سأكون صريحاً: معظم حالات فشل التشكيل بالسيليكون لا تنتج عن "ضعف الالتصاق".“
إنها تأتي من فرق تفترض أن السيليكون يتصرف مثل البلاستيك القابل للمعالجة بالصهر بمجرد وضعه في القالب.
لا يحدث ذلك. وتظهر الفجوة متأخرة - عادةً بعد إنفاق أموال الأدوات بالفعل.
ما يلي ليس قائمة بالخيارات، بل هو كيفية تصرف هذه الروابط فعلياً على أرض الملعب، بمرور الوقت، ومع التكرار.
لا يمثل الربط بالسيليكون مشكلة واحدة
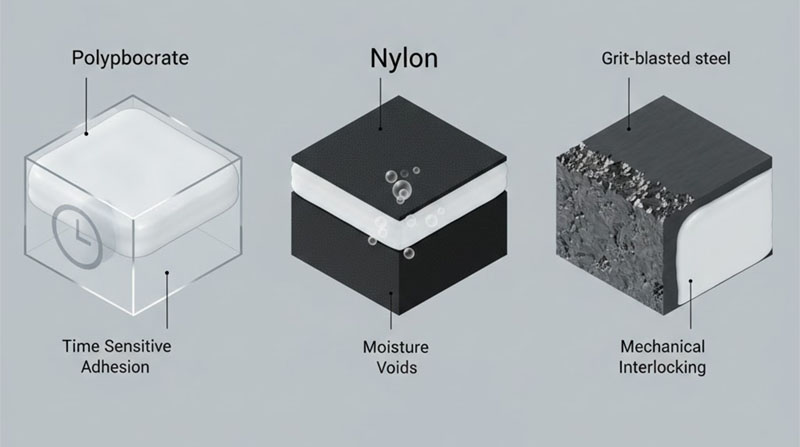
عندما يقول الناس “"السيليكون لا يلتصق".” إنهم يدمجون ثلاث آليات مختلفة في شكوى واحدة:
- التوافق الكيميائي
- الطاقة السطحية والنظافة
- التقييد الميكانيكي أثناء المعالجة
إذا أغفلت أيًا من هذه الأمور، فقد تبدو الرابطة جيدة في اليوم الأول - وتتقشر في اليوم الثلاثين.
ولهذا السبب غالباً ما تجتاز النماذج الأولية اختبارات السحب اليدوي ثم تفشل في الميدان.
سيليكون + بولي كربونات
ما الذي ينجح - ولماذا هو هش
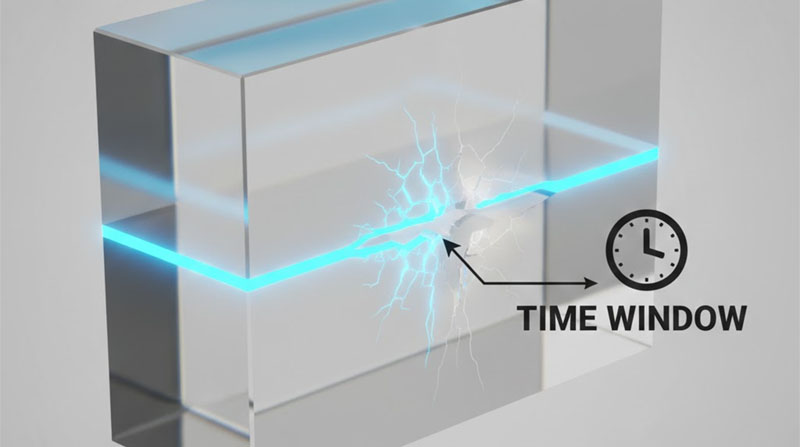
يمكن للسيليكون أن يرتبط بالبولي كربونات، ولكن فقط ضمن نطاق معالجة ضيق.
- يحتوي جهاز الكمبيوتر على طاقة سطحية معتدلة
- إنه يتحمل تنشيط البلازما أو الهالة
- تأكيد سيليكونات المعالجة بالإضافة سيرتبط كيميائياً إذا تم تنشيط السطح بشكل صحيح
في الإنتاج، هذه الرابطة هي حساس للعملية, ، غير حساس للمواد.
ما الذي يسبب الانحراف فعلياً؟
- ارتفاع درجة حرارة القالب تدريجياً
- تقادم التنشيط (بقاء أجزاء الكمبيوتر لفترة طويلة بعد المعالجة بالبلازما)
- بخار عامل التحرير ينتقل من الأدوات القريبة
بمجرد أن تتأكسد السطح مرة أخرى، ينخفض الالتصاق بسرعة - وليس بشكل خطي.
لماذا تستهين الفرق بهذا الأمر؟
يُعتبر البولي كربونات "سهلاً" من الناحية البلاستيكية، لذا يتوقع المهندسون سلوكاً مستقراً. أما السيليكون فيُخالف هذا الافتراض.
سيليكون + بولي أميد (نايلون)
قوي على الورق، غير مستقر في الواقع
يبدو أن برنامج PA واعد للأسباب التالية:
- قطبية أعلى من قطبية الكمبيوتر الشخصي
- ترطيب أولي أفضل
- غالباً ما تكون نتائج سحب المختبر أقوى
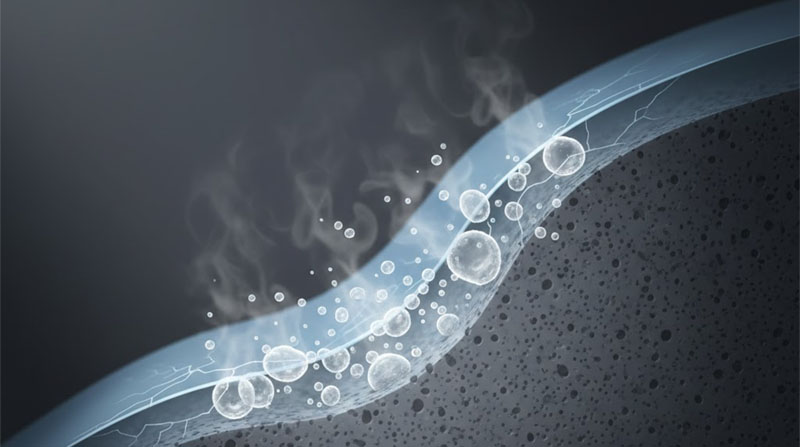
لكن PA يُدخل متغيرًا يكرهه السيليكون: رُطُوبَة.
حتى النايلون "الجاف" يعيد امتصاص الماء من الهواء المحيط. هذه الرطوبة:
- يعيق الترابط بين الأسطح
- يُسبب تكوّن فجوات دقيقة أثناء عملية المعالجة
- تغير قوة الترابط من دفعة إلى أخرى
يزيد استخدام البولي أكريليك المملوء بالزجاج من سوء الوضع. ستحصل على:
- التعرض غير المتسق للسطح
- الطباعة عبر الألياف
- نقاط تركيز الإجهاد الموضعية عند خط الربط
الفخ:
أظهرت العينات الأولية التي تم تشكيلها مباشرة بعد التجفيف أداءً جيداً. أما قطع الإنتاج التي تنتظر من 24 إلى 72 ساعة فلا تُظهر ذلك.
سيليكون + معدن (فولاذ / ألومنيوم / ستانلس ستيل)
الأكثر موثوقية - إذا احترمت التحضير
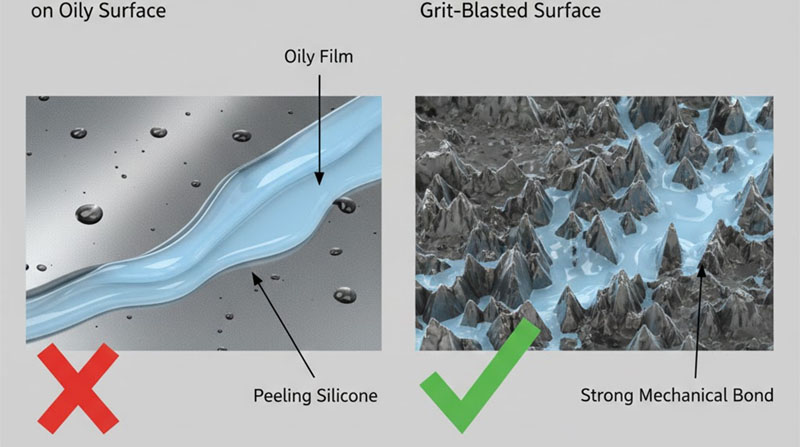
يُعد المعدن هو المكان الذي يكون فيه ربط السيليكون أكثر قابلية للتنبؤ، إذا تم التعامل مع تحضير السطح كعملية، وليس كخطوة.
تتطلب الروابط المستقرة عادةً ما يلي:
- السفع الرملي أو التخريش الكيميائي
- طبقة أكسيد مضبوطة
- برايمر متوافق مع التركيب الكيميائي للسيليكون
بمجرد إحكام هذه الروابط، فإنها تبقى قائمة:
- الدورة الحرارية
- الضغط طويل الأمد
- الحمل الميكانيكي المتكرر
لكن الطرق المختصرة تفشل بهدوء.
المشاكل الشائعة التي نواجهها:
- “إضاءة "خفيفة" لتوفير الوقت
- زيوت الأصابع بعد التنظيف
- تفاوت سمك الطبقة التمهيدية عبر التجاويف
على عكس أجهزة الكمبيوتر الشخصية أو مكبرات الصوت، فإن المعدن لا يتسامح مع عدم الاتساق - ولكنه أيضًا لا ينحرف بمرور الوقت إذا تم التحكم فيه.
لا يُعد القفل الميكانيكي خطة احتياطية
كثيراً ما تقول فرق التصميم:
“"إذا فشل الالتصاق، فإن الشكل الهندسي سيثبته."”
هذا تفاؤل مفرط.
أعمال التثبيت الميكانيكي مع الرابطة الكيميائية، وليس بديلاً عنها.
بدون التصاق:
- يتدفق السيليكون على البارد تحت الضغط
- ترتفع الحواف أولاً
- تنمو الحركة الصغيرة مع كل دورة
على مدى شهور، وليس أسابيع.
تفترض التصاميم الجيدة للقولبة بالحقن أن كلاهما:
- رابطة كيميائية للإغلاق
- ميزات ميكانيكية لتقاسم الأحمال
يفترض البعض أن الهندسة وحدها تحل مسائل الكيمياء.
واقع الأدوات: أين تفشل الروابط فعلياً
من منظور التصنيع، تظهر مشاكل الربط عادةً عند:
- التباين من تجويف لآخر
- تبديل الوردية الثانية
- أدخل عملية المناولة خارج القالب
ليس أثناء الموافقة على المقالة الأولى.
معالجة السيليكون تخفي المشاكل.
لا يظهر انفصال الطبقات إلا عند:
- الشيخوخة البيئية
- إجهاد التجميع
- الضغط المتكرر
بحلول ذلك الوقت، يكون الجدال قد بدأ بالفعل.
الجدوى هي مسألة تحكم، وليست مسألة جوهرية.
هل يمكن صب السيليكون على البولي كربونات أو البولي أميد أو المعدن؟
نعم. الثلاثة جميعهم.
لكن جدوى البرنامج تعتمد على ما إذا كان بإمكانه يتحكم:
- حالة السطح
- الوقت بين التحضير والتشكيل
- اتساق خصائص العلاج
- أدخل نظام التعامل
تتجاهل معظم دراسات الجدوى هذه الأمور لأنها غير موجودة في نموذج التصميم بمساعدة الحاسوب (CAD).
من هنا يبدأ سوء التقدير.
حيث تتخذ الفرق قراراتها عادةً في وقت متأخر جداً
إن أكبر خطأ ليس اختيار طريقة الربط الخاطئة.
إنها أدوات قفل قبل التحقق من صحة الربط في ظل توقيت مشابه للإنتاج.
إذا كان الترابط لا ينجح إلا عندما:
- يتم تشكيل الحشوات على الفور
- يحرص المشغلون على توخي الحذر
- الظروف "مثالية"“
إذن لن ينجح الأمر.
لا يُصدر السيليكون صوتاً عالياً عند تعطلّه.
إنها تنتظر.
وعندما يزول، يتقشر ببطء وهدوء وبتكلفة باهظة.