Silikon enjeksiyon kalıplama, özellikle tıbbi cihazlar, otomotiv, tüketici elektroniği ve havacılık gibi sektörlerde yaygın olarak kullanılan bir silikon üretim yöntemidir.
Bu makale, silikon enjeksiyon kalıplama yöntemine ilişkin kapsamlı bir genel bakış sunmaktadır; tanımı, süreci, avantajları, dezavantajları, uygulamaları ve ürün kalitesini ve üretim verimliliğini etkileyen temel teknik hususları ele almaktadır.

Silikon Enjeksiyon Kalıplama Nedir?
Silikon enjeksiyon kalıplama, sıvı silikon kauçuğun yüksek basınç altında ısıtılmış bir kalıba enjekte edildiği bir silikon üretim sürecidir. Silikon daha sonra kalıbın içinde sertleşerek karmaşık geometrilere ve dar toleranslara sahip esnek ve dayanıklı bileşenler oluşturur.
Bu işlem, özellikle yüksek hassasiyet, tutarlı kalite ve güvenilir performans gerektiren uygulamalar için uygundur. Sonuç olarak, silikon enjeksiyon kalıplama, tıbbi cihazlarda, otomotiv sistemlerinde, tüketici elektroniğinde ve havacılık bileşenlerinde yaygın olarak kullanılmaktadır.
Silikon Enjeksiyon Kalıplama İşlemi
Silikon enjeksiyon kalıplama, mükemmel tutarlılık ve tekrarlanabilirlik ile yüksek performanslı silikon parçalar üretmek için tasarlanmış, son derece kontrollü bir üretim sürecidir. Her aşamayı hassas bir şekilde yöneterek, üreticiler istikrarlı malzeme özellikleri ve güvenilir parça kalitesi elde edebilirler.
Malzeme Hazırlığı
Sıvı silikon kauçuk enjeksiyon kalıplama işleminde, malzeme hazırlığı kritik bir adımdır.
A ve B bileşenleri, karıştırılmadan önce erken sertleşmeyi önlemek için ayrı ayrı saklanır.
A bileşeni esas olarak esneklik ve bükülebilirlik sağlayan silikon polimerden oluşur. B bileşeni ise tipik olarak kürleme sırasında çapraz bağlamayı başlatan platin bazlı bir katalizör içerir.
Bu iki bileşen, genellikle 1:1 oranında, otomatik dozajlama ekipmanı kullanılarak hassas bir şekilde ölçülür.
Ölçülen malzemeler daha sonra statik bir karıştırıcıda iyice karıştırılır. Bu aşamada, erken vulkanizasyonu önlemek ve malzemenin viskozitesini sabit tutmak için sıcaklık kontrolü çok önemlidir.
Enjeksiyon
Bir kez LSR Uygun şekilde karıştırıldıktan sonra, enjeksiyon kalıplama makinesine beslenir. Makine bir namlu, vida veya piston sistemi, karıştırıcı ve nozul içerir. Silikon karışımı, genellikle 250°F ile 300°F (121°C ile 149°C) arasında kontrollü bir sıcaklığa ısıtılır ve bu da karışımın düzgün bir şekilde akmasını sağlar.
Isıtılmış silikon, yüksek basınç altında ısıtılmış kalıp boşluğuna enjekte edilir. Kalıp tasarımı, nihai parçanın geometrisini belirler ve karmaşık özelliklerin ve ince detayların üretilmesini sağlar.
Temel işleme parametreleri ürün kalitesini önemli ölçüde etkiler. Bu parametreler, parça tasarımına ve ekipman kapasitesine göre optimize edilmelidir:
- Kalıp sıcaklığı: Genellikle 150°C ile 200°C arasında değişen sıcaklık, kürlenme hızını ve nihai malzeme özelliklerini etkiler.
- Enjeksiyon basıncı: Genellikle 50 ila 150 MPa arasında değişir ve kalıp dolumunu ve parça yoğunluğunu etkiler.
- Enjeksiyon hızı: Genellikle 10 ile 50 mm/s arasında değişen hız, hava hapsine ve üretim verimliliğine etki eder.

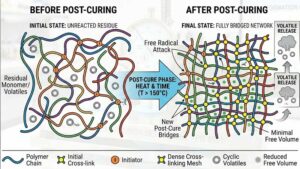
Kürleme (Vulkanizasyon)
Enjeksiyondan sonra, vulkanizasyonun başlaması için kalıp kontrollü bir sıcaklıkta tutulur. Kürleme sırasında, silikon polimer zincirleri çapraz bağlanarak katı, elastik bir yapı oluşturur.
Vulkanizasyonun tamamen sağlanması için kürleme sıcaklığı ve süresi dikkatlice kontrol edilir. Tipik kürleme sıcaklıkları 250°F ile 300°F (121°C ile 149°C) arasında değişirken, kürleme süresi parçanın kalınlığına ve karmaşıklığına bağlı olarak birkaç dakikadan 30 dakikanın üzerine kadar değişir.
Rötuş
Kürleme işlemi tamamlandıktan sonra kalıp soğutulur ve bitmiş parça dışarı çıkarılır. Son işlem aşamaları şunları içerebilir:
- Fazla malzemeyi çıkarmak için kesme ve çapak alma işlemi.
- Mekanik özellikleri iyileştirmek için yüksek sıcaklıklarda son kürleme işlemi
- Plazma işlemi, kaplama veya yapıştırma gibi yüzey işlemleri
- Boyutları, mekanik performansı ve görsel görünümü doğrulamak için yapılan kalite kontrolü.
Bu adımlar, nihai ürünün tüm tasarım ve performans gereksinimlerini karşılamasını sağlar.
Silikon Enjeksiyon Kalıplama İçin Tasarım Hususları
Silikon enjeksiyon kalıplama karmaşık geometrilere olanak sağlasa da, istikrarlı üretim, boyutsal doğruluk ve uzun vadeli performans için doğru parça tasarımı şarttır. Termoplastiklerin aksine, silikon kürleme sırasında oldukça elastik bir malzeme gibi davranır; bu da tasarım detaylarına daha fazla önem verilmesini gerektirir.
Akışın tutarlı olması ve eşit kürleşme sağlanması için duvar kalınlığı mümkün olduğunca homojen olmalıdır. Kalınlıktaki ani değişiklikler, düzensiz vulkanizasyona, iç gerilime veya yüzey kusurlarına neden olabilir. Kalınlık değişiminin kaçınılmaz olduğu durumlarda, malzeme stabilitesini korumak için kademeli geçişler önerilir.
Silikon parçalar esnek olsa da, kalıp açıları da önemlidir. Doğru kalıp açısı, kalıptan çıkarma direncini azaltır, yüzey hasarını en aza indirir ve kalıp ömrünü uzatır. Fonksiyonel veya estetik yüzeylerde görünür dikişlerden kaçınmak için ayırma çizgisi yerleşimi dikkatlice planlanmalıdır.
Giriş noktası konumu, malzeme akışını, basınç dengesini ve hava tahliyesini doğrudan etkiler. Kötü giriş noktası tasarımı, eksik doluma veya hava hapsolmasına yol açabilir. Bu nedenle, özellikle ince cidarlı veya karmaşık parçalar için havalandırma çok önemlidir. Silikonun esnekliği nedeniyle alt kesimler mümkündür, ancak yırtılmayı veya deformasyonu önlemek için parça geometrisi ve kalıptan çıkarma yöntemine göre değerlendirilmelidir.
Takım ve Kalıp Tasarımı
Silikon enjeksiyon kalıplamada kalıp tasarımı en kritik faktörlerden biridir ve ilk proje maliyetine büyük katkıda bulunur. Silikon kalıplar genellikle yüksek sıcaklıklara, basınca ve tekrarlanan üretim döngülerine dayanacak şekilde sertleştirilmiş çelikten üretilir.
Sıcak yolluk sistemleri, soğuk yollukları ortadan kaldırmak ve malzeme israfını azaltmak için silikon enjeksiyon kalıplamada yaygın olarak kullanılmaktadır. Bu sistemler ayrıca proses tutarlılığını artırır ve çevrim sürelerini kısaltır. Yüksek hacimli üretim için, çoklu boşluklu kalıplar, boşluklar arasında boyutsal tekrarlanabilirliği korurken çıktıyı önemli ölçüde artırır.
Enjeksiyondan önce sıkışmış havayı uzaklaştırmak için genellikle vakum destekli kalıp tasarımları kullanılır. Bu, özellikle hava kabarcıklarının veya boşlukların kabul edilemez olduğu tıbbi ve hassas bileşenler için önemlidir. Ek olarak, kalıp boyunca doğru termal kontrol, düzgün kürleşmeyi sağlar, döngü varyasyonunu azaltır ve kalıbın kullanım ömrünü uzatır.

Kalite Kontrol ve Test
Kalite kontrolü, özellikle tıbbi amaçlı silikon enjeksiyon kalıplamada hayati bir rol oynar., Gıda sınıfı, ve güvenlik ve güvenilirliğin kritik önem taşıdığı endüstriyel uygulamalar. Üreticiler genellikle yalnızca son kontrole güvenmek yerine, tüm üretim süreci boyunca kalite kontrolleri uygularlar.
Boyutsal kontrol, parçaların çizim özelliklerine ve tolerans gereksinimlerine uygunluğunu doğrular. Shore sertlik testi, malzeme tutarlılığını ve kürleme kalitesini teyit eder. Çekme dayanımı, uzama ve yırtılma direnci gibi mekanik testler, parçaların fonksiyonel performans gereksinimlerini karşılamasını sağlar.
Yüzey kusurları, kirlenme veya çapaklanma gibi durumlar sızdırmazlık performansını veya görünümünü etkileyebileceğinden, görsel inceleme de çok önemlidir. Düzenlemeye tabi sektörler için, parti takibi, malzeme sertifikasyonu ve süreç dokümantasyonu, tutarlı kalite ve uyumluluğu daha da güvence altına alır.
Toleranslar ve Parça Doğruluğu
Silikon enjeksiyon kalıplama, doğru şekilde kontrol edildiğinde mükemmel boyutsal kararlılığıyla bilinir. Bununla birlikte, elde edilebilecek toleranslar parça geometrisine, duvar kalınlığına, malzeme formülasyonuna ve kalıp hassasiyetine bağlıdır.
İnce cidarlı kesitler ve karmaşık geometriler, enjeksiyon basıncı, sıcaklık ve kürleme süresinin daha sıkı kontrolünü gerektirir. Bu parametrelerdeki varyasyonlar, boyut sapmasına veya çarpılmaya yol açabilir. Kalıp tasarımının doğruluğu ve sıcaklık homojenliği de nihai parça boyutlarını doğrudan etkiler.
Termoplastiklere kıyasla silikonun esnekliği, parçaya zarar vermeden daha kolay kalıptan çıkarma imkanı sağlar. Aynı zamanda, bu esneklik, parçaların kalıptan çıkarıldıktan sonra geçici olarak deforme olabileceği anlamına gelir. Doğru tasarım ve sonradan kürleme, parçaların amaçlanan boyutlarına geri dönmesini ve uzun vadeli boyutsal doğruluğu korumasını sağlamaya yardımcı olur.
Silikon Enjeksiyon Kalıplamanın Avantajları
Silikon enjeksiyon kalıplama, zorlu uygulamalar için uygun hale getiren çeşitli önemli avantajlar sunmaktadır:
- Kesinlik Ve tekrarlanabilirlik: Bu süreç, yüksek üretim serilerinde dar toleranslarla ve tutarlı kaliteyle karmaşık parçaların üretilmesini mümkün kılar.
- Minimum malzeme israfı: Otomatik dozajlama ve kapalı yolluk sistemleri, fire ve kırpıntıları azaltarak malzeme verimliliğini artırır.
- Kısa çevrim süreleri: Hassas sıcaklık ve basınç kontrolü, hızlı kürleme ve yüksek üretim verimliliği sağlar.
Bu avantajlar, silikon enjeksiyon kalıplama yöntemini, hassas silikon bileşenlerin yüksek hacimli üretimi için güvenilir ve uygun maliyetli bir çözüm haline getirmektedir.

Silikon Enjeksiyon Kalıplamanın Dezavantajları
Silikon enjeksiyon kalıplama yönteminin faydalarına rağmen, proje planlaması sırasında dikkate alınması gereken sınırlamaları da vardır.
Karmaşık kalıp yapıları, sıcak yolluk sistemleri ve sıkı işleme toleransları nedeniyle ilk kalıp maliyetleri nispeten yüksektir. Bu durum, süreci düşük hacimli veya prototip üretim için daha az ekonomik hale getirir.
Silikon enjeksiyon kalıplama esas olarak sıvı silikon kauçuk kullanır. Sıvı silikon kauçuk mükemmel performans sunarken, her uygulamanın özel mekanik veya kimyasal gereksinimlerini karşılamayabilir. Bu nedenle dikkatli malzeme seçimi çok önemlidir.
Diğer Silikon Kalıplama Yöntemleriyle Karşılaştırma
Silikon sıkıştırmalı kalıplamaya kıyasla, enjeksiyon kalıplama daha yüksek otomasyon, daha iyi tekrarlanabilirlik ve gelişmiş boyutsal kontrol sağlar. Sıkıştırmalı kalıplama ise daha basit geometriler ve daha düşük kalıp bütçeleri için daha uygundur.
Transfer kalıplama, sıkıştırma kalıplamaya kıyasla malzeme akış kontrolünü iyileştirir ancak yüksek hacimli üretimde enjeksiyon kalıplamanın hızına ve verimliliğine sahip değildir. Ekstrüzyon Ve takvimleme Geleneksel yöntemler sürekli profiller veya düz levhalar için daha uygundur, oysa enjeksiyon kalıplama, dar toleranslara sahip karmaşık üç boyutlu parçaların üretiminde üstünlük sağlar.
Sık Görülen Hatalar ve Bunlardan Nasıl Kaçınılır
Silikon enjeksiyon kalıplamada sık görülen kusurlar arasında hava kabarcıkları, çapak, eksik dolum ve tutarsız kürleşme yer alır. Bu kusurlar genellikle kalıp havalandırma sorunları, uygunsuz enjeksiyon parametreleri veya yetersiz sıcaklık kontrolü ile ilgilidir.
Kalıp giriş ve çıkış tasarımlarının optimize edilmesi, vakum destekli kalıpların kullanılması ve enjeksiyon basıncı ile kürleme koşullarının ince ayarlanması, kusur oranlarını önemli ölçüde azaltabilir. Düzenli kalıp bakımı da istikrarlı üretim kalitesinin korunmasında önemli bir rol oynar.

Silikon Enjeksiyon Kalıplamanın Uygulamaları
Silikon enjeksiyon kalıplama, tıbbi cihazlar, otomotiv sızdırmazlık sistemleri, tüketici elektroniği ve havacılık bileşenleri gibi sektörlerde yaygın olarak kullanılmaktadır. Esnekliği, ısıya dayanıklılığı, biyouyumluluğu ve uzun süreli dayanıklılığı, hem fonksiyonel hem de güvenlik açısından kritik uygulamalar için uygun hale getirmektedir.
| Endüstri | Uygulamalar |
| Tıbbi | Kateterler, cerrahi contalar, protezler, tıbbi eldivenler ve tüpler. |
| Otomotiv | Contalar, keçeler, hortumlar, motor bağlantı elemanları ve elektrik yalıtım bileşenleri. |
| Elektronik | Tuş takımları, konektörler, contalar, sızdırmazlık elemanları, izolatörler ve anahtar pedleri. |
| Havacılık | Contalar, contalar, yalıtım panelleri, yakıt hortumları ve O-ringler. |
| Tüketim Malları | Mutfak eşyaları, bebek bakım ürünleri, kişisel bakım ürünleri ve giyilebilir ürünler. |
Çevresel ve Düzenleyici Hususlar
Silikon enjeksiyon kalıplama yöntemiyle üretilen ürünler genellikle aşağıdakiler de dahil olmak üzere katı düzenleyici gerekliliklere uymak zorundadır: FDA, LFGB, RoHS ve REACH standartlarına uygundur. Tıbbi sınıf silikon ayrıca USP Sınıf VI standartlarını da karşılayabilir.
Silikon malzemeler kimyasal olarak kararlı, düşük toksisiteli ve zamanla bozulmaya karşı dirençlidir. Bu özellikler uzun kullanım ömrünü destekler ve silikonu çevreye duyarlı ve düzenlemelere tabi uygulamalar için uygun hale getirir.
Enjeksiyon Kalıplamada Kullanılan Silikon Çeşitleri
Farklı silikon malzemeler, performans ve üretim gereksinimlerine göre seçilir:
- Sıvı Silikon Kauçuk (LSR): Yüksek hassasiyetli, tam otomatik ve yüksek hacimli üretim için ideal iki bileşenli sıvı sistem. Mükemmel akış, hızlı kürleme ve tutarlı kalite sunar.
- Yüksek Tutarlılıkta Kauçuk (HCR): Enjeksiyon kalıplama yöntemiyle işlenebilen, daha katı, macun kıvamında bir malzemedir. HCR, LSR'den farklı mekanik özellikler sunar ancak genellikle daha fazla manuel işlem gerektirir.
Sıkça Sorulan Sorular
Silikon enjeksiyon kalıplama yöntemi düşük hacimli üretim için uygun mudur?
Teknik olarak mümkün olsa da, yüksek kalıp maliyetleri bu süreci orta ve yüksek hacimli üretim için daha ekonomik hale getiriyor.
LSR ve HCR enjeksiyon kalıplama yöntemleri arasındaki fark nedir?
LSR daha yüksek otomasyon ve daha sıkı proses kontrolünü desteklerken, HCR belirli uygulamalar için alternatif mekanik özellikler sunar.
Silikon enjeksiyon kalıbı ne kadar süre dayanır?
Doğru tasarım ve bakımla, silikon enjeksiyon kalıpları yüz binlerce döngüye dayanabilir.

Çözüm
Silikon enjeksiyon kalıplama, hassasiyet, verimlilik ve malzeme performansını birleştiren son derece gelişmiş bir üretim sürecidir. Karmaşık ve yüksek kaliteli bileşenler üretebilme yeteneği, onu katı performans gereksinimlerine sahip endüstriler için vazgeçilmez kılmaktadır.
Üreticiler, süreci, tasarım hususlarını, malzeme seçeneklerini ve sınırlamalarını anlayarak, silikon enjeksiyon kalıplama yönteminden tam olarak faydalanarak güvenilir ve yenilikçi ürünler yaratabilirler.