La pegajosidad de las piezas de silicona es un problema recurrente. Moldeas las piezas con cuidado. Quedan lisas y secas. Todo se ve bien. Un mes después, los clientes se quejan. Las juntas se sienten grasosas. Las asas se pegan a los dedos. Un mordedor se resbala de la bandeja.
En los dispositivos médicos, productos para bebés, O utensilios de cocina de alta gama, esto no solo es molesto. Detiene los envíos. Inicia controles de calidad. A veces, se retienen lotes enteros. Lo peor es simple: el material a granel suele pasar todas las pruebas de resistencia. Solo la superficie se siente mal.
Hemos visto muchos de estos casos. Hay dos causas principales: una es un daño real a la red de silicona; la otra, pequeñas moléculas que suben a la superficie y dejan una película. Averigüe cuál es rápidamente. Ahorrará tiempo y dinero.

Lo que realmente cuesta la pegajosidad en el campo
Una junta médica pegajosa podría sellar perfectamente en una prueba de laboratorio, pero si las enfermeras o los pacientes notan la adherencia, la confianza disminuye rápidamente. Lo mismo ocurre con un chupete de silicona o una esterilla para hornear: los usuarios asumen que se está descomponiendo o filtrando algo.
En categorías reguladas, esto implica problemas de documentación, posibles alertas de campo o algo peor. Hemos visto contratos de suministro plurianuales suspendidos debido a informes de seguimiento recurrentes, incluso cuando laboratorios externos autorizaron las propiedades a granel. El coste oculto suele ser mayor: horas de ingeniería dedicadas a reuniones de causa raíz, muestreo adicional de control de calidad, ensayos de reformulación y la lenta pérdida de confianza con los clientes que empiezan a buscar alternativas.
Cuando la red de polímeros se rompe
Éste es el problema más difícil de solucionar porque la química en realidad ha cambiado.
Murmuración y despolimerización
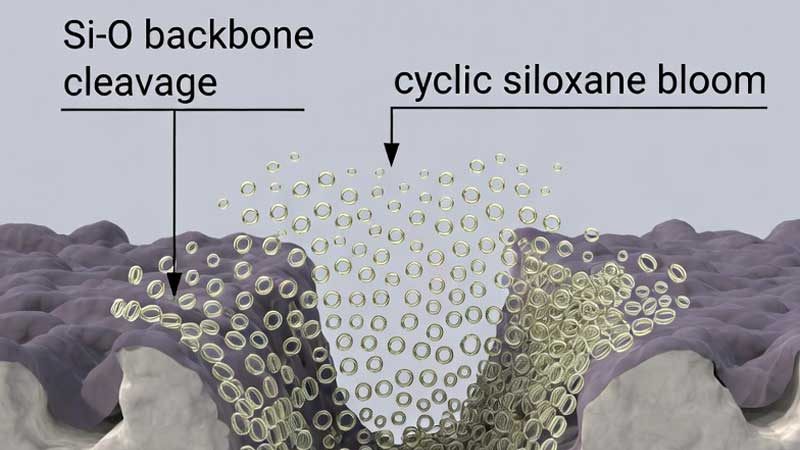
Si se mantiene una pieza a 220-250 °C durante demasiado tiempo o si el pH varía durante la limpieza o el autoclave de vapor, la cadena Si-O comienza a desprenderse de los extremos reactivos. Esto libera siloxanos cíclicos (D4 y D5 son los sospechosos habituales). Son lo suficientemente volátiles como para alcanzar la superficie rápidamente y dejar una capa aceitosa. Hemos observado esto con mayor frecuencia en secciones transversales gruesas donde el calor se absorbe de forma desigual, o cuando se acorta el tiempo de enfriamiento antes del desmoldeo y el calor residual mantiene la reacción durante la noche.
Ataque oxidativo por exposición prolongada al calor
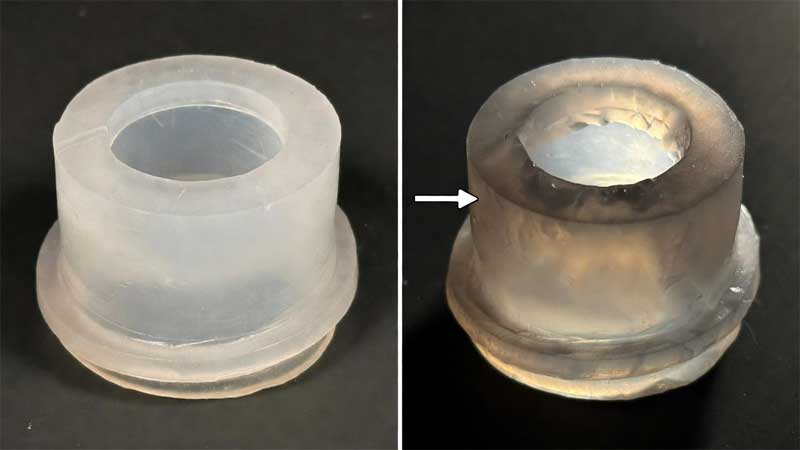
Los grupos metilo se oxidan cuando la silicona se expone al aire a temperaturas superiores a 200 °C durante horas o días. La densidad de reticulación disminuye cerca de la superficie, el material adquiere una apariencia más resinosa y aparece una pegajosidad. Esto se observa en juntas de hornos, mangueras de turbo o cualquier pieza expuesta a calor constante. Suele aparecer una ligera decoloración amarillenta o canela, especialmente en materiales curados con peróxido.
La humedad y los rayos UV trabajan juntos
La humedad hidroliza lentamente los enlaces Si-O en la superficie, revirtiendo parte del curado. La luz ultravioleta añade radicales libres que cortan las cadenas más rápidamente. Las piezas expuestas directamente al sol, almacenadas en almacenes húmedos o transportadas a través de climas cálidos sin barreras muestran este fenómeno más rápidamente; a veces, se vuelven gomosas en cuestión de meses.
Casos de migración: generalmente el verdadero culpable
En la mayoría de los retornos de campo que hemos manejado, el polímero aún está prácticamente intacto. El problema radica en los materiales móviles que suben a la superficie o son arrastrados.
Siloxanos que no reaccionaron y que quedaron atrás
Incluso bueno curas de platino Dejan trazas de cíclicos o cadenas cortas si la mezcla, la proporción del catalizador o los niveles de inhibidores son ligeramente diferentes. Estas especies se difunden al exterior durante semanas, especialmente cuando la temperatura ambiente supera los 20-25 °C. En una ocasión, una pulsera blanda se volvió pegajosa en miles de piezas debido a una dosis insuficiente de peróxido de aproximadamente 12 %. Quedó perfecta en el control de calidad, pero se volvió pegajosa en los almacenes de los clientes.
Plastificantes que se introducen por contacto
La silicona absorbe los ftalatos de las bandejas de PVC, blísteres, etiquetas o componentes de TPE cercanos como una esponja. Los ésteres hinchan la superficie, la ablandan y dejan una capa pegajosa persistente. Tras un mal almacenamiento, en el que las juntas de silicona compartían espacio con las cajas de PVC, perdimos casi un tercio del lote por quejas en menos de cinco meses. Desde entonces, mantenemos la silicona aislada: no hay PVC a nuestro alcance durante el embalaje ni la preparación.
Aceites y grasas del medio ambiente
Los aceites de la piel, las grasas de cocina, las cremas de manos e incluso los lubricantes de fábrica que se encuentran en el aire se absorben gracias a la estructura abierta del material. Con el tiempo, se oxidan y forman un residuo pegajoso difícil de eliminar por completo. Los utensilios de cocina y las pulseras de actividad física son ejemplos claros. Un simple cambio —añadir una nota que indique "limpiar con jabón suave antes del primer uso"— redujo notablemente las devoluciones en varias líneas de productos.
Cosas que hacemos en producción para detenerlo antes de que comience
Cura de platino donde sea posible
El peróxido deja residuos ácidos que favorecen la migración y la proliferación. El limpiador reticulante Platinum Systems tiene muchos menos volátiles. Para productos médicos, de contacto con alimentos o cualquier producto que se espera que dure años, ya ni siquiera cotizamos el peróxido a menos que el cliente insista. La prima del material es real, pero reduce los rechazos y las quejas lo suficiente como para justificarse.
Ciclo completo de postcuración
Mantenemos la temperatura a 200 °C durante un mínimo de cuatro horas en hornos con circulación fuerte, de modo que cada estante se someta a las mismas condiciones. Esto elimina los cíclicos residuales, acelera la reticulación y eleva la Tg para una mejor estabilidad a largo plazo. Las piezas que no se someten a este proceso o se procesan rápidamente presentan mayor cantidad de extraíbles y una adherencia más rápida en el envejecimiento por calor/humedad.
Tratamientos de superficie para especificaciones difíciles
Cuando la baja fricción o la protección contra el polvo son cruciales (como en puntas de catéter o sellos portátiles), optamos por recubrimientos delgados de parileno o activación por plasma, además de una capa superior fluorada o fenilo. El plasma aumenta la energía superficial, lo que permite que la capa secundaria se adhiera bien y resista mejor la adhesión de aceite que la silicona sin tratar.
Control estricto sobre compuestos blandos
Los grados de durómetro 10A–30A necesitan fluido adicional para alcanzar la suavidad deseada, pero el margen entre "justo" y "exudación" es estrecho. Ahora realizamos pequeñas pruebas de diseño de experimentos en cada nuevo lote de polímero para asegurar el nivel exacto de aceite. Un pequeño porcentaje por encima produce sangrado; un porcentaje por debajo, la pieza se rompe prematuramente.

Cómo diagnosticamos en el taller o en el laboratorio
Toallita de IPA simple
Humedezca un paño sin pelusa con isopropanol 99 % y frote firmemente la zona pegajosa durante 10 a 15 segundos. Si la adherencia desaparece por completo y la superficie se siente seca de nuevo, se trata de migración o contaminación superficial. Si permanece suave y pegajosa después de varias pasadas, la degradación ha penetrado más profundamente en el material.
Tendencia de la dureza a lo largo del tiempo
Mida la dureza Shore A en el mismo lugar: día cero, luego cuatro semanas, doce semanas en almacenamiento controlado. Una disminución constante de 5 puntos o más suele indicar una escisión de la cadena. Los casos de migración mantienen la dureza a granel prácticamente sin cambios.
Escaneo rápido FTIR
El modo ATR detecta rápidamente la presencia de material extraño. El silicio puro presenta bandas Si-O limpias alrededor de 1080 y 1010 cm⁻¹, además de Si-CH₃ a 1260 y 2960 cm⁻¹. Cualquier pico de carbonilo cerca de 1720-1740 cm⁻¹ indica la presencia de productos de oxidación o la entrada de ftalatos.
| Firmar / Prueba | Puntos de degradación | Puntos de migración |
| Toallita con alcohol isopropílico | El aparejo se queda o regresa rápidamente | La tachuela se levanta y la superficie vuelve a la normalidad |
| Cambio de costa A | Disminuye notablemente (5+ puntos) | Se mantiene entre 2 y 3 puntos |
| Olor al calentarse | Goma quemada o ligeramente ácida | Aceitoso, a veces ligeramente dulce/plástico. |
| Momento de inicio | Vinculado a eventos de calor, rayos UV o humedad. | Desarrollo lento, a menudo de 3 a 12 semanas |
| Desencadenantes típicos | Curado excesivo, mal almacenamiento, exposición | Curado incompleto, PVC cercano, aceites |
| Extraíbles en disolvente | Moderado | Generalmente más altos (cíclicos, ésteres) |
| ¿Permanente? | Necesita decapado o reformulación | A menudo se puede solucionar con limpieza. |

Conceptos básicos de almacenamiento y manipulación que importan
Almacenar a menos de 25 °C y 50 °C de humedad relativa. Usar bolsas o bandejas de polietileno; nunca PVC ni cartón en contacto directo. Informar sobre incompatibilidades de materiales durante las primeras revisiones de diseño para evitar que la silicona se presione contra un componente con alto contenido de plastificante.
Conclusión
La silicona es resistente y tolerante en muchos sentidos, pero no es infalible. La adherencia casi siempre se debe a las decisiones que tomamos sobre las materias primas, los detalles de curado, el posprocesamiento y cómo se almacenan o ensamblan las piezas. Si se ajustan correctamente, el problema prácticamente desaparece.








