Powiem wprost: większość błędów podczas formowania wtryskowego silikonem nie wynika ze “złej przyczepności”.”
Są one tworzone przez zespoły, które zakładają, że silikon zachowuje się jak tworzywo sztuczne nadające się do obróbki w procesie topienia, gdy już znajdzie się w formie.
Tak się nie dzieje. A luka ujawnia się późno — zwykle po wydaniu pieniędzy na narzędzia.
To, co następuje, nie jest katalogiem opcji. To opis tego, jak te obligacje zachowują się na parkiecie, w czasie i przy powtarzaniu.
Łączenie silikonu nie jest problemem
Kiedy ludzie mówią “silikon nie przywiera” kompresują trzy różne mechanizmy w jedną skargę:
- Zgodność chemiczna
- Energia powierzchniowa i czystość
- Ograniczenia mechaniczne podczas utwardzania
Jeśli pominiesz którykolwiek z tych punktów, połączenie może wyglądać dobrze pierwszego dnia, a odklejać się trzydziestego dnia.
Dlatego wczesne prototypy często przechodzą testy ręczne, a potem nie sprawdzają się w praktyce.
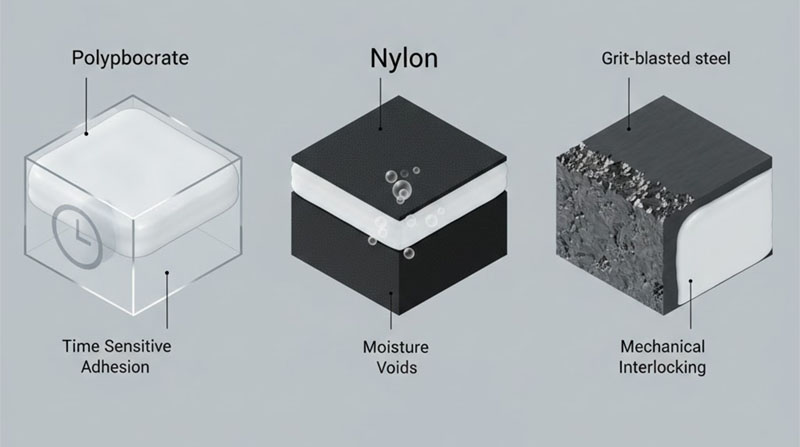
Silikon + PC (poliwęglan)
Co działa — i dlaczego jest kruche
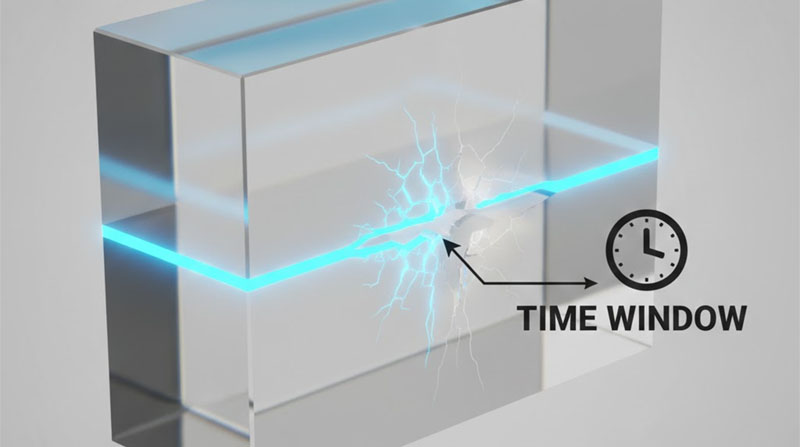
Silikon może wiązać się z PC, ale tylko w wąskim oknie przetwarzania.
- Komputer ma umiarkowana energia powierzchniowa
- Toleruje aktywacja plazmowa lub koronowa
- Niektórzy silikony utwardzane addycyjnie zakotwiczy się chemicznie, jeśli powierzchnia zostanie prawidłowo aktywowana
W produkcji to wiązanie jest wrażliwy na proces, nie jest wrażliwy na materiał.
Co tak naprawdę powoduje dryf:
- Temperatura formy rośnie
- Starzenie się aktywacji (części komputera pozostające zbyt długo po naświetlaniu plazmą)
- Para środka antyadhezyjnego unosząca się z pobliskich narzędzi
Gdy powierzchnia ulegnie ponownemu utlenieniu, przyczepność spada szybko — i nieliniowo.
Dlaczego zespoły to lekceważą:
PC jest “łatwy” w kontekście plastiku, więc inżynierowie oczekują stabilnego działania. Silikon jednak kwestionuje to założenie.
Silikon + PA (nylon)
Silny na papierze, niestabilny w rzeczywistości
PA wygląda obiecująco, ponieważ:
- Wyższa polaryzacja niż PC
- Lepsze początkowe zwilżanie
- Często silniejsze wyniki badań laboratoryjnych
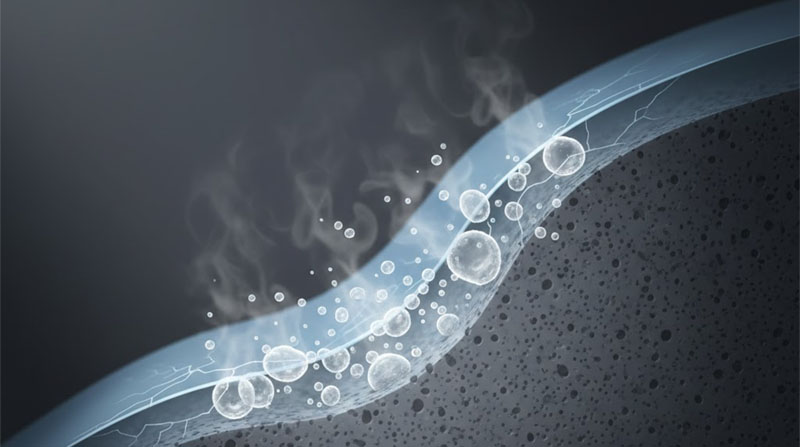
Ale PA wprowadza zmienną silikonową, której nienawidzi: wilgoć.
Nawet “suchy” nylon ponownie wchłania wodę z powietrza. Ta wilgoć:
- Zakłóca wiązanie międzyfazowe
- Powoduje mikropęknięcia podczas utwardzania
- Zmienia siłę wiązania z partii na partię
PA wypełnione szkłem pogarsza sytuację. Otrzymujesz:
- Nierównomierne narażenie powierzchni
- Przedruk włókien
- Lokalne punkty wzrostu naprężeń na linii wiązania
Pułapka:
Wczesne próbki formowane bezpośrednio po suszeniu sprawdzają się dobrze. Części produkcyjne, które czekają 24–72 godziny, nie.
Silikon + Metal (Stal / Aluminium / Stal nierdzewna)
Najbardziej niezawodny — jeśli szanujesz przygotowania
W przypadku metalu wiązanie silikonu jest najbardziej przewidywalne, jeśli przygotowanie powierzchni traktować jako proces, a nie krok.
Do utworzenia stabilnych wiązań zazwyczaj wymagane są:
- Śrutowanie lub trawienie chemiczne
- Kontrolowana warstwa tlenku
- Podkład dobrany do chemii silikonu
Po zablokowaniu więzi te pozostają trwałe:
- Cykle termiczne
- Kompresja długoterminowa
- Powtarzające się obciążenie mechaniczne
Ale skróty po cichu zawodzą.
Typowe problemy, jakie widzimy:
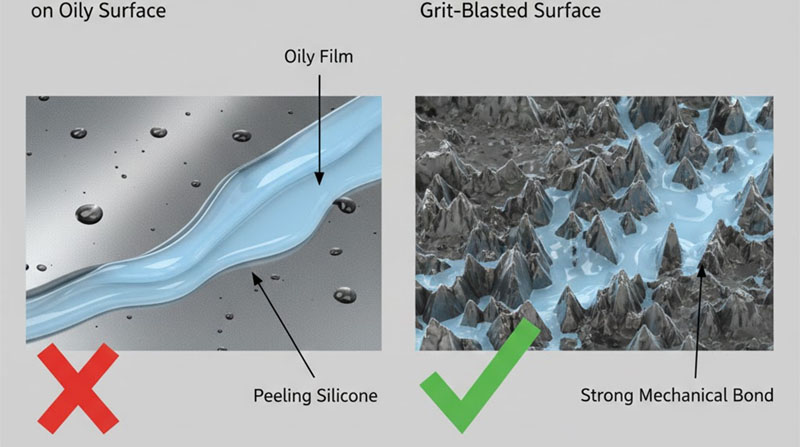
- “Lekkie” piaskowanie w celu zaoszczędzenia czasu
- Olejki do palców po czyszczeniu
- Zmienność grubości podkładu w różnych komorach
W przeciwieństwie do PC i PA, metal nie wybacza niespójności, ale jeśli jest kontrolowany, nie zmienia się też w czasie.
Blokada mechaniczna nie jest planem awaryjnym
Zespoły projektowe często mówią:
“Jeśli przyczepność zawiedzie, geometria ją utrzyma.”
To jest optymistyczne.
Prace retencyjne mechaniczne z wiązania chemiczne, a nie zamiast nich.
Bez klejenia:
- Płynność silikonu na zimno pod wpływem ściskania
- Krawędzie podnoszą się najpierw
- Mikroruch rośnie z każdym cyklem
Przez miesiące, nie tygodnie.
Dobre projekty formowania wtryskowego zakładają Zarówno:
- Wiązanie chemiczne do uszczelniania
- Cechy mechaniczne do podziału obciążenia
Źli zakładają, że sama geometria rozwiąże problemy chemiczne.
Narzędzie rzeczywistości: Gdzie obligacje faktycznie zawodzą
Z punktu widzenia produkcji problemy z łączeniem pojawiają się zazwyczaj w następujących miejscach:
- Zmienność między wnękami
- Zmiany w drugiej zmianie
- Wkładanie poza formę
Nie podczas zatwierdzania pierwszego artykułu.
Utwardzanie silikonem ukrywa problemy.
Rozwarstwienie nie jest widoczne, dopóki:
- Starzenie się środowiska
- Naprężenie montażowe
- Powtarzana kompresja
Do tego czasu kłótnia już się toczy.
Wykonalność to kwestia kontrolna, a nie materialna
Czy silikon można nakładać metodą formowania wtryskowego na PC, PA lub metal?
Tak. Wszystkie trzy.
Ale wykonalność zależy od tego, czy program może kontrola:
- Stan powierzchni
- Czas pomiędzy przygotowaniem a formowaniem
- Spójność profilu utwardzania
- Wstaw dyscyplinę obsługi
Większość studiów wykonalności pomija te kwestie, ponieważ nie ma ich w modelu CAD.
To właśnie tutaj zaczyna się błędna ocena sytuacji.
Gdzie zespoły zazwyczaj podejmują decyzje zbyt późno
Największym błędem nie jest wybór niewłaściwej metody łączenia.
To narzędzie blokujące zanim sprawdzanie łączenia w terminach zbliżonych do produkcyjnych.
Jeśli wiązanie działa tylko wtedy, gdy:
- Wkładki są formowane natychmiast
- Operatorzy są ostrożni
- Warunki są “idealne”
Wtedy to nie działa.
Silikon nie zawodzi tak głośno.
Ono czeka.
A kiedy już zniknie, to się obiera — powoli, cicho i drogo.