Açık konuşayım: silikon kalıplama hatalarının çoğu "kötü yapışma"dan kaynaklanmaz.“
Bu görüşler, silikonun kalıba girdikten sonra eritilebilir bir plastik gibi davrandığını varsayan ekiplerden geliyor.
Öyle değil. Ve bu açık genellikle geç ortaya çıkıyor; genellikle alet parası zaten harcandıktan sonra.
Aşağıda yer alanlar bir opsiyon kataloğu değil. Bunlar, bu tahvillerin zaman içinde ve tekrarlanan işlemler altında borsada nasıl davrandıklarına dair bir değerlendirme.
Silikon Bağlama Tek Bir Sorun Değil
İnsanlar dediğinde “Silikon yapışmaz,” Üç farklı mekanizmayı tek bir şikayette birleştiriyor:
- Kimyasal uyumluluk
- Yüzey enerjisi ve temizliği
- Kürleme sırasında mekanik kısıtlama
Bu noktalardan herhangi birini atlarsanız, bağlantı ilk gün iyi görünse de otuzuncu günde soyulabilir.
Bu nedenle ilk prototipler genellikle elle çekme testlerini geçer ancak sahada başarısız olur.
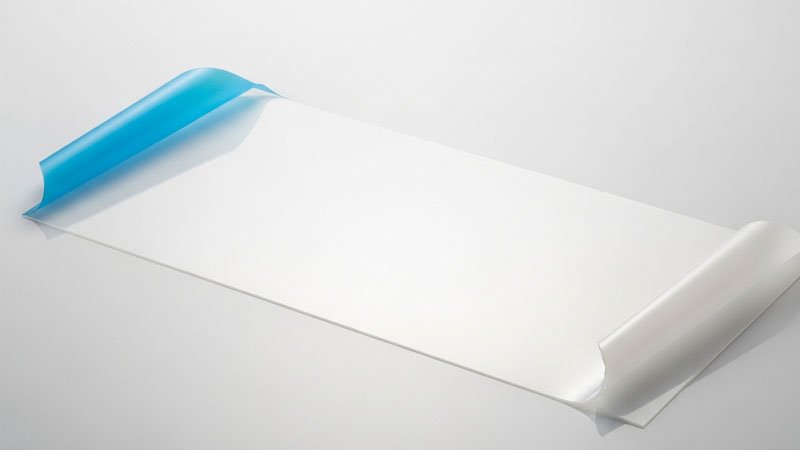
Silikon + PC (Polikarbonat)
Ne İşe Yarar ve Neden Kırılgandır?
Silikon, PC'ye yapışabilir, ancak bu yapışma yalnızca dar bir işlem aralığı içinde gerçekleşir.
- Bilgisayarda orta düzey yüzey enerjisi
- Tolerans gösterir. plazma veya korona aktivasyonu
- Kesin ilave kürleme silikonları Yüzey doğru şekilde aktive edilirse kimyasal olarak bağlanacaktır.
Üretimde bu bağ şöyledir: işlem duyarlı, Malzeme hassasiyeti yok.
Sürüklenmeye aslında ne sebep olur:
- Kalıp sıcaklığı yavaş yavaş yükseliyor.
- Aktivasyon yaşlanması (Plazma işleminden sonra bilgisayar parçalarının çok uzun süre bekletilmesi)
- Yakındaki aletlerden yayılan ayırıcı madde buharı
Yüzey tekrar oksitlendiğinde, yapışma hızla ve doğrusal olmayan bir şekilde azalır.
Takımlar bunu neden hafife alıyor:
PC, plastik açısından "kolay" bir malzemedir, bu nedenle mühendisler istikrarlı bir davranış beklerler. Silikon ise bu varsayımı geçersiz kılar.
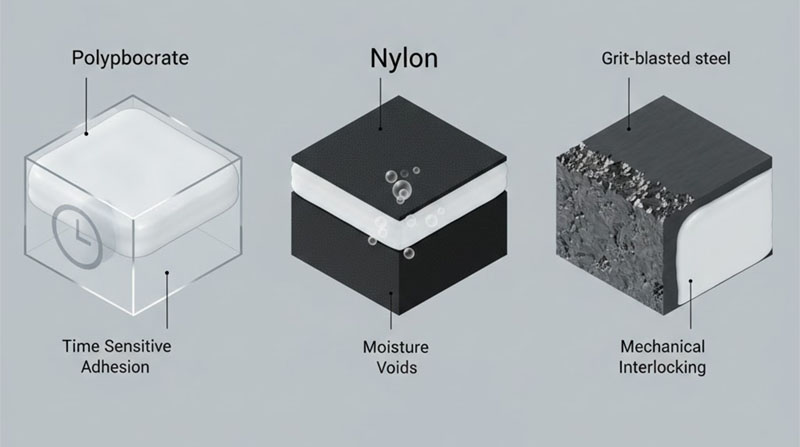
Silikon + PA (Naylon)
Kağıt üzerinde güçlü, gerçekte istikrarsız.
PA şu nedenlerle umut verici görünüyor:
- PC'den daha yüksek polarite
- Daha iyi ilk ıslatma
- Genellikle daha güçlü laboratuvar sonuçları
Ancak PA, silikonun sevmediği değişken bir maddeyi ortaya koyuyor: nem.
"Kuru" naylon bile ortam havasından suyu tekrar emer. Bu nem:
- Arayüzey bağlamasına müdahale eder.
- Kürleme sırasında mikro boşluklara neden olur.
- Bağ dayanımı partiden partiye değişir.
Cam dolu PA sistemi durumu daha da kötüleştiriyor. Sonuç olarak şunları elde ediyorsunuz:
- Tutarsız yüzey maruziyeti
- Elyaf baskı yoluyla
- Bağlantı hattındaki yerel gerilim yoğunlaşma noktaları
Tuzak:
Kuruduktan hemen sonra kalıplanan ilk numuneler iyi performans gösteriyor. 24-72 saat bekletilen üretim parçaları ise iyi performans göstermiyor.
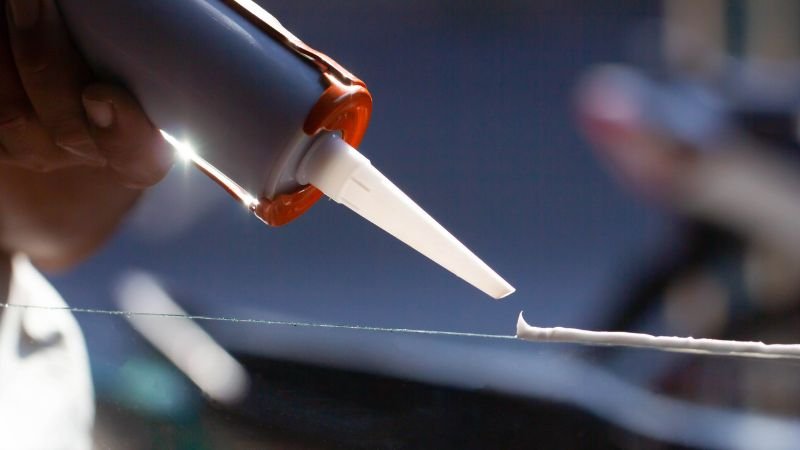
Silikon + Metal (Çelik / Alüminyum / Paslanmaz Çelik)
En Güvenilir Olanı—Eğer Hazırlığa Saygı Duyarsanız
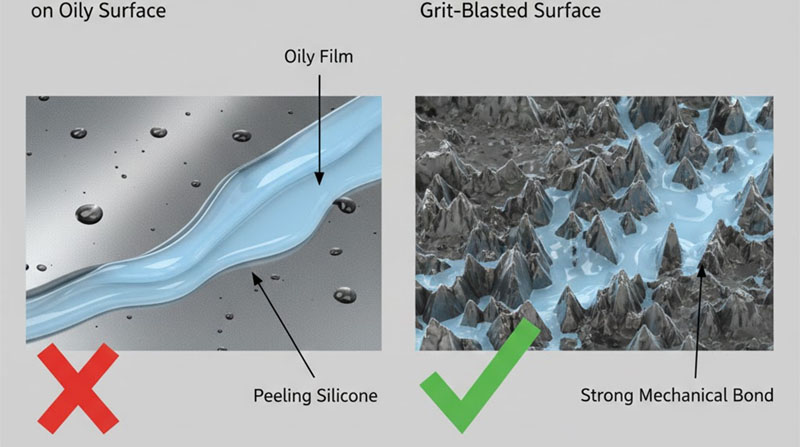
Metal yüzeylerde silikon yapıştırma en öngörülebilir sonuçları verir, yeter ki yüzey hazırlığı bir adım değil, bir süreç olarak ele alınsın.
İstikrarlı tahviller genellikle şunları gerektirir:
- Kum püskürtme veya kimyasal aşındırma
- Kontrollü oksit tabakası
- Silikon kimyasına uygun astar.
Bir kere kilitlendikten sonra, bu bağlar geçerliliğini korur:
- Termal döngü
- Uzun süreli sıkıştırma
- Tekrarlanan mekanik yük
Ancak kestirme yollar sessizce başarısız olur.
Sıkça karşılaştığımız sorunlar:
- “Zaman kazanmak için "ışık" patlatılıyor.
- Temizlik sonrası parmak yağları
- Boşluklar boyunca astar kalınlığındaki değişim
PC veya PA'nın aksine, metal tutarsızlığı affetmez; ancak kontrol altında tutulduğu takdirde zamanla da sapma göstermez.
Mekanik Kilitleme Bir Yedek Plan Değildir
Tasarım ekipleri sıklıkla şöyle der:
“"Yapışma başarısız olursa, geometri onu tutacaktır."”
Bu iyimser bir bakış açısı.
Mekanik tutma işlevleri ile Kimyasal bağ, onun yerine değil.
Yapışma olmadan:
- Silikon, basınç altında soğuk akış gösterir.
- Kenarlar önce kalkar
- Mikro hareket her döngüde artar.
Haftalar değil, aylar sürecek.
İyi kalıp üstü tasarımlar şu varsayımları içerir: ikisi birden:
- Sızdırmazlık için kimyasal bağ
- Yük paylaşımı için mekanik özellikler
Kötü olanlar, kimya problemlerini yalnızca geometrinin çözebileceğini varsayarlar.
Gerçeği Ortaya Koyan Araçlar: Tahvillerin Gerçekte Başarısız Olduğu Noktalar
Üretim açısından bakıldığında, yapıştırma sorunları genellikle şu noktalarda ortaya çıkar:
- Kaviteler arası farklılık
- İkinci vardiya değişimleri
- Kalıbın dışına yerleştirme işlemi.
İlk makale onay sürecinde değil.
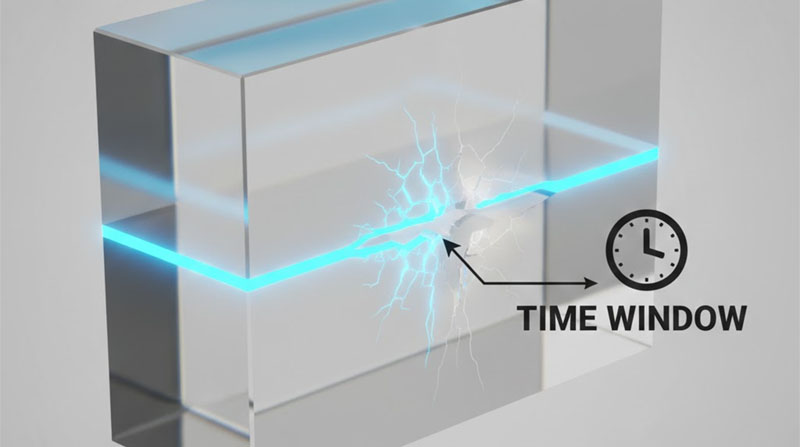
Silikon kürleme sorunları gizler.
Katman ayrılması şu durumlara kadar görülmez:
- Çevresel yaşlanma
- Montaj stresi
- Tekrarlanan sıkıştırma
O zamana kadar tartışma zaten başlamış olur.
Uygulanabilirlik, maddi bir soru değil, bir kontrol sorusudur.
Silikon, PC, PA veya metal üzerine kalıplanabilir mi?
Evet. Üçü de.
Ancak uygulanabilirlik, programın mümkün olup olmadığına bağlıdır. kontrol:
- Yüzey durumu
- Hazırlık ve kalıplama arasındaki süre
- Kürleme profili tutarlılığı
- İşlem disiplinini ekleyin
Fizibilite çalışmalarının çoğu bunları göz ardı eder çünkü bunlar CAD modelinde yer almaz.
Yanlış değerlendirme işte burada başlıyor.
Takımların Genellikle Çok Geç Karar Verdiği Durumlar
En büyük hata yanlış yapıştırma yöntemini seçmek değildir.
Bu, kilitleme aletidir. önce Üretim benzeri zamanlama koşullarında bağ oluşumunu doğrulamak.
Eğer yapıştırma işlemi sadece şu durumlarda işe yarıyorsa:
- İç parçalar anında kalıplanır.
- Operatörler dikkatlidir.
- Koşullar "ideal"“
O zaman işe yaramaz.
Silikon gürültü çıkarmadan bozulur.
Bekliyor.
Ve gittiğinde, yavaşça, sessizce ve pahalıya mal olacak şekilde soyuluyor.