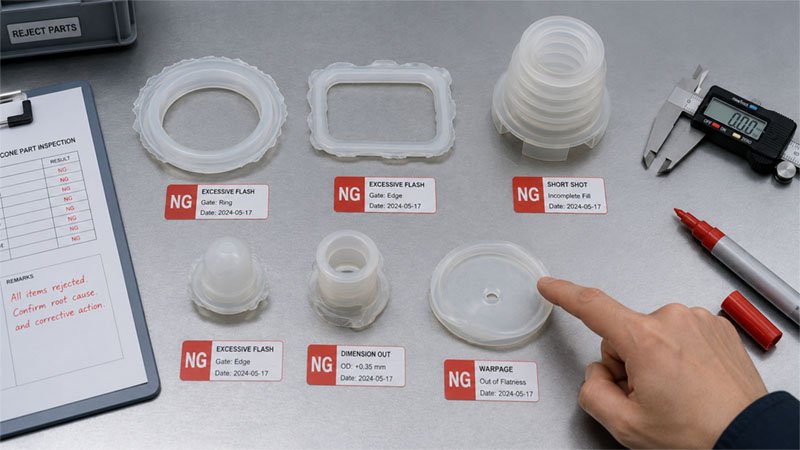
- Spesifiserer LSR for en del på 2000 personer/år. Verktøy alene ødelegger prosjektbudsjettet. HTV er det riktige valget under 50 000 dollar i året.
- Spesifisering av PP for en del som tåler 90 °C oppvaskmaskinsykluser. Fungerer i laboratorietester; forvrenges i løpet av 6 måneders kundebruk.
- Blanding av peroksidherdet silikon med matkontakt i EU. Mislykkes med LFGB-migrering selv etter etterherding med mindre herdesystemet endres til platina.
- Ber om “silikonmyk følelse” uten å spesifisere durometer. 30A og 70A føles som forskjellige materialer. Spesifiser alltid Shore A.
- Å behandle LSR og HTV som utskiftbare når man sammenligner tilbud. De deler kjemi, men ikke verktøy, ikke toleranse, ikke MOQ. Å sitere den ene opp mot den andre uten prosesskontekst gir ubrukelige prissammenligninger.
- Glemmer krympekompensasjon i eldre plastverktøy som gjenbrukes til silikon. Silikon krymper 2,5–4%; PP krymper 1,5–2,5%. Det samme hulrommet vil ikke gi samme dimensjon.
Er silikon bedre enn plast?
Det finnes ikke noe generelt svar, og enhver kilde som oppgir et, selger noe. Silikon vinner på temperatur, levetid og biokompatibilitet. Plast vinner på stivhet, optisk klarhet og enhetskostnad i volum.
Det riktige svaret for et spesifikt prosjekt er resultatet av 5-trinnsrammeverket ovenfor, kjørt med reelle tall – driftstemperatur, toleranse, årlig volum, samsvarsnivå, feilmodus. Kjør disse fem inndataene, og materialet plukker seg selv.
ofte stilte spørsmål
Er silikon en type plast?
Teknisk sett nei. Konvensjonell plast er karbonbaserte polymerer (C–C-ryggrad). Silikon har en silisium-oksygen (Si–O)-ryggrad og er klassifisert som en syntetisk elastomer. I vanlig bruk grupperer noen forhandlere det med “plast”, men innen materialteknikk og de fleste regelverk (f.eks. EU SUPD) er silikon en egen familie.
Er silikon en termoplast?
Nei. Silikon er en termoherdende elastomer – når den er herdet, kan den ikke smeltes og formes på nytt. Termoplastiske elastomerer (TPE/TPU) føles like ved romtemperatur, men mister elastisitet over ~80 °C og kryper under belastning. For bruk over 100 °C, sterilisering eller statisk forsegling, er silikon det riktige valget.
Er silikon tryggere enn plast?
Platinaherdet, LFGB-sertifisert silikon er blant de tryggeste polymerene som er tilgjengelige for matkontakt. Noen plasttyper (BPA-fri PP, PE) er også trygge; andre (PVC, visse PC-formuleringer) er begrenset. Sikkerhet avhenger av kvalitet og sertifisering, ikke bare av materialkategorien.
Er silikon mikrobølgeovn- og oppvaskmaskinsikkert kontra plast?
Platinaherdet silikon tåler mikrobølgeovn, stekeovn og oppvaskmaskin opptil 230 °C og tåler tusenvis av sykluser. PP og PE er mikrobølgeovnsikre, men vrir seg over ~120 °C og brytes ned etter noen hundre oppvaskmaskinsykluser. PVC og de fleste PC-formuleringer bør ikke varmes opp i kontakt med mat.
Er silikonbabyflasker bedre enn plastflasker?
For brystvorter, biteringer og deler som kommer i kontakt med munnen, ja – platinaherdet LSR oppfyller EN 14350 / EN 1400 og tåler gjentatt sterilisering. Stive flaskehus er fortsatt vanligvis PP eller Tritan av kostnad og klarhet. De fleste premium-matingssett kombinerer begge deler via støping i to punkter.
Varer silikon lenger enn plast?
Under varme, UV, ozon og gjentatte mekaniske syklinger, ja – vanligvis 5–10 ganger lenger. I et forseglet innemiljø ved romtemperatur er forskjellen i levetid liten og ikke verdt kostnadspremien.
Er silikon bedre enn plast for miljøet?
Per brukssyklus, vanligvis ja. Silikon er ikke biologisk nedbrytbart, men en platina-silikonbeholder tåler 5000+ oppvaskmaskinsykluser mot 50–200 for PP. For engangsbruk har lett plast fortsatt et lavere fotavtrykk per enhet.
Kan silikon erstatte plast i alle bruksområder?
Nei. Silikon kan ikke matche plast når det gjelder stivhet, optisk klarhet eller enhetskostnad i stive deler med stort volum. Det komplementerer plast oftere enn det erstatter det, ofte som en overform på en stiv plastkjerne.
Hvorfor er silikon dyrere enn plast per kg?
Råvarekostnader (platinakatalysator, høyrenhetsgummi), lengre syklustid, obligatorisk etterherding for samsvarsgrader og høyere inspeksjonsbyrde. Forskjellen per kg er reell, men i mange bruksområder er forskjellen i levetidskostnader mindre enn spesifikasjonsarket antyder når sykluslevetiden er inkludert.
Tilpassede løsninger for silikonproduksjon
Materialvalg er halve prosjektet. Verktøydesign, hulromslayout, portåpning, etterherdingsprofil og inspeksjonsplan avgjør om det valgte materialet leverer det spesifikasjonene lovet.

Vi støtter fullstack silikonproduksjon:
- Kompresjonsstøping (HTV) fra $1.5K tooling
- Flytende silikoninjeksjon (LSR) med kaldløpssystemer
- Silikonekstrudering for rør, profiler og ledninger
- To-shot LSR-overstøping på plast- eller metallinnsatser
- LFGB / FDA / USP klasse VI materialekvalifisering
- Renromsklasse 100 000-produksjon for medisinske deler og spedbarnsfôringsdeler
- OEM- og ODM-utvikling med støtte for materialvalg
Lær mer om [ silikonproduksjonskapasiteter ] og [ spesialtilpasset silikonstøping ].
Be om en materiell anbefaling for din del
Send tegninger, mål for årlig volum, servicemiljø og samsvarsnivå. Et materialvalgsnotat med verktøykostnad, enhetskostnad ved tre volumpunkter og feilmoduslisten kommer tilbake innen 48 timer.
[forespørsel om tilpassede silikonløsninger]