Mense beskryf dikwels silikoon-oordragvorming as 'n gebalanseerde proses.
Van ons kant van die fabrieksvloer gaan STM minder oor balans en meer oor beheer.
Ons wend ons gewoonlik tot oordraggietwerk wanneer kompressiegietwerk onvoorspelbaar begin voel, en spuitgietwerk onnodig of te duur voel vir die volume. Die meeste STM-projekte kom na ons toe met een duidelike vereiste: die onderdeel moet die eerste keer reg wees, nie na verskeie monterings- of regstellingstappe nie.
Hierdie artikel verduidelik nie STM soos handboeke dit doen nie. Dit verduidelik hoe STM werklik optree tydens vormproewe, kleinskaalse produksie en werklike kliëntprojekte.

Wat is silikoon-oordraggietwerk?
Silikoon-oordraggietvorming (STM) is 'n proses waar ongeharde silikoon onder druk vanuit 'n oordragpot in 'n geslote, verhitte vorm gedruk word, en dan tot sy finale vorm uitgehard word.
In die praktyk word STM selde gekies net omdat 'n onderdeel kompleks is.
Dit word gekies omdat die onderdeel nie ongelyke vulling, invoegbeweging of dimensionele drywing kan verdra nie.
Ons sien STM wat die meeste gebruik word vir mediese handvatsels, elektroniese inkapselings en silikoononderdele wat direk op metaal- of plastiekinsetsels gegiet word. Dit is onderdele waar kompressiegietwerk sukkel om konsekwent te vul, en spuitgietwerk voeg koste en kompleksiteit by sonder duidelike voordele.
Hoe Silikoon Oordraggietwerk op die Werksvloer Werk
Vormvoorbereiding
As 'n oordraggegoten onderdeel inspeksie druip, word die oorsaak dikwels weke vroeër gevind, tydens vormontwerp.
Ons werk met beide staal- en aluminiumvorms. Staal word gebruik wanneer langtermynstabiliteit saak maak. Aluminium is algemeen tydens vroeë monsterneming omdat dit die levertyd verkort. Maar ongeag die materiaal, moet STM-vorms anders ontwerp word as plastiekgereedskap.
Ons het projekte gesien waar alles op papier korrek gelyk het, maar die vormtoleransies was eenvoudig te streng vir silikoon. Die gevolg was oormatige flits in een area en kort skote in 'n ander. Daarna het ons opgehou om STM-vorms as eenvoudiger inspuitvorms te behandel. Hulle is nie.
Voor produksie word vorms skoongemaak en met vrystellingsmiddels bedek. Hierdie stap klink roetine, maar om dit oor te slaan of die verkeerde laag te gebruik, lei dikwels tot kleef- en oppervlakdefekte wat eers na verskeie siklusse verskyn.
Materiaal Voorbereiding
STM gebruik hoofsaaklik hoë-konsistensie rubber (HCR). Een rede is eenvoudig: HCR tree meer voorspelbaar op onder oordragdruk, veral wanneer insetsels betrokke is.
Mengverhoudings is gewoonlik tussen 10:1 en 20:1, afhangende van die verbinding. Op papier lyk 'n klein afwyking nie ernstig nie. In werklikheid wys verhoudingsfoute dikwels nie onmiddellik nie.
Ons het eenkeer 'n bondel uitgevoer waar die verhouding effens verkeerd was. Die onderdele het skoon uit die vorm gekom en aanvaarbaar gelyk. Eers tydens die finale inspeksie het ons hardheidvariasie oor dieselfde holte opgemerk. Dit was genoeg om die bondel te misluk.
Sedertdien behandel ons materiaalmenging as 'n beheerde proses, nie 'n voorbereidingstap nie. As die verhouding verkeerd is, kan geen aanpassing stroomaf dit ten volle regstel nie.
Na vermenging word die silikoon in die oordragpot geplaas. Voorverhitting maak hier 'n merkbare verskil. Koue materiaal dwing ons om druk te verhoog, wat gewoonlik nuwe probleme skep in plaas daarvan om vloeiprobleme op te los.

Oordragstadium
Sodra die vorm toegemaak is, druk die suier silikoon in die holtes. Tipiese druk wissel van 500 tot 2 000 psi.
'n Algemene aanname is dat hoër druk vulling verbeter. In STM is dit slegs gedeeltelik waar. Wanneer druk gebruik word om te kompenseer vir swak ventilasie, is die resultaat dikwels meer flitsende en verskuifde insetsels.
Ons gee noukeurig aandag aan die ontwerp van die hekke en ventilasiekanale. Wanneer lugborrels elke siklus op dieselfde plek verskyn, is die oorsaak amper nooit die materiaal nie. Dit is gewoonlik vasgekeerde lug wat nêrens heen kan gaan nie.
Goeie vloei kom van temperatuurbeheer en vormontwerp, nie brute krag nie.
Genesing
Uithardingstemperature is gewoonlik tussen 150°C en 200°C, met siklustye wat wissel na gelang van die dikte van die onderdeel.
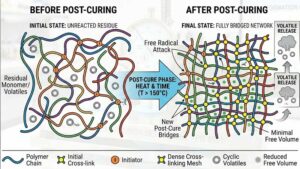
Vir dun dele lyk uitharding vinnig en eenvoudig. Vir dikker of strukturele dele word uithardingstyd krities. Ons beveel dikwels na-uitharding by ongeveer 200°C vir etlike ure aan, veral vir mediese of hoëtemperatuurtoepassings.
Die oorslaan van na-uithardingsproses bespaar tyd tydens produksie, maar dit lei dikwels maande later tot kompressie- of meganiese klagtes. Daardie probleme is baie moeiliker om aan 'n kliënt te verduidelik as 'n langer uithardingssiklus vooraf.
Ontvorm
Ontvorming is een van daardie stappe wat selde aandag kry totdat iets verkeerd loop.
Uitwerppenne moet versigtig geplaas word. Te veel krag of swak plasing kan sagte silikoon vervorm of sigbare merke laat. Vir delikate onderdele gebruik ons soms vakuum-ondersteunde ontvorming om spanning tydens verwydering te verminder.
As 'n onderdeel op hierdie stadium beskadig is, kan geen goeie gietwerk stroomop dit herstel nie.
Na-verwerking
Flits is algemeen in STM. Tipiese flitsdikte wissel van 0.05 mm tot 0.2 mm, afhangende van die vormpassing en klemkrag.
Vir hoëvolume-onderdele gebruik ons dikwels kriogeniese ontflitsing. Vir sigbare of laevolume-onderdele bied handmatige afsny beter beheer. Oppervlakbehandelings soos plasma-aktivering word bygevoeg wanneer binding of bedekking benodig word.
Hierdie stappe word dikwels onderskat tydens kwotasie, maar hulle speel 'n belangrike rol in die finale voorkoms en konsekwentheid.

Materiaalkeuse: Waarom HCR steeds die standaard is
HCR bly die primêre materiaal vir STM omdat dit beter skeurweerstand en dimensionele stabiliteit onder druk bied.
Hardheid wissel gewoonlik van 30 tot 80 Shore A. Sagter materiale vloei maklik, maar vereis beter ventilasie. Harder materiale hou beter vorm, maar benodig meer presiese temperatuur- en drukbeheer.
Vir mediese en voedselkontaktoepassings is gesertifiseerde verbindings standaard. Ons verifieer altyd die uithardingsgedrag tydens werklike proewe, nie net deur middel van datablaaie nie.
Prosesparameters wat opbrengs beïnvloed
Uit ons produksiedata is die sensitiefste parameters:
- Oordragdruk: 500–2 000 psi
- Vorm temperatuur: 150–200°C
- Oordragspoed: te vinnig vang lug vas, te stadig risiko voor vroeë genesing
- Uithardingstyd: Onvoldoende tyd lei dikwels tot sagte kerne
Wanneer hierdie parameters dryf, volg defekte vinnig.
Ontwerpriglyne wat later tyd bespaar
Eenvormige wanddikte is steeds die betroubaarste reël. Skielike dikteveranderinge lei dikwels tot onvolledige vulling of interne spanning.
Die plasing van die hek en loper moet gladde vloei ondersteun, nie net kortste paaie nie. Insetsels moet meganies vasgemaak word waar moontlik. Om slegs op silikoonvloei staat te maak om insetsels vas te hou, lei gewoonlik tot belyningsprobleme.
Goeie ontwerp verminder afval meer effektief as aggressiewe parameteraanpassings.
Gehaltebeheer: Probleme vroegtydig identifiseer
Algemene STM-defekte sluit in lugborrels, kort skote, oormatige flits en onderuitharding.
Ons inspekteer gereeld hardheid, treksterkte en afmetings. Vir mediese en elektroniese onderdele verseker addisionele validering langtermynprestasie.
Die meeste defekte kan teruggevoer word na die ontwerp van die ontluchting of parameteronstabiliteit, nie na die kwaliteit van die materiaal nie.
Voordele en beperkings in werklike gebruik
Wat STM goed doen
- Konsekwente vulling vir komplekse geometrieë
- Betroubare invoeggietwerk sonder sekondêre montering
- Redelike gereedskapskoste vir medium volumes
Waar STM beperkings het
- Langer uithardingstye as spuitgietwerk
- Materiaalafval van lopers en oordragpotte
- Hoër afhanklikheid van vorm- en proseskundigheid
STM werk die beste wanneer presisie en betroubaarheid meer saak maak as rou spoed.

Tipiese toepassings wat ons hanteer
STM word algemeen gebruik vir:
- Mediese toestel komponente
- Elektroniese inkapselings
- Industriële seëls met insetsels
- Gespesialiseerde verbruikersprodukte
Die sterkte daarvan lê in die vervaardiging van onderdele wat konsekwent moet presteer, nie net korrek moet lyk nie.
Oordraggietvorming teenoor ander silikoongietmetodes
Oordrag vs. Kompressie giet
Kompressievorming is koste-effektief vir eenvoudige, dik onderdele. Oordragvorming bied beter vloeibeheer en invoegselintegrasie vir presisie-komponente.
Oordrag vs. Spuitgieten
Spuitgietwerk blink uit in hoë-volume outomatisering. Oordraggietwerk is meer buigsaam en koste-effektief vir medium volumes deur HCR-materiale te gebruik.
Gereelde Vrae
Hoeveel kos STM?
Koste hang af van die kompleksiteit en volume van die onderdeel. STM lê gewoonlik tussen kompressie- en spuitgietwerk in totale koste.
Hoe lank is een STM-siklus?
Die oordrag self is vinnig, maar die uitharding neem gewoonlik 1 tot 15 minute, afhangende van die dikte en materiaal.
Is STM geskik vir mediese toestelle?
Ja. STM word wyd gebruik vir mediese komponente as gevolg van materiaalstabiliteit en invoegvormvermoë.
Hoe verskil STM van spuitgiet?
STM werk teen laer druk en is geskik vir medium-volume, komplekse onderdele. Spuitgietvorming bevoordeel hoë-volume, outomatiese produksie.
Afsluiting
Silikoon-oordraggietwerk word nie gekies omdat dit modieus of eenvoudig is nie. Dit word gekies omdat dit spesifieke probleme oplos waarmee ander gietmetodes sukkel.
Wanneer vormontwerp, materiaalkeuse en prosesbeheer korrek gedoen word, lewer STM konsekwente, hoëprestasie-onderdele met minder verrassings stroomaf.
Ons werk al jare lank met silikoongietwerk in baie industrieë. As u STM vir u produk evalueer of gietopsies vergelyk, is ons bly om u projek te bespreek gebaseer op werklike produksietoestande, nie aannames nie.