Ich will es ganz deutlich sagen: Die meisten Fehler beim Silikon-Umspritzen werden nicht durch “schlechte Haftung” verursacht.”
Sie stammen von Teams, die davon ausgehen, dass sich Silikon in der Form wie ein schmelzverarbeitbarer Kunststoff verhält.
Das ist nicht der Fall. Und die Lücke zeigt sich erst spät – normalerweise, nachdem die Mittel für die Werkzeuge bereits ausgegeben wurden.
Was folgt, ist kein Katalog von Optionen. Es zeigt vielmehr, wie sich diese Anleihen tatsächlich im Handel, im Laufe der Zeit und bei wiederholter Nutzung verhalten.
Silikonverklebung ist nicht ein einziges Problem
Wenn Leute sagen “Silikon klebt nicht.” Sie fassen drei verschiedene Mechanismen in einer einzigen Beschwerde zusammen:
- Chemische Verträglichkeit
- Oberflächenenergie und Reinheit
- Mechanische Einschränkung während der Aushärtung
Wenn man einen dieser Schritte vergisst, mag die Verbindung am ersten Tag noch gut aussehen – und sich am dreißigsten Tag ablösen.
Deshalb bestehen frühe Prototypen oft die Zugfestigkeitsprüfung, versagen dann aber im praktischen Einsatz.
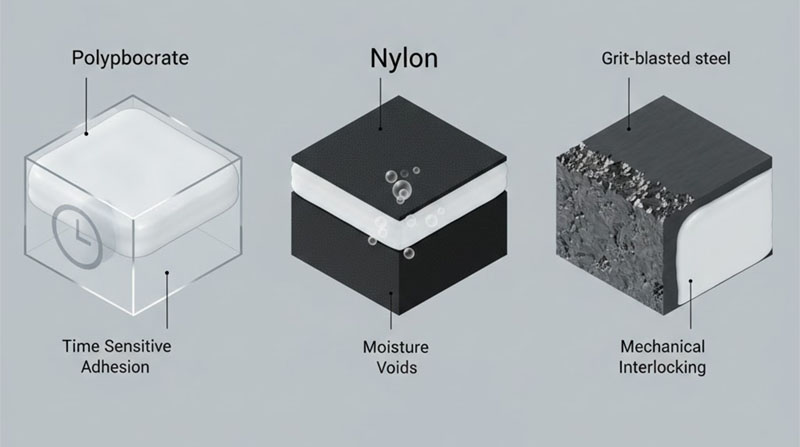
Silikon + PC (Polycarbonat)
Was funktioniert – und warum es so fragil ist
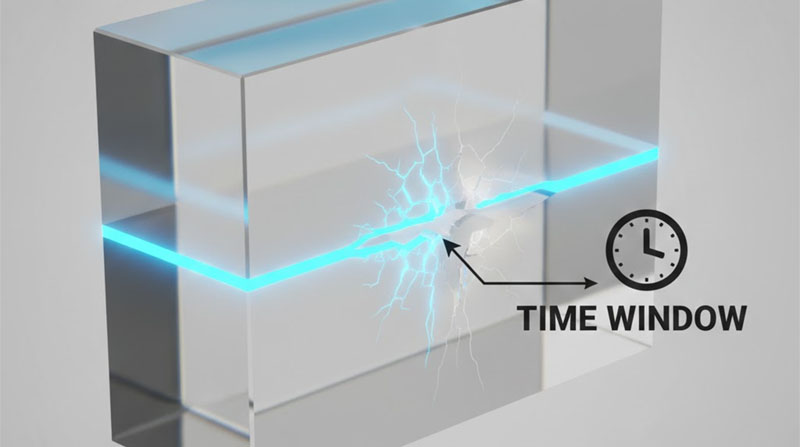
Silikon kann sich mit PC verbinden, jedoch nur innerhalb eines engen Verarbeitungsfensters.
- PC hat mäßige Oberflächenenergie
- Es toleriert Plasma- oder Koronaaktivierung
- Bestimmt additionsvernetzende Silikone erfolgt eine chemische Verankerung, wenn die Oberfläche korrekt aktiviert wird.
In der Produktion ist diese Bindung prozessempfindlich, nicht materialsensibel.
Was verursacht eigentlich die Drift?
- Schimmelpilztemperatur steigt langsam an
- Aktivierungsalterung (PC-Komponenten, die nach der Plasmareinigung zu lange unbenutzt gelagert wurden)
- Trennmitteldämpfe wandern von nahegelegenen Werkzeugen aus.
Sobald die Oberfläche wieder oxidiert, nimmt die Haftung schnell ab – und zwar nicht linear.
Warum Teams dies unterschätzen:
Polycarbonat (PC) ist im Vergleich zu Kunststoffen “einfach”, daher erwarten Ingenieure ein stabiles Verhalten. Silikon hingegen widerlegt diese Annahme.
Silikon + PA (Nylon)
Auf dem Papier stark, instabil in der Realität
PA sieht vielversprechend aus, weil:
- Höhere Polarität als PC
- Bessere anfängliche Benetzung
- Häufig stärkere Ergebnisse der Laborabnahme
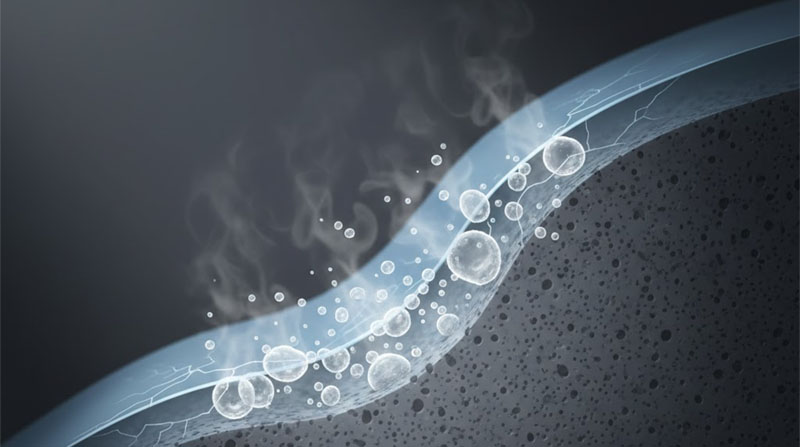
Aber PA führt eine Variable ein, die Silikon hasst: Feuchtigkeit.
Selbst “trockenes” Nylon nimmt wieder Feuchtigkeit aus der Umgebungsluft auf. Diese Feuchtigkeit:
- Beeinträchtigt die Grenzflächenbindung
- Verursacht Mikroblasenbildung während der Aushärtung
- Die Bindungsstärke ändert sich von Charge zu Charge.
Mit Glasfasern gefüllte PA verschlimmern es. Man erhält:
- Ungleichmäßige Oberflächenexposition
- Faserdruck durch
- Lokale Spannungsspitzen an der Klebefuge
Die Falle:
Frühe, direkt nach dem Trocknen geformte Muster zeigen gute Ergebnisse. Serienteile, die 24–72 Stunden warten, hingegen nicht.
Silikon + Metall (Stahl / Aluminium / Edelstahl)
Am zuverlässigsten – wenn man die Vorbereitung respektiert.
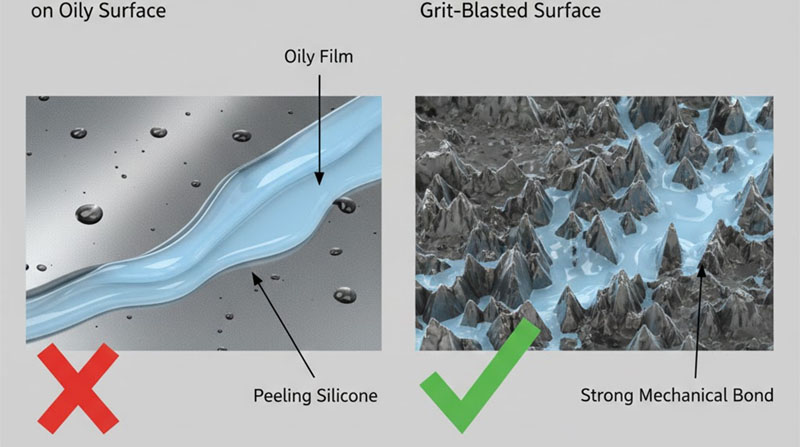
Auf Metall ist die Silikonverklebung am besten vorhersagbar, vorausgesetzt, die Oberflächenvorbereitung wird als Prozess und nicht als einzelner Arbeitsschritt betrachtet.
Stabile Bindungen erfordern in der Regel:
- Sandstrahlen oder chemisches Ätzen
- Kontrollierte Oxidschicht
- Primer abgestimmt auf die Silikonchemie
Sind diese Bindungen einmal geknüpft, bleiben sie bestehen:
- Thermische Zyklen
- Langzeitkompression
- Wiederholte mechanische Belastung
Doch Abkürzungen scheitern still und leise.
Häufig auftretende Probleme:
- “Light”-Blastung zur Zeitersparnis
- Fingeröle nach der Reinigung
- Variation der Primerdicke über die Kavitäten hinweg
Im Gegensatz zu PC oder PA verzeiht Metal keine Unbeständigkeit – aber er driftet auch nicht mit der Zeit ab, wenn er kontrolliert wird.
Mechanische Verriegelung ist kein Ausweichplan
Designteams sagen oft:
“Wenn die Haftung versagt, hält die Geometrie sie fest.”
Das ist optimistisch.
Mechanische Haltevorrichtungen mit chemische Bindung, nicht anstelle davon.
Ohne Haftung:
- Silikon-Kaltflüsse unter Kompression
- Kanten heben sich zuerst
- Die Mikrobewegung nimmt mit jedem Zyklus zu.
Über Monate, nicht Wochen.
Gute Umspritzungskonstruktionen setzen voraus, dass beide:
- Chemische Bindung zur Abdichtung
- Mechanische Merkmale zur Lastverteilung
Schlechte Ansätze gehen davon aus, dass sich Chemie allein durch Geometrie lösen lässt.
Werkzeugmarkt-Realität: Wo Anleihen tatsächlich versagen
Aus fertigungstechnischer Sicht treten Verbindungsprobleme üblicherweise an folgenden Stellen auf:
- Variation von Kavität zu Kavität
- Schichtwechsel in der zweiten Schicht
- Handhabung außerhalb der Form
Nicht während der Erstgenehmigung.
Silikonhärtung kaschiert Probleme.
Delaminationen werden erst sichtbar, wenn:
- Umweltbedingte Alterung
- Montagebelastung
- Wiederholte Kompression
Zu diesem Zeitpunkt ist der Streit bereits im Gange.
Machbarkeit ist eine Kontrollfrage, keine wesentliche Frage.
Lässt sich Silikon auf PC, PA oder Metall umspritzen?
Ja. Alle drei.
Die Machbarkeit hängt jedoch davon ab, ob das Programm Kontrolle:
- Oberflächenzustand
- Zeit zwischen Vorbereitung und Formgebung
- Konsistenz des Aushärtungsprofils
- Disziplin beim Umgang mit Gegenständen einsetzen
Die meisten Machbarkeitsstudien ignorieren diese Aspekte, weil sie nicht im CAD-Modell enthalten sind.
Genau da beginnt das Missverständnis.
Wo Teams sich normalerweise zu spät entscheiden
Der größte Fehler ist nicht die Wahl der falschen Verbindungsmethode.
Es handelt sich um Verriegelungswerkzeuge. vor Validierung der Bindung unter produktionsnahen Zeitbedingungen.
Wenn die Verbindung nur funktioniert, wenn:
- Einsätze werden sofort geformt
- Die Bediener sind vorsichtig
- Die Bedingungen sind “ideal”.”
Dann funktioniert es nicht.
Silikon versagt nicht lautstark.
Es wartet.
Und wenn sie abblättert, schält sie sich – langsam, leise und kostspielig.