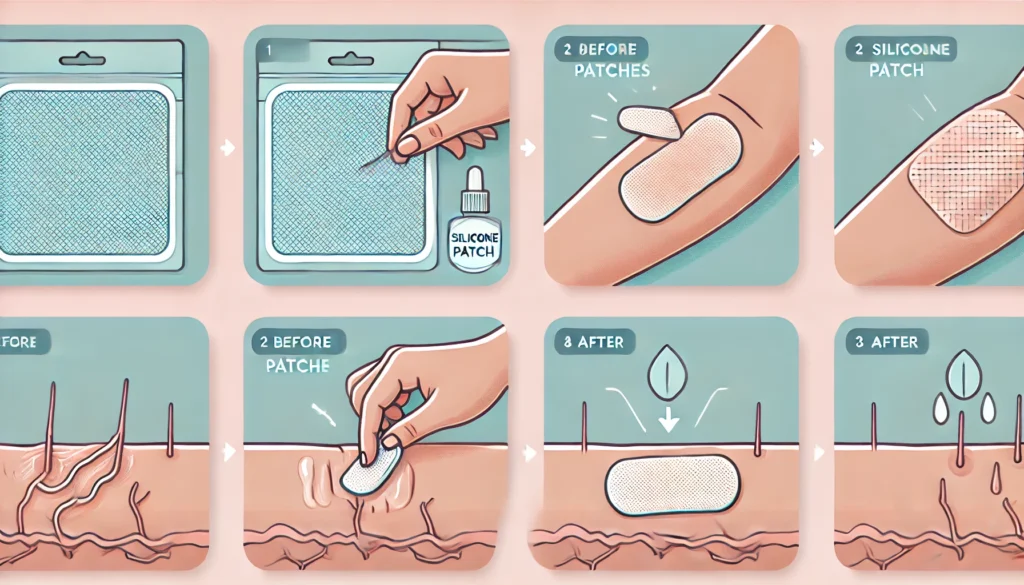
Ik zal er geen doekjes omheen winden: de meeste mislukkingen bij het overspuiten van siliconen worden niet veroorzaakt door "slechte hechting".“
Ze komen voort uit de aanname dat siliconen zich, eenmaal in de mal, gedragen als een smeltbaar plastic.
Dat is niet het geval. En het verschil komt pas laat aan het licht, meestal nadat het geld voor de gereedschappen al is uitgegeven.
Wat volgt is geen opsomming van opties. Het beschrijft hoe deze obligaties zich in de praktijk gedragen, in de loop van de tijd en bij herhaalde transacties.
Siliconenverlijming is niet één probleem.
Als mensen zeggen “Siliconen plakken niet.” Ze persen drie verschillende mechanismen samen in één klacht:
- Chemische compatibiliteit
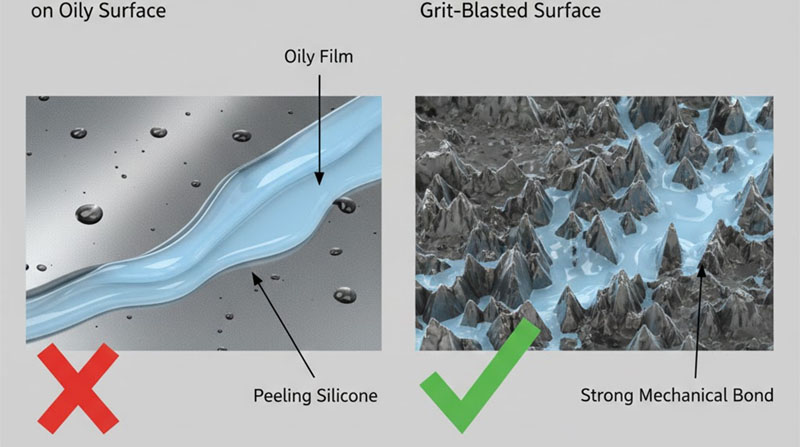
- Oppervlakte-energie en reinheid
- Mechanische beperking tijdens uitharding
Als je er ook maar één van deze stappen overslaat, kan de hechting er op de eerste dag prima uitzien, maar op de dertigste dag loslaten.
Daarom slagen vroege prototypes vaak wel voor handmatige trektests, maar falen ze vervolgens in de praktijk.
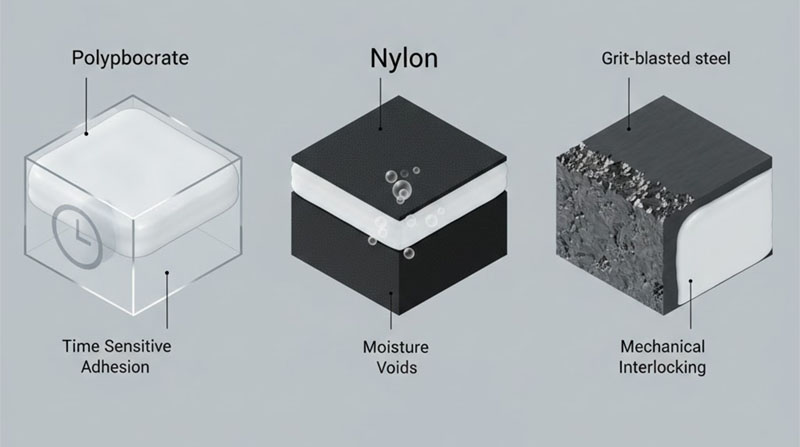
Siliconen + PC (polycarbonaat)
Wat werkt — en waarom het kwetsbaar is
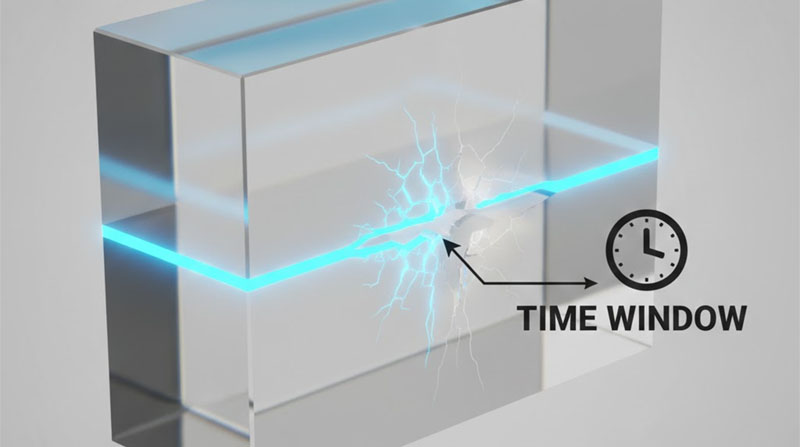
Siliconen kunnen zich hechten aan PC, maar alleen binnen een smal verwerkingsvenster.
- PC heeft matige oppervlakte-energie
- Het verdraagt plasma- of corona-activering
- Zeker additie-uithardende siliconen zal chemisch verankerd worden als het oppervlak correct geactiveerd wordt
In de productie is deze verbinding procesgevoelig, niet materiaalgevoelig.
Wat veroorzaakt de drift nu eigenlijk?
- De temperatuur van de schimmel stijgt gestaag.
- Activeringsveroudering (PC-onderdelen die te lang stil staan na plasmabehandeling)
- Damp van lossingsmiddel die van nabijgelegen gereedschappen afkomt
Zodra het oppervlak opnieuw oxideert, neemt de hechting snel af – en niet lineair.
Waarom teams dit onderschatten:
Polycarbonaat (PC) is, in termen van kunststof, "gemakkelijk" om mee te werken, dus ingenieurs verwachten stabiel gedrag. Siliconen bewijzen het tegendeel.
Siliconen + PA (nylon)
Sterk op papier, onstabiel in de praktijk.
PA ziet er veelbelovend uit omdat:
- Hogere polariteit dan pc
- Betere initiële bevochtiging
- Vaak sterkere laboratoriumuitslagen
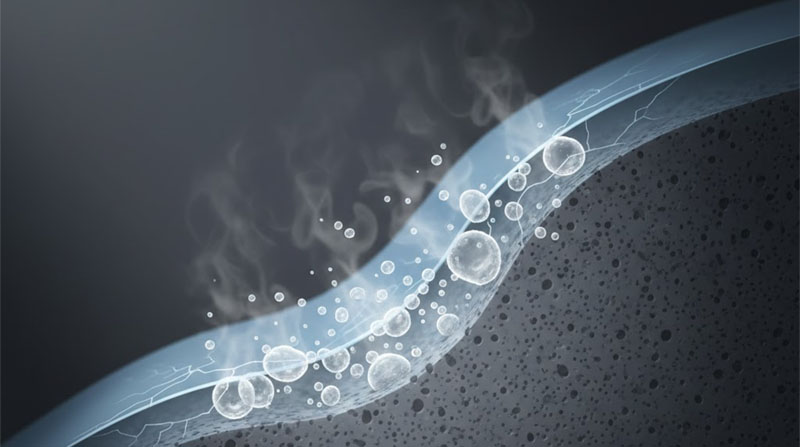
Maar PA introduceert een variabele siliconenhaat: vocht.
Zelfs "droog" nylon absorbeert water uit de omgevingslucht. Dat vocht:
- Verstoort de hechting tussen de interfaces.
- Veroorzaakt microholtes tijdens het uithardingsproces.
- De hechtsterkte varieert van batch tot batch.
Met glas gevulde PA-panelen wordt het erger. Je krijgt:
- Inconsistente blootstelling van het oppervlak
- Vezelprint door
- Lokale spanningsconcentraties bij de verbindingslijn
De valstrik:
Vroege prototypes die direct na het drogen worden gevormd, presteren goed. Productieonderdelen die 24 tot 72 uur moeten wachten, presteren niet goed.
Siliconen + Metaal (Staal / Aluminium / Roestvrij staal)
Het meest betrouwbaar – als je de voorbereiding respecteert.
Metaal is het meest voorspelbare materiaal voor het hechten van siliconen, mits de oppervlaktevoorbereiding als een proces en niet als een afzonderlijke stap wordt beschouwd.
Voor stabiele relaties zijn doorgaans de volgende zaken vereist:
- Straalreiniging of chemisch etsen
- Gecontroleerde oxidelaag
- Primer afgestemd op siliconenchemie
Eenmaal vastgelegd, blijven deze banden bestaan:
- Thermische cycli
- Langdurige compressie
- Herhaalde mechanische belasting
Maar snelle oplossingen mislukken in stilte.
Veelvoorkomende problemen die we zien:
- “"Licht" blazen om tijd te besparen
- Vingers met olie na het schoonmaken
- Variatie in primerdikte tussen de holtes
In tegenstelling tot pc's of PA-systemen vergeeft metaal geen inconsistentie, maar het zal ook niet na verloop van tijd afwijken als het onder controle wordt gehouden.
Mechanisch vergrendelen is geen noodoplossing.
Ontwerpteams zeggen vaak:
“"Als de hechting het begeeft, houdt de geometrie het bij elkaar."”
Dat is optimistisch.
Mechanische bevestigingswerken met chemische binding, niet in plaats daarvan.
Zonder hechting:
- Siliconen vertonen koudvloei onder compressie.
- Randen komen eerst omhoog.
- Microbewegingen nemen toe met elke cyclus.
Het gaat om maanden, niet om weken.
Goede overmolding-ontwerpen gaan ervan uit dat... beide:
- Chemische binding voor afdichting
- Mechanische kenmerken voor lastverdeling
Slechte exemplaren gaan ervan uit dat geometrie alleen al voldoende is om scheikunde op te lossen.
De realiteit van gereedschap: waar verbindingen daadwerkelijk falen
Vanuit een productieperspectief doen verbindingsproblemen zich meestal voor op de volgende punten:
- variatie van holte tot holte
- Wissels van de tweede ploeg
- Inzetstuk voor hantering buiten de mal
Niet tijdens de goedkeuring van het eerste artikel.
Siliconenharding maskeert problemen.
Je ziet delaminatie pas als:
- Milieuveroudering
- Montagespanning
- Herhaalde compressie
Tegen die tijd is de discussie al in volle gang.
Haalbaarheid is een controlevraag, geen materiële vraag.
Kan siliconen overgegoten worden op PC, PA of metaal?
Ja. Alle drie.
Maar de haalbaarheid hangt af van de vraag of het programma kan controle:
- Oppervlaktetoestand
- Tijd tussen voorbereiding en vormgeving
- Consistentie van het genezingsprofiel
- Voeg de juiste behandelingsmethode toe
De meeste haalbaarheidsstudies negeren deze aspecten omdat ze niet in het CAD-model zijn opgenomen.
Daar begint de misvatting.
Waar teams doorgaans te laat beslissen
De grootste fout is niet het kiezen van de verkeerde verbindingsmethode.
Het is een vergrendelingsgereedschap. voor Het valideren van de hechting onder productieachtige omstandigheden.
Als hechting alleen werkt wanneer:
- Inzetstukken worden direct gevormd
- Operators zijn voorzichtig
- De omstandigheden zijn "ideaal".“
Dan werkt het niet.
Silicone begeeft het niet met veel lawaai.
Het wacht.
En als het loslaat, schilfert het af – langzaam, geruisloos en op een kostbare manier.